50 крутых вещей для печати на 3D-принтере / Блог компании Top 3D Shop / Хабр
Нет идей для 3D-печати? Надоели никчемные безделушки? Перед вами список 50 крутых действительно полезных вещей для 3D-печати.
Как и мы, вы просто в восторге от возможностей 3D-печати. Но, к сожалению, горизонт завален безделушками, финтифлюшками и прочими ненужными штуками. Нам грозит опасность быть погребенными под кучей никому не нужного хлама.
Сбросьте с себя оковы посредственности! Давайте создавать действительно полезные вещи! Перед вами список крутых вещей, которые можно изготовить на 3D-принтере прямо сейчас. Докажите своим близким и любимым, что эта чудесная технология может найти ежедневное и практическое применение.
Нет доступа к 3D-принтеру? Не беда. Просто загрузите файлы на нашу систему сравнения цен 3D-печати и выберите самую выгодную стоимость, ОНЛАЙН!
Нет 3D-принтера для печати этих замечательных вещей? Тогда приходите к <a href=«top3dshop.ru]нам, наши специалисты подберут вам лучшее оборудование!
А теперь подробнее о полезных вещах.
Крутая вещь для 3D печати №1: пластмассовый молоток
THWACK это способный к тяжелый работе пластмассовый молоток общего назначения. Отлично подходит для забивания гвоздей в доме, плотно закрывающихся объектов, «ударной» аранжировки в джаз-бэнде и запугивания незнакомцев.
Скачать с ThingiVerse
Крутая вещь для 3D печати №2: полка для розетки
Приставьте к вашей розетке полочку для подпорки телефона во время зарядки. В полке имеется наклонная выемка, что позволяется держать ваш смартфон или планшет в вертикальном положении.
Скачать с ThingiVerse
Крутая вещь для 3D печати №3: мыльница
Элегантная мыльница для ванной комнаты с двумя моющимися отделениями. По желанию вы можете изменить узор внутреннего поддона.
Скачать с ThingiVerse
Крутая вещь для 3D печати №4: ручки с ярлычками для тумбочки
Искусство хранения не обязательно должно быть скучным. Hobb Knob – это маленькая ручка с ярлычком для описания вещей, хранимых в ящиках. Теперь вы никогда не потеряете свои носки!
Теперь вы никогда не потеряете свои носки!
Скачать с ThingiVerse
Крутая вещь для 3D печати №5: подстаканники с геометрическими узорами
Когда дело касается горячих напитков, неизбежный риск представляют круги от кружки. Всё принимает куда более серьезные обороты, если в доме водится кофе-зависимый обитатель. Эти подстаканники доступные в трех видах дизайна помогут избежать неприглядных пятен.
Скачать с Pinshape
Крутая вещь для 3D печати №6: лампа на шарнирах
Эта модульная лампа на шарнирах состоит из 6 основных элементов: основа, корпус и верхняя часть со светодиодами. Чтобы сделать лампу более высокой, вы можете добавить необходимое количество элементов.
Скачать с MyMiniFactory
Крутая вещь для 3D печати №7: открывалка для бутылок одной рукой
Эта открывался для бутылок в форме бумеранга пригодится людям, испытывающим трудности при выполнении действий, требующих приложения силы, например при открывании пластиковой бутылки. Распечатайте ее и подарите своей бабушке. Она по достоинству оценит этот жест.
Распечатайте ее и подарите своей бабушке. Она по достоинству оценит этот жест.
Скачать с ThingiVerse
Крутая вещь для 3D печати №8: насадка душа
Купание под водопадом в вашем списке вещей, которые стоит сделать перед смертью? Следующая лучшая вещь — это 3D-напечатанная насадка душа (вероятно).
Скачать с ThingiVerse
Крутая вещь для 3D печати №9: секретная полочка
Спрячьте ценные документы и заначку от любопытных взглядов на этой потайной полке.
Скачать с ThingiVerse
Крутая вещь для 3D печати №10: ручка для банки
Усовершенствуйте пустые банки из-под варенья с помощью напечатанной ручки. Что может быть проще?
Скачать с ThingiVerse
Крутая вещь для 3D печати №11: пластмассовый гаечный ключ
Полноценный пластмассовый гаечный ключ общего назначения. Собственно для завинчивания и вывинчивания по дому.
Скачать с ThingiVerse
Крутая вещь для 3D печати №12: визитница
«Какой нежный желтоватый оттенок, и толщина подобрана со вкусом, о боже, даже водяные знаки. » У вас есть такая визитка? Найдите ей пару в виде этой визитницы, печатаемой целиком (да, уже с откидной крышкой). Инструкции по добавлению индивидуального логотипа включены.
» У вас есть такая визитка? Найдите ей пару в виде этой визитницы, печатаемой целиком (да, уже с откидной крышкой). Инструкции по добавлению индивидуального логотипа включены.
Скачать с ThingiVerse
Крутая вещь для 3D печати №13: держатель туалетной бумаги в форме инопланетного захватчика
Сделайте вашу ванную комнату ярче с функциональной распечатанной моделью классического инопланетного захватчика… кхм, держащего вашу туалетную бумагу.
Скачать с ThingiVerse
Крутая вещь для 3D печати №14: подъёмная платформа
Перед вами полностью собранная подъёмная платформа. Печатается целиком. Нет нужды возиться с кучей деталей. Регулируемая высота может использоваться для подъема или поддержки объекта приемлемого веса.
Скачать с ThingiVerse
Крутая вещь для 3D печати №15: автопоилка для растений
Комнатные растения стали жертвой невнимания? ЗАБУДЬТЕ ОБ ЭТОМ. Распечатайте этот простейшую автоматическую поилку для растений, и ваша совесть останется чистой.
Скачать с ThingiVerse
Крутая вещь для 3D печати №16: держатель для наушников-капелек
Мы тратим немало денег на покупку наушников на ходу, но недостаточно защищаем их при использовании. Ничего не опасаясь, спрячьте наушники в этом 3D напечатанном держателе.
Скачать с ThingiVerse
Крутая вещь для 3D печати №17: ручка для пакета
Нам всем знакома эта ситуация. Тащишься домой из супермаркета, нагруженный пакетами с продуктами. Сила гравитации заставляет пластик врезаться в ваши ладони, я прав? ХВАТИТ. Напечатайте эти ручки для пакетов и навсегда забудьте о натертых ладонях!
Скачать с ThingiVerse
Крутая вещь для 3D печати №18: подставка для планшета
Есть случаи, когда при работе со смарт-устройством необходимо освободить руки, например, при просмотре ТВ шоу или рецептов при готовке,. Эта простая подставка для поддержки планшетов с диагональю 7 дюймов и больше, годится как для портретного, так и для альбомного режимов.
Скачать с Pinshape
Крутая вещь для 3D печати №19: автопоилка для растений №2
Еще одно хитрое изобретение для садоводческого искусства. Оно особенно подходит для кухонных растений. В следующий раз, когда вы купите свежую зелень для готовки, пересадите ее в это аккуратно устройство, и она останется свежей в течение всей недели.
Скачать с ThingiVerse
Крутая вещь для 3D печати №20: дверной упор
Надоело, что дома или в офисе все хлопают дверьми? Тогда вам нужен БЕСКОМПРОМИССНЫЙ дверной упор. Легкий вес, безопасен для детей, предназначен для простой установки и простого изготовления на FDM 3D принтере. Создатель упора также утверждает, что устройство может использоваться для отражения зомби-атак, однако эта версия не была проверена.
Скачать с ThingiVerse
Крутая вещь для 3D печати №21: скребок для лобового стекла
Если хотите легко и быстро избавиться от снега и льда на лобовом стекле вашей машины с помощью этого удобного скребка. Печатается без опоры, на конце имеется отверстие для шнурка.
Печатается без опоры, на конце имеется отверстие для шнурка.
Скачать с ThingiVerse
Крутая вещь для 3D печати №22: регулятор расхода воды в поливочном шланге
Эта специальная насадка регулирует расход воды в поливочном шланге, около 2 л в минуту. Отлично, если в разгар лета у вас установлены ограничения на расход воды.
Скачать с ThingiVerse
Крутая вещь для 3D печати №23: модульная полка для вина
Неважно, будь вы новичком или ценителем в мире вина, отличным решением для хранения благородного напитка станет эта модульная полка для винных бутылок WIRA. В соответствии с вашей коллекцией ее можно расширить (или сузить), печатая лишь необходимое количество модулей.
Скачать с 3DShook
Крутая вещь для 3D печати №24: свисток для защиты
Этот свисток оригинального дизайна легко сделать и носить с собой. Износостойкий и очень громкий. Насколько громкий? Как насчет 118 децибел? Этого более чем достаточно, чтобы люди услышали о вашей чрезвычайной ситуации.
Скачать с ThingiVerse
Крутая вещь для 3D печати №25: Держатель для наушников Apple
Скачать с ThingiVerse
Крутая вещь для 3D печати №26: Держатель зонта для инвалидного кресла
Скачать с MyMiniFactory
Крутая вещь для 3D печати №28: Защита для диска
Скачать с MyMiniFactory
Крутая вещь для 3D печати №29: Форма для снежков
Скачать с ThingiVerse
Крутая вещь для 3D печати №30: Защита для винной бутылки
Скачать с MyMiniFactory
Крутая вещь для 3D печати №31: Карманная пепельница
Скачать с MyMiniFactory
Крутая вещь для 3D печати №32: Кольцо-держатель для стакана
Скачать с MyMiniFactory
Крутая вещь для 3D печати №33: Стенд для пульта Apple
Скачать с MyMiniFactory
Крутая вещь для 3D печати №34: Держатель для ключей
Скачать с MyMiniFactory
Крутая вещь для 3D печати №35: Держатель столовых приборов для людей с ограниченными возможностями
Скачать с MyMiniFactory
Крутая вещь для 3D печати №36: Крышка для винной бутылки
Скачать с MyMiniFactory
Крутая вещь для 3D печати №37: Держатель для бумажного стаканчика
Скачать с MyMiniFactory
Крутая вещь для 3D печати №38: Кейс для лезвия
Скачать с MyMiniFactory
Крутая вещь для 3D печати №39: Держатель для детской бутылочки
Скачать с MyMiniFactory
Крутая вещь для 3D печати №40: Вешалка для полотенец
Скачать с MyMiniFactory
Крутая вещь для 3D печати №41: Держатель для стакана
Скачать с MyMiniFactory
Крутая вещь для 3D печати №42: Держатель для телефона в душе
Скачать с MyMiniFactory
Крутая вещь для 3D печати №43: Держатель для пивных стаканов
Скачать с MyMiniFactory
Крутая вещь для 3D печати №44: Подставка для MacBook Pro
Скачать с MyMiniFactory
Крутая вещь для 3D печати №45: Защита для SD-карт
Скачать с MyMiniFactory
Крутая вещь для 3D печати №46: Корпус для батареек
Скачать с MyMiniFactory
Крутая вещь для 3D печати №47: Держатель для мороженых рожков
Скачать с MyMiniFactory
Крутая вещь для 3D печати №48: Душевой набор
Скачать с MyMiniFactory
Крутая вещь для 3D печати №49: Яичный сепаратор
Скачать с MyMiniFactory
Крутая вещь для 3D печати №50: Катушка для кабеля
Скачать с MyMiniFactory
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц.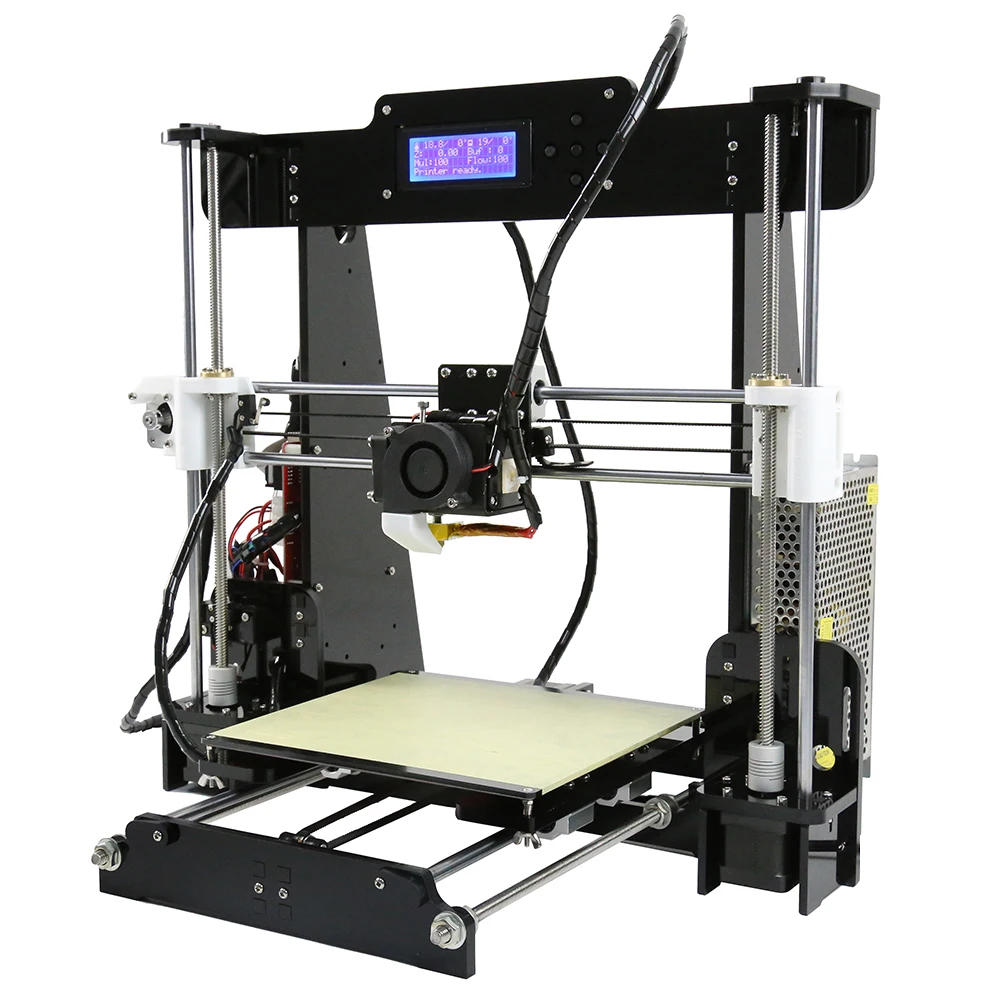 сети facebook:
сети facebook:
Что можно печатать и делать на 3d-принтере дома и в коммерческих целях?
Если вы когда-то думали приобрести 3D-принтер, наверняка вы также задумывались о том, что можно сделать с помощью 3D-принтера?
Возможности 3d-принтеров
В прошлом столетии трехмерные модели использовались только в узкоспециальных сферах: в медицине – для протезирования, в машиностроении – для изготовления форм для литья, в электронике – для построения микросхем, в архитектуре и дизайне – для получения макетов интерьеров и зданий, в научно-исследовательской деятельности – для создания экспериментального прототипа будущего изделия.
Как 3d-притер печатает объекты?
3D принтер печатает объемную фигуру по заданной модели с помощью полимерной нити, которая накладывается слой за слоем и быстро застывает. Всё, что можно распечатать на 3д принтере, пользователь либо конструирует самостоятельно в специальных компьютерных программах, либо сканирует « с натуры», либо загружает готовые образцы из базы данных. Принтер воспроизводит объект с высокой точностью и с регулируемой скоростью.
Принтер воспроизводит объект с высокой точностью и с регулируемой скоростью.
Что можно печатать на 3д принтере дома?
В двадцать первом веке из сугубо научной области аддитивные технологии перешли в повседневную жизнь, активно расширяя круг своих приверженцев благодаря снижению рыночной цены на периферийные устройства, а также реальности идеи, что можно сделать на 3д принтере дома абсолютно или почти всё. Полученные изделия годны для повседневной жизни и служат альтернативой покупным заводским товарам, что способствует экономии семейного бюджета, открывает для домочадцев новый путь развития креативных способностей и проведения досуга.
Детские игрушки и развлечения
Пользователи создают интернет-сообщества, где выкладывают в общий доступ 3д модели разнообразных детских игрушек, кубиков, конструкторов и фигурок. Кроме того, дети могут распечатать на домашнем устройстве свои собственные фантазии. Нарисованные в программе, рисунки «оживают» у них на глазах благодаря технологии послойного синтеза. 3д принтер обрел известность еще и потому, что можно сделать фото или видео новой придумки и выложить ее в Сеть – для оценки другими владельцами трехмерного устройства.
3д принтер обрел известность еще и потому, что можно сделать фото или видео новой придумки и выложить ее в Сеть – для оценки другими владельцами трехмерного устройства.
Для создания детских шедевров стоит запастись широким цветовым спектром ABS и PLA пластиков, так как направление требует максимального буйства красок. Для данных работ отлично подойдет высокотехнологичный принтер Space Monkey Gorilla. Широкий, он позволяет создавать монолитные игрушки больших размеров, и его яркий нестандартный дизайн прекрасно впишется в интерьер детской комнаты.
Посуда и домашняя утварь
В сфере производства кухонной утвари технологические новинки внедряются нечасто. Но технология 3д печати в корне изменила структуру производства посуды. На смену керамике и фарфору пришли значительно более экономичные пластики: полиэтилен низкого давления, полипропилен, а также акрил и ABS-пластик.
В домашних условиях стоит начать с посуды попроще, из общедоступных полимеров в качестве строительного материала: с пластиковых контейнеров, подставок, формочек, дуршлагов, тарелок, разделочных досок и крышек. Для их изготовления достаточно иметь полимерную нить одного цвета и удобный принтер, такой как Ultimaker 2 Extended – высокоскоростная модель по демократичной для своего качества цене.
Для их изготовления достаточно иметь полимерную нить одного цвета и удобный принтер, такой как Ultimaker 2 Extended – высокоскоростная модель по демократичной для своего качества цене.
Мебель и фурнитура
Мебель ассоциируется с чем-то большим и громоздким, но трехмерные новшества добрались и до этой патриархальной сферы. Голландские разработчики придумали собирать мебель из ячеек различной формы, которые можно печатать отдельно и затем скреплять клеем. Основные плюсы такой мебели и предметов интерьера — это простота их изготовления. Используется только один вид пластика, экологичность также на высоком уровне. Что можно изготовить на 3д принтере? Это могут быть небольшие стулья, столешницы, диванчики. Другой вариант — отдельно распечатать оригинальную ножку для круглого столика, подставку для лампы, ручки для выдвижных ящиков, а также этажерки, вешалки, патроны для светильников и замки.
Для печати таких масштабов выбирается 3д принтер большой вместимости и с широкой платформой, например, такой как Leapfrog Creatr XL. Его габариты позволяют печатать предметы до 60 см в высоту.
Его габариты позволяют печатать предметы до 60 см в высоту.
Аксессуары для мобильных устройств и компьютеров
Обиходные вещи давно перестали служить только по своему прямому назначению. Чехлы для телефонов, подставки под ноутбуки, держатели планшетов над кроватью, крепления – все эти предметы на виду и под рукой, они, помимо прочего, выражают индивидуальность владельца.
Телефонные аксессуары изготавливают с выгравированными именами, подпорки предстают в виде силящихся удержать гаджет атлантов или щупалец осьминога. Все перечисленные предметы относительно просты для изготовления в домашних условиях. Для этого можно приобрести удобный в использовании MakerBot Replicator 2X. Он особенно четко фиксирует изделие в процессе конструирования и препятствует его деформации, что важно для создания качественных аксессуаров.
Инструменты для дома
Возможности того, что можно делать на 3д принтере, проявляются на примере сложных предметов с подвижными частями. Речь идет, например, о гаечных ключах с регулируемой затяжкой, которые не придется собирать из двух частей – они печатаются единым элементом. Другие примеры инструментов для распечатки: пластиковый молоток, выдерживающий забивание гвоздей; мастерки, шпатели для отделочных работ; линейки, угольники и уровни для строительных работ, гайколомы и экстракторы в автомобильном демонтаже. Достаточно подобрать подходящий принтер, такой как Leapfrog Xeed, специализирующийся на печати деталей сложной геометрической формы.
Речь идет, например, о гаечных ключах с регулируемой затяжкой, которые не придется собирать из двух частей – они печатаются единым элементом. Другие примеры инструментов для распечатки: пластиковый молоток, выдерживающий забивание гвоздей; мастерки, шпатели для отделочных работ; линейки, угольники и уровни для строительных работ, гайколомы и экстракторы в автомобильном демонтаже. Достаточно подобрать подходящий принтер, такой как Leapfrog Xeed, специализирующийся на печати деталей сложной геометрической формы.
Канцелярские товары
Большинство предметов в этой категории имеют простые программы в 3д моделировании, которые пополняются идеями личной маркировки и символики. Например, на корпусе ручки или визитницы делается надпись после завершения первого этапа печатания. К другим предметам, подпадающим под трехмерную печать, относятся линейки, трафареты, лекала, счетные палочки, пеналы, корпус для канцелярского ножа, подложки под сменные записные блоки, органайзеры. Эти модели чаще всего монолитны, для их изготовления подойдет надежный настольный 3д-принтер для несложных предметов Hori Titan. Он прост в использовании и имеет надлежащее качество.
Эти модели чаще всего монолитны, для их изготовления подойдет надежный настольный 3д-принтер для несложных предметов Hori Titan. Он прост в использовании и имеет надлежащее качество.
Ювелирные изделия
Нигде так явно не демонстрируется, что на 3д принтере возможности аптечной точности безграничны, как в сфере ювелирных украшений. Дорогие установки печатают фотополимерные детали, которые в дальнейшем используются как модели для изготовления литейных форм. Незаменимым прибором для стереолитографии послужит высокоточный Formlabs Form 2, с ним легко печатаются мелкие детали колье, колец, ожерелий, серег и подвесок.
Детали и комплектующие для автомобилей
3д технология позволяет допечатать детали к таким крупным предметам, как автомобили и мотоциклы: насосы, трубки, кнопки, ручки, канистры, бутыли, подлокотники. Пользователи имеют возможность создать уникальную фигурку на капот или в салон, изготовить держатель для отдушки, корпусы для зеркал. Многочисленные шпонки, дюбеля, прокладки, катушки также распечатываются из обычных полимерных материалов ABS и PLA.
Многочисленные шпонки, дюбеля, прокладки, катушки также распечатываются из обычных полимерных материалов ABS и PLA.
3д мини-копии тюнингованных автомобилей
Существует одна модная идея: автомобилисты создают точную уменьшенную копию своей машины и пробуют различные виды тюнингов, выбирая на наглядном примере подходящий. Чтобы сделать точные замеры со своего авто, пользуются сканерами, записывающими все базовые точки-координаты реального объекта (например, сканер Gotcha) . Автолюбители оценят простой в обращении, функциональный 3д принтер CubePro Trio.
Одежда и обувь
Одежда и ее привычное мягкое волокно на первый взгляд несовместимы с тем, что можно напечатать на 3д принтере. Однако дизайнеры доказывают обратное. Среди предметов одежды создаются сетчатые накидки, футболки, платья и даже нижнее белье, анатомически идеально подходящие человеку.
Индустрия шагнула дальше, придумав изготовление эксклюзивной обуви путем лазерного спекания. Принтер, работающий с материалом нейлоном, идеально подойдет для изготовления одежды и обуви. Европейское качество гарантирует, что можно печатать на 3д принтере, не опасаясь быстрого износа оборудования. К таким устройствам относят 3д принтер BQ WitBox.
Принтер, работающий с материалом нейлоном, идеально подойдет для изготовления одежды и обуви. Европейское качество гарантирует, что можно печатать на 3д принтере, не опасаясь быстрого износа оборудования. К таким устройствам относят 3д принтер BQ WitBox.
3D-копия человека, селфи-продукция
3д принтеры расширяют наши представления о том, что можно сделать оригинального для важного, близкого человека. Индустрия подарков неуклонно движется в сторону персонализации даримых предметов. Трехмерная печать предлагает такие варианты, как как бюст или небольшая статуэтка, в деталях повторяющая образ получателя подарка. Для этого необходимо тщательно сосканировать человека при помощи специального сканера и загрузить данные в программу. 3д принтер высокой мощности, такой, как Mcor IRIS, воспроизведет мини-копию человека с удивительной точностью. Эта модель использует обычную бумагу, что гарантирует высокую степень экологичности конечного продукта.
3д принтеры постепенно перестают быть новинкой, набирая обороты популярности в мире.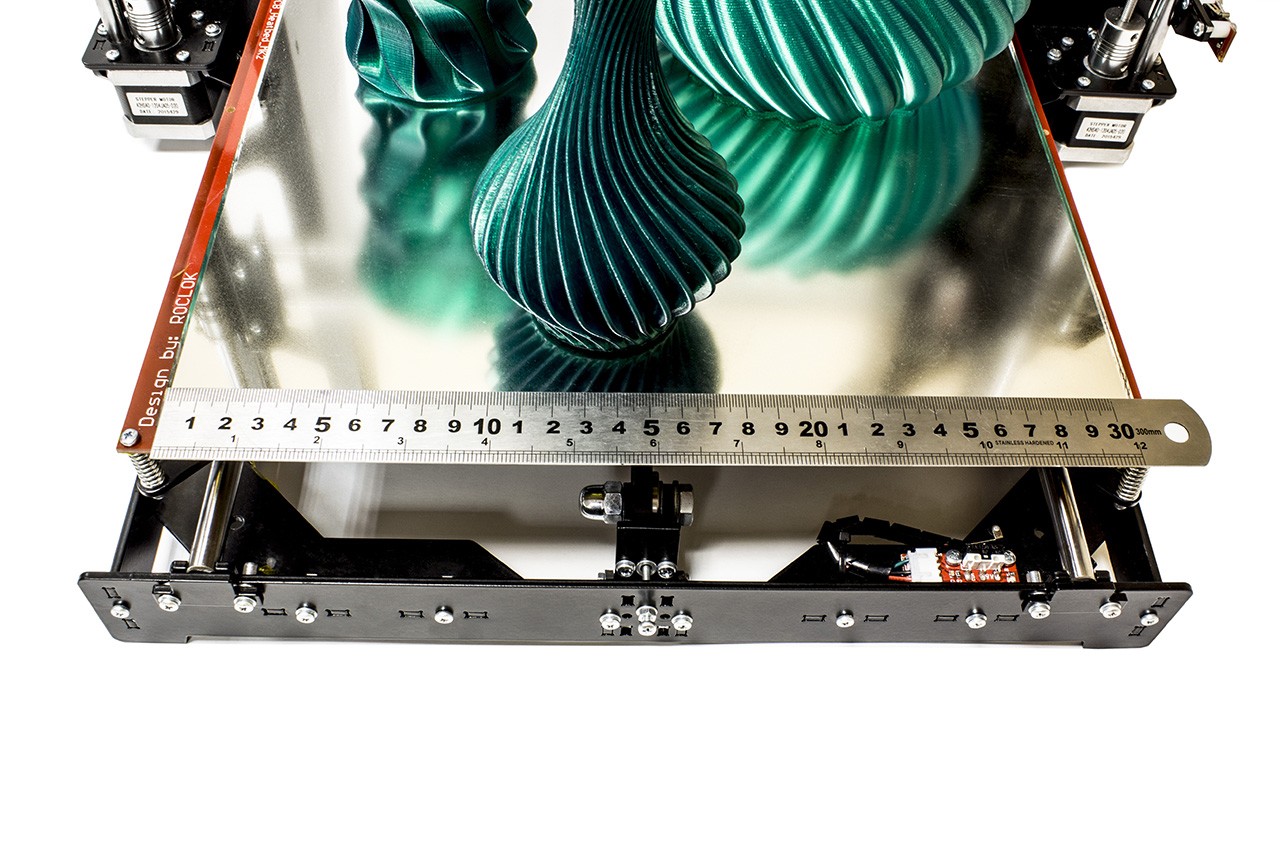 Специалисты уверяют, что скоро они будут так же естественно смотреться в каждом доме, как стиральная машина или компьютер. Потребитель имеет очень широкий выбор моделей устройств, ему остается только определить для себя направление его использования и сделать выбор согласно своим финансовым возможностям.
Специалисты уверяют, что скоро они будут так же естественно смотреться в каждом доме, как стиральная машина или компьютер. Потребитель имеет очень широкий выбор моделей устройств, ему остается только определить для себя направление его использования и сделать выбор согласно своим финансовым возможностям.
Как работает 3D принтер: объяснение на простых примерах
3D-печать распространена повсеместно. Она позволяет создать что угодно — от прототипов всевозможных изделий, до функциональных частей реактивных двигателей самолетов и космических аппаратов, от канцелярских принадлежностей и автозапчастей, до шоколадок и сувениров.
Но, как именно работают 3D-принтеры, как они создают трехмерные объекты любой возможной формы — знают еще не все. Если вы хоть раз задавались этими вопросами, то перед вами — самое простое объяснение 3D-печати.
Общие принципы 3D-печати
Принцип 3D-печати по любой существующей технологии — создание объемных объектов из совокупности плоских слоев.
Цифровая модель изделия разделяется на слои специальной программой — слайсером, а принтер печатает эти слои, один на другом, составляя из них трехмерный объект. Так, из множества слоев, получается объемная деталь.
Общий принцип один, но технологии различаются; самая распространенная и доступная среди них — FDM.
FDM
Моделирование методом послойного наплавления (FDM), также известное как производство способом наплавления нитей (FFF) — самый популярный и массовый тип 3D-печати.
Стандартное FDM-устройство работает как термоклеевой пистолет управляемый роботом, что не удивляет, ведь разработка технологии FDM когда-то начиналась с опытов с термоклеем. Пластиковый пруток проталкивается через горячее сопло, где он плавится, а выходя из него укладывается слоями. Процесс повторяется снова и снова, пока не появится готовый 3D-объект.
Единственное отличие в том, что 3D-принтеры используют не стержни термоклея, а пластиковый филамент намотанный на катушки.
Самые распространенные материалы для FDM (FFF) — пластики ABS и PLA.
Пластиковая нить, она же филамент, выпускается в такой форме для того, чтобы она могла легко плавиться при заданной температуре, но очень быстро застывать — после охлаждения всего на пару градусов. Именно это и позволяет печатать 3D изделия со сложной геометрией с высокой точностью.
Проще говоря, 3D-печать отличается от традиционной 2D-печати только тем, что повторяется снова и снова, создавая слой за слоем, один на поверхности другого. В конце концов, тысячи слоев образуют 3D-объект.
FDM-принтер на примере MakerBot Replicator 2
Стереолитография
Стереолитография использует свет для “выращивания” объектов в емкости с фотополимерной смолой. Как и в прочих технологиях 3D-печати, изделие образуется слой за слоем, здесь — при отверждении жидкого фотополимера светом.
От FDM стереолитография отличается более монолитными принтами, даже с одинаковой заданной толщиной слоя.
На фото: принты FDM и SLA, слой обеих моделей — 0,1 мм.
Дело в разнице в технологиях — фотополимерная засветка дает более аккуратные слои, чем расплавленный филамент выдавливаемый из сопла FDM-принтера.
SLA и DLP — две разновидности стереолитографии. SLA — лазерная стереолитография, DLP — цифровая проекция. Различие между ними в том, что в SLA источником света служит лазер, а в DLP — проектор.
Независимо от технических особенностей, принцип работы устройств SLA и DLP схож. Для запуска печати необходимо опустить специальную платформу построения в емкость с жидкой фотополимерной смолой.
Платформа останавливается на высоте одного слоя от дна емкости.
Происходит засветка источником света принтера.
Жидкий полимер, под воздействием света, становится твердым и прилипает к платформе построения. После этого платформа поднимается на высоту еще одного слоя и процесс повторяется.
SLA-принтер на примере Formlabs Form 2
SLA дает более гладкие поверхности, по сравнению не только с FDM, но и с DLP, о которой рассказываем далее.
Так получается потому, что DLP проецирует слои картинкой из пикселей, а луч лазера в SLA движется непрерывно, что дает ровный, не пикселизованный слой.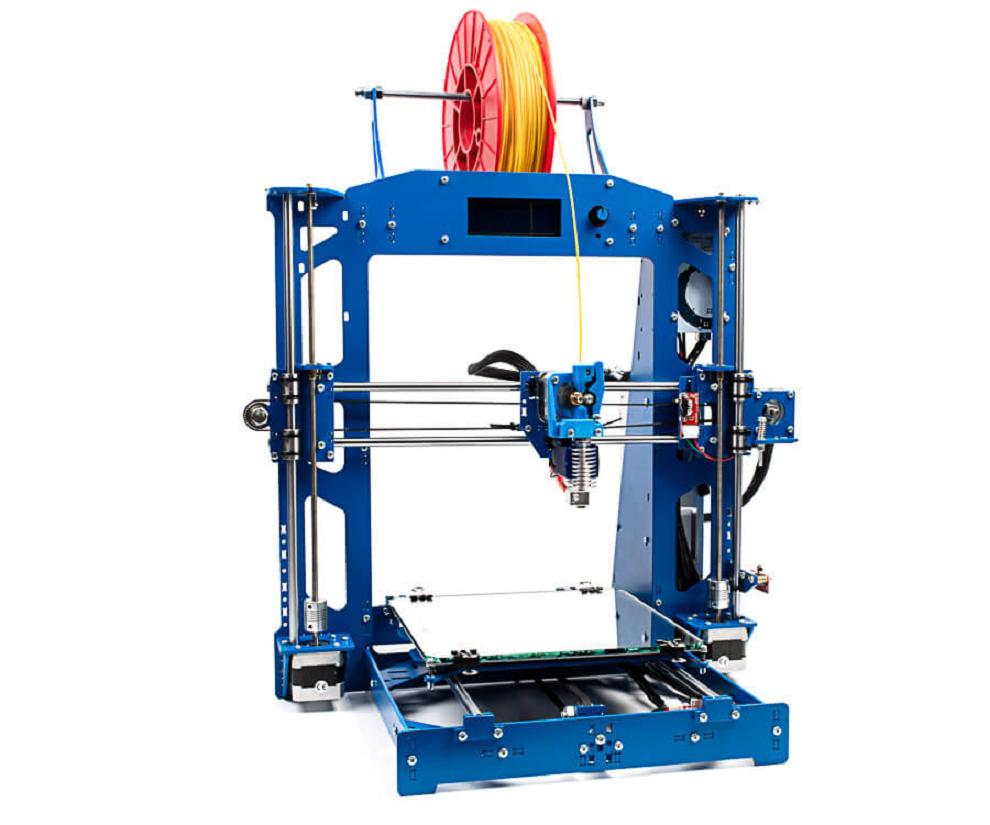
DLP в тех же целях использует проектор, а LED DLP — ЖК-дисплей с ультрафиолетовой подсветкой. В этих конструкциях свет проецируется на смолу по всей площади слоя одновременно, что дает преимущество в скорости, когда необходима печать крупных объектов с заполнением в 100% — полная засветка слоя происходит быстрее, чем в SLA.
Но при печати мелких или пустотелых объектов SLA быстрее, так как интенсивность засветки лазерным лучом, а значит и скорость полимеризации, выше.
DLP-принтер на примере SprintRay MoonRay S
SLSГлавное преимущество технологии перед FDM и SLA — SLS-печать не требует создания поддерживающих структур, ведь материалом поддержки служит окружающий модель материал — это позволяет печатать изделия любой формы, с любым количеством внутренних полостей, и заполнять ими весь рабочий объем принтера. SLS-принтеры работают с широким спектром материалов, а их принты прочнее, чем большинство напечатанных FDM или стереолитографией.
SLS-принтеры работают с широким спектром материалов, а их принты прочнее, чем большинство напечатанных FDM или стереолитографией.
Благодаря прочностным характеристикам, напечатанные на SLS-принтерах детали могут использоваться в практических целях, а не только как прототипы и декоративные элементы.
Для создания объекта аппарат направляет лазер на слой мелкофракционного порошка, сплавляя частицы друг с другом для формирования слоя изделия. Затем, устройство рассыпает следующую порцию порошка на поверхность готового слоя и разравнивает его, а лазер расплавляет, создавая следующий слой изделия. Процедура повторяется до тех пор, пока печать не будет завершена.
Есть у SLS-принтеров и минус — их стоимость. Они очень дороги, по сравнению с FDM и SLA/DLP. Это связано с ценой необходимых для такой печати высокоэнергетических лазеров. В принципе, стоимость даже самых дешевых SLS-принтеров совсем недавно начиналась от $200 000.
Тем не менее, некоторые компании в настоящее время работают над тем, чтобы сделать данную технологию более доступной, поэтому есть шанс, что приобрести SLS-принтер в ближайшем будущем смогут позволить себе даже любители. Один из примеров — польская компания Sinterit.
SLS-принтер на примере Sinterit Lisa Pro
Извлеченная из SLS-принтера модель не требует удаления поддержек и может использоваться без постобработки, ее надо лишь очистить от лишнего порошка.
Polyjet
Главное преимущество технологии Polyjet в ее мультиматериальности — многие Polyjet-принтеры способны печатать объект большим количеством различных материалов одновременно, что позволяет создавать изделия состоящие из участков с разными механическими и оптическими свойствами, то есть — разной твердости и цвета. Это фирменная технология компании Stratasys.
Это фирменная технология компании Stratasys.
Пример: принтер Stratasys и напечатанные на нем кроссовки.
Polyjet 3D-принтеры распыляют крошечные капельки фотополимерной смолы на поверхность и полимеризуют их ультрафиолетовым излучением.
Этот процесс повторяется до тех пор, пока не будет создан объект. В отличие от FDM-принтеров, Polyjet-устройства могут наносить материал из многочисленных сопел одновременно.
Polyjet-принтер на примере Stratasys J750
Заключение
Прочитав эту статью, вы ознакомились с принципами и примерами работы 3D-принтеров функционирующих по самым распространенным технологиям.
Существуют и другие технологии, в основном — связанные с 3D-печатью металлами, но они используются только в промышленности. О них мы поговорим отдельно.
Чтобы выбрать 3D-печатное оборудование и материалы для любых задач обращайтесь в Top 3D Shop — проконсультируем, подберем максимально подходящую технику и расходники, оформим заказ, доставим, установим и научим.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Проблемы и дефекты 3D-печати — методы их устранения
Данное руководство станет для вас хорошим подспорьем в улучшении качества 3D-распечаток. Мы составили большой список наиболее часто встречающихся проблем, не забыв и о настройках программного обеспечения, и все это поможет вам все эти проблемы решить. Что особенно ценно — в этом руководстве много реальных картинок, которые позволяют легко идентифицировать те или иные проблемы 3D-принтера.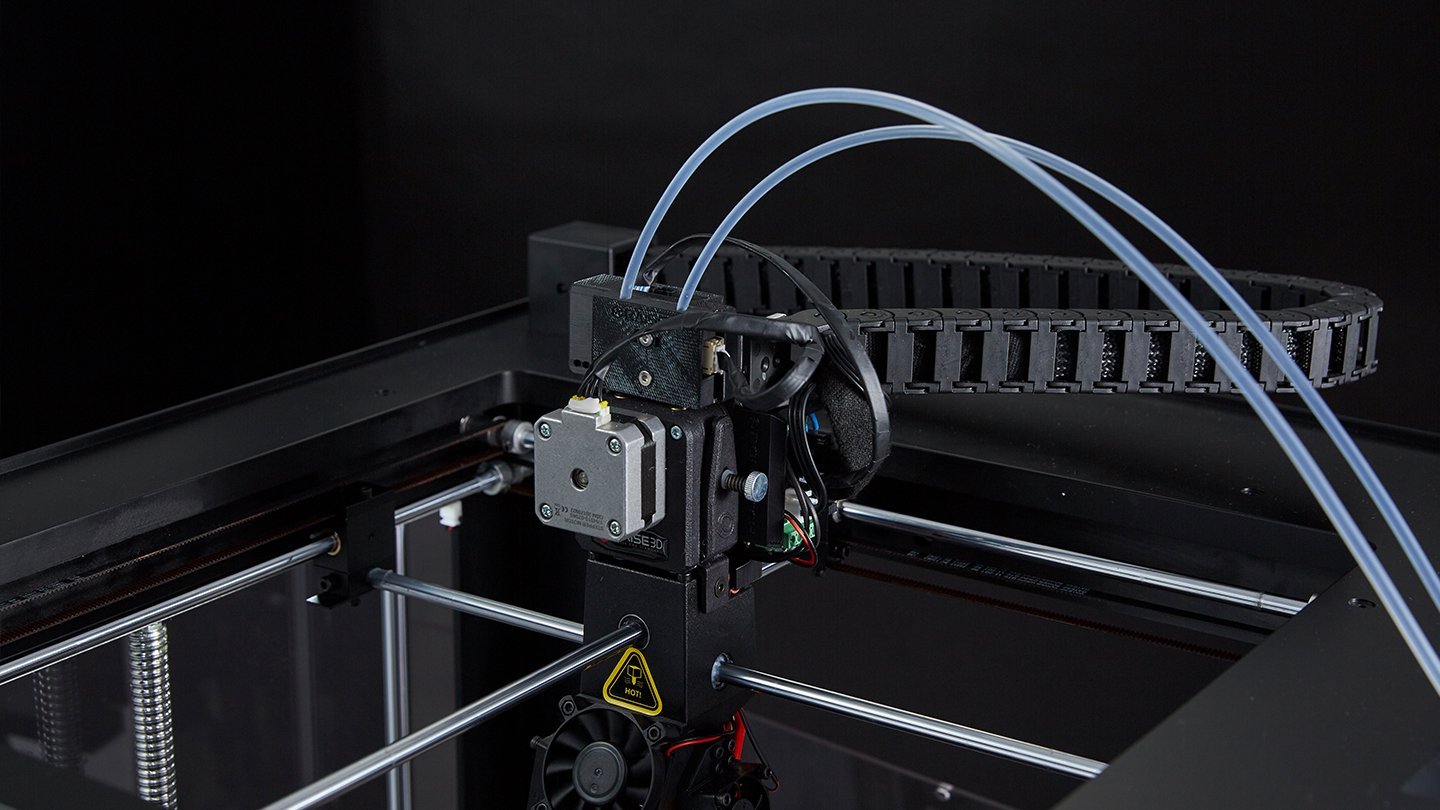
Посмотрите на приведенные ниже картинки. На них показаны наиболее часто встречающиеся при 3D-печати дефекты. Вы можете кликнуть на картинку, чтобы сразу попасть в ту часть руководства, где даны непосредственные рекомендации по решению данной проблемы. Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки!
Проблемы качества 3D-печати в картинках
Здесь и далее по тексту в качестве примера использовано меню программы-слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
Посмотрите на приведенные ниже картинки. На них показаны наиболее часто встречающиеся при 3D-печати дефекты. Вы можете кликнуть на картинку, чтобы сразу попасть в ту часть руководства, где даны непосредственные рекомендации по решению данной проблемы. Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки! Проблемы качества 3D-печати в картинках
3D принтер не печатает Распечатка не прилипает к платформе Недостаточное экструдирование
Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки! Проблемы качества 3D-печати в картинках
3D принтер не печатает Распечатка не прилипает к платформе Недостаточное экструдирование3D принтер не печатает — нет экструдирования при начале печати
Эта проблема довольно часто возникает у пользователей новых 3D-принтеров, но, к счастью, ее очень просто разрешить! Если ваш экструдер не начинает с началом выполнения задания продавливать пластик, на это есть 4 возможных причины. Ниже мы пройдемся по каждой из них и объясним, какими настройками можно устранить эту проблему.
Экструдер не был подготовлен (заполнен) перед началом печати
У большинства экструдеров есть дурная привычка протекать пластиком, когда они не работают, но при этом находятся при высокой температуре. Горячий пластик внутри сопла просачивается через хот-энд, в результате чего внутри сопла возникают пустоты, откуда пластик вытек.
Протечка в состоянии покоя может возникнуть перед началом печати, когда идет предварительный прогрев экструдера, а также в конце печати, когда экструдер начинает постепенно остывать. Если часть пластика из экструдера вытекла, при следующем экструдировании, скорее всего, понадобится несколько секунд, прежде чем пластик снова начнет выходить из сопла. Когда вы попытаетесь начать печатать после того, как пластик вытек из экструдера, вы можете заметить некоторую задержку перед началом экструдирования.
Чтобы решить эту проблему, непосредственно перед началом работы убедитесь, что вы подготовили экструдер таким образом, чтобы сопло было заполнено пластиком и готово к экструдированию. Стандартный прием состоит в том, чтобы напечатать так называемую «юбку» (skirt). Эта «юбка» — кольцо, обводка, контур вокруг вашей будущей детали, и пока оно печатается, экструдер заполняется пластиком. Если вы чувствуете, что требуется дополнительная подготовка, можно увеличить количество печатаемых «юбок», соответствующие настройки имеются в ряде программ для 3D-печати.
Некоторые пользователи предпочитают предварительно экструдировать филамент «вручную». Такой процесс в панели управления часто называется Jog Control.
Сопло начинает работать слишком близко к платформе
Если сопло находится слишком близко к платформе печати, пространства для выходящего из экструдера пластика может оказаться недостаточно. Отверстие на конце сопла по сути оказывается блокированным, так что пластику некуда деваться. Явным образом на такого рода проблему указывает ситуация, когда пластик не экструдируется на первый, а то и на второй слой, а где-то с третьего или четвертого, по мере того как платформа опускается по вертикальной оси, все нормализуется. Эта проблема очень просто решается настройкой G-Code, который находится под одноименной вкладкой программы 3D-печати. Там вы можете очень тонко подстроить позицию по оси Z без того, чтобы менять какие-то настройки непосредственно в железе. Например, если вы введете значение 0,05 мм для смещения G-Code по оси Z, перед печатью сопло будет отведено на расстояние 0,05 мм от платформы. Продолжайте с небольшим шагом увеличивать это значение до тех пор, пока между соплом и платформой не окажется достаточного пространства для выхода пластика.
Продолжайте с небольшим шагом увеличивать это значение до тех пор, пока между соплом и платформой не окажется достаточного пространства для выхода пластика.
Филамент сточился о приводную шестеренку
В большинстве 3D-принтеров для проталкивания филамента вперед или назад используется небольшая зубчатая шестеренка подачи. Ее зубцы цепляются за филамент, что позволяет точно контролировать положение нити. Однако если вы заметили возле принтера большое количество пластиковой стружки или есть ощущение, что какой-то участок филамента «потерялся», возможно, что приводная шестеренка «сгрызла» слишком много пластика. Если такое случилось, шестеренке, когда она пытается протолкнуть филамент вперед или назад, не остается ничего другого, как продолжать вгрызаться всё глубже и глубже. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если ни один из вышеописанных вариантов для вашего случая не подходит, тогда, вероятнее всего, у вас засорился экструдер. Это может случиться тогда, когда в сопло попадает всякого рода мусор, когда горячий пластик слишком долго находился внутри экструдера, или если экструдер недостаточно охлаждается и филамент начинает размягчаться не там, где следует. Прочистить сопло можно механически, для этого многие магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать: прочистка сопла экструдера 3D-принтера. Последняя мера, если ничего не помогает, проблема с забившимся экструдером решается путем его разборки, и перед тем, как взяться за это дело, полезно связаться с производителем или продавцом вашего принтера. Сопло и термобарьер можно погрузить в растворитель, тем самым химически прочистить налипший пластик, затем механически вычестить из него весь нагар.
Это может случиться тогда, когда в сопло попадает всякого рода мусор, когда горячий пластик слишком долго находился внутри экструдера, или если экструдер недостаточно охлаждается и филамент начинает размягчаться не там, где следует. Прочистить сопло можно механически, для этого многие магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать: прочистка сопла экструдера 3D-принтера. Последняя мера, если ничего не помогает, проблема с забившимся экструдером решается путем его разборки, и перед тем, как взяться за это дело, полезно связаться с производителем или продавцом вашего принтера. Сопло и термобарьер можно погрузить в растворитель, тем самым химически прочистить налипший пластик, затем механически вычестить из него весь нагар.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Распечатка не прилипает к платформе 3D-принтера
Очень важно, чтобы первый слой распечатки надежно прикрепился к платформе принтера так, чтобы все остальные слои использовали бы его как фундамент. Если первый слой к платформе не прилип, в дальнейшем возникнут проблемы. Решить это недоразумение можно массой различных способов, так что мы укажем лишь на самые типичные причины и объясним, как их устранить.
Если первый слой к платформе не прилип, в дальнейшем возникнут проблемы. Решить это недоразумение можно массой различных способов, так что мы укажем лишь на самые типичные причины и объясним, как их устранить.
Платформа печати не выровнена
Многие принтеры позволяют подстраивать положение платформы печати с помощью нескольких винтов или ручек. Если это ваш случай и у вас проблемы с прилипанием первого слоя, самое первое, что надо сделать, — убедиться, что ваша платформа печати ровная и не перекошена. Если наблюдается перекос, одна из сторон платформы может оказаться слишком близко к соплу, тогда как другая будет слишком далеко. Чтобы получить как можно более качественный первый слой, платформу печати следует соответствующим образом подогнать. В большинстве программ для 3D-печати есть соответствующий мастер установки, который проведет вас по всем этапам выравнивания платформы. Обычно его, Bed Leveling Wizard, можно найти где-то в меню Tools.
Сопло начинает работать слишком далеко от платформы
После того как вы надлежащим образом выровняли платформу, вы должны еще убедиться, что сопло начнет работать на правильной высоте от платформы. Ваша задача — установить экструдер на идеальном расстоянии от платформы печати: не слишком далеко и не слишком близко. Чтобы печатаемый объект лучше держался на платформе, полезно, чтобы филамент слегка в нее вминался. Вы, конечно, можете всё настроить непосредственно на принтере, но, как правило, гораздо проще (и гораздо точнее!) это получается через программу. Обычно соответствующие параметры можно найти в меню наподобие Edit Process Settings → G-Code. Там можно выставить глобальное значение для смещения G-Code по оси Z, подстроив его исключительно точно. Например, если вы установите это смещение в -0,05 мм, сопло начнет печатать на 0,05 мм ближе к платформе. Не перестарайтесь, задавайте только совсем небольшие смещения. Каждый слой вашего объекта обычно имеет толщину около 0,2 мм, так что «небольшие» смещения следует понимать в таких масштабах.
Ваша задача — установить экструдер на идеальном расстоянии от платформы печати: не слишком далеко и не слишком близко. Чтобы печатаемый объект лучше держался на платформе, полезно, чтобы филамент слегка в нее вминался. Вы, конечно, можете всё настроить непосредственно на принтере, но, как правило, гораздо проще (и гораздо точнее!) это получается через программу. Обычно соответствующие параметры можно найти в меню наподобие Edit Process Settings → G-Code. Там можно выставить глобальное значение для смещения G-Code по оси Z, подстроив его исключительно точно. Например, если вы установите это смещение в -0,05 мм, сопло начнет печатать на 0,05 мм ближе к платформе. Не перестарайтесь, задавайте только совсем небольшие смещения. Каждый слой вашего объекта обычно имеет толщину около 0,2 мм, так что «небольшие» смещения следует понимать в таких масштабах.
Первый слой распечатывается слишком быстро
Когда вы распечатываете на платформу первый слой пластика, вам надо, чтобы этот первый слой, перед тем как на него будет выложен второй, хорошо прикрепился к поверхности.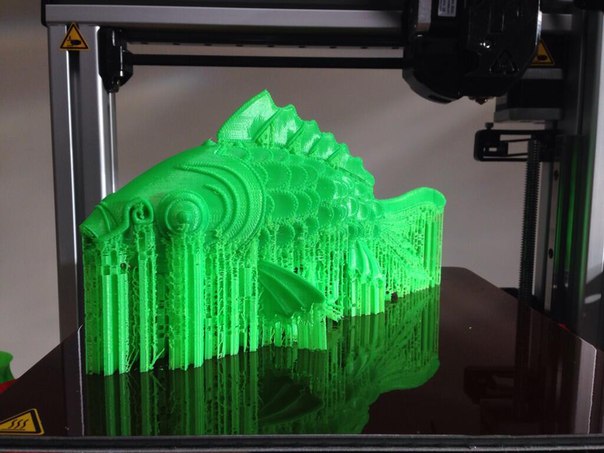 Если вы печатаете первый слой слишком быстро, пластик может не успеть прикрепиться к платформе. По этой причине, как правило, оказывается очень полезным печатать первый слой на более низкой скорости. У большинства слайсеров такая опция имеются. Найти ее можно ориентировочно в меню Edit Process Settings → First Layer Speed. Например, если установить этот параметр в 50%, то первый слой будет печататься на 50% медленнее остальных. Если вам кажется, что и этого недостаточно, попытайтесь изменить его еще.
Если вы печатаете первый слой слишком быстро, пластик может не успеть прикрепиться к платформе. По этой причине, как правило, оказывается очень полезным печатать первый слой на более низкой скорости. У большинства слайсеров такая опция имеются. Найти ее можно ориентировочно в меню Edit Process Settings → First Layer Speed. Например, если установить этот параметр в 50%, то первый слой будет печататься на 50% медленнее остальных. Если вам кажется, что и этого недостаточно, попытайтесь изменить его еще.
Настройки температуры или охлаждения
Пластик по мере охлаждения сжимается. Для наглядности представьте себе, что вы печатаете ABS-пластиком объект, имеющий 100 мм в поперечнике. Если экструдер печатает пластиком при температуре 230 °С, а пластик этот выкладывается на холодную платформу, он, выйдя из хот-энда, скорее всего, остынет довольно быстро. У некоторых принтеров есть специальные охлаждающие вентиляторы, которые позволяют ускорить этот процесс. Если объект из ABS остывает при комнатной температуре в 30 °С, ребро длиной в 100 мм сожмется почти на 1,5 мм! Платформа печати при этом таких линейных искажений не претерпевает, она вообще обычно поддерживается при постоянной температуре. В силу этих обстоятельств пластик по мере остывания будет стремиться отсоединиться от платформы. И это важный момент, который следует иметь в виду при печати первого слоя. Если вы замечаете, что сначала слой как будто и прилипает к платформе, но потом, остывая, начинает отставать, возможно, причина именно в настройках температуры и охлаждения.
В силу этих обстоятельств пластик по мере остывания будет стремиться отсоединиться от платформы. И это важный момент, который следует иметь в виду при печати первого слоя. Если вы замечаете, что сначала слой как будто и прилипает к платформе, но потом, остывая, начинает отставать, возможно, причина именно в настройках температуры и охлаждения.
Многие принтеры, которые предназначены для печати материалами, разогретыми до высоких температур (например, ABS), имеют функцию подогрева платформы, которая помогает бороться с этими проблемами. Если платформа подогрета до 110 °С и эта температура поддерживается в течение всего процесса печати, это обеспечит нагрев первого слоя, и он не будет сжиматься. Поэтому, если у вашего принтера платформа с подогревом, вы можете попробовать его включить, чтобы первый слой не остывал. В целом надо иметь в виду, что PLA хорошо прилипает в том случае, если он подогрет до 60-70 °С, а ABS лучше работает при подогреве до 100-120 °С. В программах управления печатью всё это настраивается. В соответствующем меню, например Edit Process Settings → Temperature, надо выбрать из списка нужную платформу и указать для нее температуру первого слоя. Значение температуры обычно можно изменить после двойного клика на этот параметр.
В соответствующем меню, например Edit Process Settings → Temperature, надо выбрать из списка нужную платформу и указать для нее температуру первого слоя. Значение температуры обычно можно изменить после двойного клика на этот параметр.
Если у вашего принтера есть охлаждающий вентилятор, вы можете попробовать его выключить на время печати нескольких первых слоев, чтобы они не остывали слишком быстро. Это тоже, как правило, находится в меню Edit Process Settings, во вкладке Cooling. Здесь можно выставить скорость работы вентилятора для выбранных уровней. Например, вы можете захотеть, чтобы первый слой печатался при выключенном вентиляторе, но чтобы по достижении пятого слоя он включился на полную мощность. Тогда вам потребуется установить две метки в соответствующем списке. Слой 1 — при 0% скорости вентилятора, слой 5 — при 100% скорости. Если вы используете пластик ABS, то вентилятор обычно отключается на все время печати, так что одной метки (слой 1 — 0%) будет достаточно. Если вы по какой-то причине работаете в очень ветреных условиях, вам может также понадобиться защитить принтер от ветра. При печати мостов и нависающих элементов ABS-ом охлаждение лучше включить, так пластик будет быстрее охлаждаться и затвердевать.
При печати мостов и нависающих элементов ABS-ом охлаждение лучше включить, так пластик будет быстрее охлаждаться и затвердевать.
Поверхность платформы печати (лента, клей, другие материалы)
Разный пластик по-разному прилипает к разным покрытиям. Поэтому у многих принтеров в комплекте идут специальные материалы, которыми предлагается покрывать платформу для печати. Например, в комплекте некоторых принтеров есть лист FIXPAD — к которому очень хорошо прилипает PLA, ABS, HIPS, SBS. Другие производители предлагают специальные самоклеящиеся пленки для стола 3D-принтера. Если вы собираетесь печатать прямо на эти поверхности, перед началом работы всегда полезно убедиться в том, что на них нет пыли, жира или масла. Достаточно промыть их водой или изопропиловым спиртом — и эффект будет весьма ощутим.
Если у вашего принтера нет такого специального материала для усиления сцепления с платформой печати, у вас все равно есть масса вариантов! Существует много разных типов лент, к которым хорошо прилипают распространенные в 3D-печати пластики. Полоски таких лент просто наклеиваются на платформу, а потом легко удаляются или заменяются по мере надобности, если вы захотите печатать другими материалами. Например, PLA довольно неплохо прилипает к синей малярной ленте, а ABS любит каптон, который известен также как полиамидная пленка. Многие пользователи добились больших успехов, работая с временно наносимым на платформу клеем или разного рода спреями. Это может быть лак для волос, клей-карандаш или более хитрые липкие субстанции, которые позволят решить проблему, если больше ничего не помогает. Просто экспериментируйте и найдите то, что в вашем случае будет работать лучше всего.
Полоски таких лент просто наклеиваются на платформу, а потом легко удаляются или заменяются по мере надобности, если вы захотите печатать другими материалами. Например, PLA довольно неплохо прилипает к синей малярной ленте, а ABS любит каптон, который известен также как полиамидная пленка. Многие пользователи добились больших успехов, работая с временно наносимым на платформу клеем или разного рода спреями. Это может быть лак для волос, клей-карандаш или более хитрые липкие субстанции, которые позволят решить проблему, если больше ничего не помогает. Просто экспериментируйте и найдите то, что в вашем случае будет работать лучше всего.
Если ничего не помогает, используйте поля: рафт (raft) или брим (brim)
Бывает так, что нужно распечатать очень маленький объект, поверхность которого просто слишком крошечная для того, чтобы прилипнуть к платформе. В программах для 3D-печати часто имеются настройки, которые позволяют эту поверхность увеличить, чтобы было, чему прилипать. Одна из таких опций называется brim (поля). Эти поля представляют собой дополнительные круги, печатаемые вокруг вашего объекта, так что получается нечто в виде шляпы с полями. Опция включается в меню Additions → Use Skirt/Brim. Еще программы печати иногда предлагают напечатать под деталью «плот» (raft), который служит для тех же целей, что и поля. Если вы заинтересовались этими возможностями, загляните в соответствующее руководство — там все разъясняется подробно.
Эти поля представляют собой дополнительные круги, печатаемые вокруг вашего объекта, так что получается нечто в виде шляпы с полями. Опция включается в меню Additions → Use Skirt/Brim. Еще программы печати иногда предлагают напечатать под деталью «плот» (raft), который служит для тех же целей, что и поля. Если вы заинтересовались этими возможностями, загляните в соответствующее руководство — там все разъясняется подробно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Пластика экструдируется недостаточно
В каждом из профилей программ для 3D-печати есть настройки, в которых указывается, сколько пластика 3D-принтер должен экструдировать. Однако, поскольку сам 3D-принтер не дает никаких сигналов относительно того, сколько пластика он экструдировал на самом деле, может случиться, что филамента было выдавлено меньше, чем это предполагает программа (это называется недоэкструдированием). Если возникла такая проблема, вы можете обнаружить щели между соседними слоями. Самый надежный способ, которым можно проверить, достаточное ли количество пластика экструдирует ваш принтер, — это распечатать простой кубик с ребром 20 мм и как минимум 3 контурами. Посмотрите на верхний слой — хорошо ли соединены между собой все 3 контура? Если есть щели, имеет место недоэкструдирование. Если все периметры как положено соприкасаются и щелей нет, проблема в чем-то другом. Если вы установили факт недоэкструдирования, есть несколько причин этой проблемы, и их можно свести к следующим:
Если возникла такая проблема, вы можете обнаружить щели между соседними слоями. Самый надежный способ, которым можно проверить, достаточное ли количество пластика экструдирует ваш принтер, — это распечатать простой кубик с ребром 20 мм и как минимум 3 контурами. Посмотрите на верхний слой — хорошо ли соединены между собой все 3 контура? Если есть щели, имеет место недоэкструдирование. Если все периметры как положено соприкасаются и щелей нет, проблема в чем-то другом. Если вы установили факт недоэкструдирования, есть несколько причин этой проблемы, и их можно свести к следующим:
Неверный диаметр нити филамента
Первое, что вам следует проверить, — это то, знает ли программа печати о диаметре используемого вами филамента. Эти настройки обычно живут в меню Edit Process Settings → Other. Убедитесь, что выставленная там величина соответствует используемому филаменту. Вы можете даже самостоятельно измерить этот диаметр с помощью микрометра или другого прецизионного прибора и убедиться, что он совпадает с настройками программы. Наиболее распространенные значения диаметра нити филамента — 1,75 мм и 2,85 мм. На многих катушках пластика указывается точный диаметр нитей.
Наиболее распространенные значения диаметра нити филамента — 1,75 мм и 2,85 мм. На многих катушках пластика указывается точный диаметр нитей.
Слишком мал коэффициент экструдирования
Если диаметр вашего филамента правильный, а экструдирование по-прежнему недостаточное, вам нужно подстроить коэффициент экструдирования. Это очень полезный параметр (его иногда называют показателем расхода и т.п.), который позволяет легко изменять количество экструдируемого пластика. Соответствующие настройки живут где-то под Edit Process Settings → Extruder. Для каждого экструдера на вашем принтере может быть установлен собственный коэффициент экструдирования, поэтому, если их у вас несколько, нужно выбрать из соответствующего списка правильный. Например, вы можете поменять указанный коэффициент с 1,0 на 1,05, и тогда пластика будет продавливаться на 5% больше, чем раньше. Для PLA коэффициент экструдирования обычно выставляют в 0,9, для ABS — ближе к 1,0. Попробуйте увеличивать этот параметр с шагом в 5%, распечатывая заново тестовый кубик, чтобы видеть, есть ли еще щели по периметру.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Пластика экструдируется слишком много
Программное обеспечение постоянно общается с вашим принтером, чтобы обеспечить экструдирование правильного количества филамента. Это очень важно для обеспечения хорошего качества печати. Но большинство 3D-принтеров не имеет возможности определять, сколько пластика выдавилось на самом деле. Если ваши настройки экструдирования выставлены неправильно, принтер может продавливать больше пластика, чем этого ожидает программа. Такого рода переэкструдирование приводит к тому, что избыточные количества пластика катастрофически скажутся на внешних размерах печатаемого объекта. Для решения этой проблемы надо обратить внимание на несколько параметров в установках программы печати. Посмотрите раздел Пластика экструдируется недостаточно — там подробно рассказано о том, что надо делать. Хотя это инструкции на случай недоэкструдирования, вы можете настраивать те же самые параметры, только в другую сторону. Например, увеличение коэффициента экструдирования помогает при недоэкструдировании, следовательно, этот коэффициент нужно уменьшить при переэкструдировании.
Например, увеличение коэффициента экструдирования помогает при недоэкструдировании, следовательно, этот коэффициент нужно уменьшить при переэкструдировании.
↑ В начало
Дыры или щели на верхнем слое распечатки
Для экономии пластика большинство распечатываемых 3D-деталей представляют собой сплошную оболочку вокруг пористого, частично полого наполнения. Например, при создании внутреннего объема детали может использоваться только 30% наполнения, что означает, что внутри она только на 30% будет состоять из пластика, все остальное — воздух. Раз внутренности детали могут быть частично полыми, нам надо, чтобы поверхность была сплошной и прочной. Для этого программы 3D-печати позволяют указать, сколько сплошных слоев надо выложить снизу и сверху объекта. Например, если вы печатаете простой кубик с 5 сплошными слоями снизу и сверху, программа ровно так и сделает, а все то, что внутри, окажется частично пустым. Такой прием позволяет сэкономить впечатляющее количество пластика, притом что сами объекты останутся достаточно прочными благодаря выверенным настройкам заполнения. Однако в зависимости от того, какие именно настройки вы выставили, вы можете обнаружить, что верхние слои вашей распечатки, которые должны быть сплошными, не совсем сплошные. Там могут быть щели и дыры, хотя, судя по всему, быть их там не должно. Если вы столкнулись с такой проблемой, есть несколько простых настроек, которые помогут ее решить.
Однако в зависимости от того, какие именно настройки вы выставили, вы можете обнаружить, что верхние слои вашей распечатки, которые должны быть сплошными, не совсем сплошные. Там могут быть щели и дыры, хотя, судя по всему, быть их там не должно. Если вы столкнулись с такой проблемой, есть несколько простых настроек, которые помогут ее решить.
Недостаточно сплошные верхние слои
Первая настройка, на которую следует обратить внимание, — это количество верхних сплошных слоев. Когда вы пытаетесь напечатать на 100% сплошной слой поверх частично пустой внутренней части, верхний слой должен перекрыть лежащую под ним пустоту. Но одиночный слой будет стремиться стекать и провисать. Поэтому, как правило, поверх пустоты печатают несколько слоев, чтобы обеспечить плоскую и вполне твердую поверхность. Золотое правило здесь такое: сплошная часть распечатки должна быть не менее 0,5 мм в толщину. Поэтому, если у вас слои по 0,25 мм, их потребуется как минимум 2. Если вы печатаете тонкими слоями, например в 0,1 мм, вам может понадобится 5 сплошных верхних слоев, чтобы добиться удовлетворительного эффекта. Если вы заметили щели на верхней поверхности, в первую очередь нужно увеличить количество сплошных слоев, из которых она состоит. Например, если такая проблема имеет место при 3 сплошных слоях, попытайтесь выложить 5 и посмотрите, не стало ли лучше. Обратите внимание, что эти сплошные слои печатаются внутри вашего объекта, т.е. его внешние размеры не меняются. Изменить количество сплошных слоев можно в меню Edit Process Settings → Layer или аналогичном, в соответствии с используемой программой управления печатью.
Если вы заметили щели на верхней поверхности, в первую очередь нужно увеличить количество сплошных слоев, из которых она состоит. Например, если такая проблема имеет место при 3 сплошных слоях, попытайтесь выложить 5 и посмотрите, не стало ли лучше. Обратите внимание, что эти сплошные слои печатаются внутри вашего объекта, т.е. его внешние размеры не меняются. Изменить количество сплошных слоев можно в меню Edit Process Settings → Layer или аналогичном, в соответствии с используемой программой управления печатью.
Слишком низкий процент заполнения
Внутреннее заполнение вашего объекта играет роль фундамента для вышележащих слоев. Сплошные слои наверху распечатки требуют, чтобы фундамент под ними был достаточно прочным. Если у вас процент заполнения слишком мал, значит внутри будет слишком много пустого пространства. Так, если заполнение установлено в 10%, остальные 90% будут пустотой, т.е. могут быть очень большие незаполненные пространства, поверх которых вы потом попытаетесь напечатать сплошной слой. Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, вам может понадобиться увеличить процент заполнения, чтобы избавиться от этого недоразумения. Например, если процент заполнения был 30%, попробуйте установить его в 50%, в результате чего опора под сплошными верхними слоями станет более надежной.
Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, вам может понадобиться увеличить процент заполнения, чтобы избавиться от этого недоразумения. Например, если процент заполнения был 30%, попробуйте установить его в 50%, в результате чего опора под сплошными верхними слоями станет более надежной.
Недостаточное экструдирование
Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, процесс может страдать от недостаточного экструдирования. Это значит, что через сопло вашего принтера пластика продавливается меньше, чем этого ожидает программа. Полное описание этой проблемы и способов ее решения приведены в разделе Пластика экструдируется недостаточно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Волоски или паутина
Волоски (паутина, «волосатая», «усатая» печать) появляются тогда, когда при печати 3D-модели образуются тонкие, нежелательные нити пластика. Как правило, это связано с тем, что такие нити вытягиваются из сопла, когда экструдер перемещается на новую позицию. К счастью, у слайсеров есть несколько параметров, которые можно настроить, чтобы избавиться от этой незадачи. Самая стандартная настройка, которая борется с описываемой проблемой, называется обычно Retraction (втягивание). Если она включена, то экструдер, завершив печать определенного участка модели, втягивает филамент в сопло, что является хорошим способом избавления от «волосатости». Когда надо продолжить печать, филамент проталкивается обратно в сопло, и пластик начинает экструдироваться. Чтобы посмотреть, выставлено ли втягивание, нужно кликнуть на Edit Process Settings, а там выбрать вкладку Extruder. Эта опция должна быть включена для каждого из имеющихся экструдеров. Ниже мы рассмотрим важные параметры втягивания, а также некоторые другие настройки, которые пригодятся для того, чтобы избавиться от паутины, — в частности, настройки температуры экструдера.
Как правило, это связано с тем, что такие нити вытягиваются из сопла, когда экструдер перемещается на новую позицию. К счастью, у слайсеров есть несколько параметров, которые можно настроить, чтобы избавиться от этой незадачи. Самая стандартная настройка, которая борется с описываемой проблемой, называется обычно Retraction (втягивание). Если она включена, то экструдер, завершив печать определенного участка модели, втягивает филамент в сопло, что является хорошим способом избавления от «волосатости». Когда надо продолжить печать, филамент проталкивается обратно в сопло, и пластик начинает экструдироваться. Чтобы посмотреть, выставлено ли втягивание, нужно кликнуть на Edit Process Settings, а там выбрать вкладку Extruder. Эта опция должна быть включена для каждого из имеющихся экструдеров. Ниже мы рассмотрим важные параметры втягивания, а также некоторые другие настройки, которые пригодятся для того, чтобы избавиться от паутины, — в частности, настройки температуры экструдера.
Дистанция втягивания
Самая важная настройка у втягивания — это дистанция. Она определяет, сколько пластика втягивается обратно в сопло. Обычно, чем больше пластика втягивается, тем менее вероятно, что сопло будет протекать во время перемещения. Для большинства безредукторных экструдеров достаточно дистанции втягивания в 0,5-2,0 мм, хотя для некоторых экструдеров Bowden может понадобиться целых 15 мм, потому что у них большое расстояние между приводной шестеренкой и хот-эндом. Если вы столкнулись в вашей работе с проблемой «волосатости», попробуйте увеличить втягивание на 1 мм и посмотрите, не стало ли лучше.
Скорость втягивания
Следующий параметр втягивания, который нужно проверить, — это скорость, на которой филамент втягивается в сопло. Если она слишком мала, пластик будет медленно стекать вниз и может начать капать еще до того, как экструдер завершил перемещение на новую позицию. Если она слишком высока, филамент может оторваться от горячего пластика в сопле, или же в результате резкого движения приводная шестерня может «выгрызть» часть пластиковой нити. Золотая середина обычно находится где-то между 1200 и 6000 мм/мин (20-100 мм/с), тогда втягивание проходит наилучшим образом. Обычно в программах печати предлагаются уже заранее сконфигурированные профили, которые можно взять за исходные, и понемногу варьировать значения параметров, чтобы лучше подогнать их, например, к характеристикам используемого материала. Так что полезно поэкспериментировать и с разными значениями скорости втягивания и посмотреть, не уменьшится ли «волосатость».
Слишком высокая температура
Если с настройками параметров втягивания все хорошо, следующей по распространенности причиной возникновения паутины является избыточная температура экструдера. PLA особенно чувствителен к температуре. Если она слишком высока, пластик внутри сопла становится чрезмерно жидким и ему гораздо легче вытекать через сопло. Если же температура слишком низка, пластик будет слишком твердым и его будет трудно продавить через хот-энд. Если, на ваш взгляд, с настройками втягивания у вас все в порядке, а описываемая проблема не решена, можно попытаться снизить температуру экструдера на 5-10 градусов. Это может значительно сказаться на качестве готового объекта. Температура настраивается, как легко догадаться, где-то здесь: Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати.
Перемещение на большие открытые расстояния
Как мы уже говорили, паутина появляется тогда, когда экструдер перемещается на новую позицию, а пластик в это время вытекает через сопло. То, насколько такого рода протечка может оказаться существенной, в значительной мере связано с расстоянием, на которое перемещается печатающая головка. Небольшие расстояния преодолеваются достаточно быстро, так что пластик просто не успевает просочиться. А вот если расстояния значительные, вероятность появления паутины гораздо выше. У многих программ 3D-печати есть исключительно полезная фича, которая позволяет минимизировать расстояние перемещения сопла над пустотой. Делается это за счет того, что траектория меняется с прямой и кратчайшей, на более длинную и извилистую — зато над поверхностью. В большинстве случаев можно вообще подобрать траекторию, которая ни разу не окажется «мостиком». То есть, для возникновения паутины просто не будет возможностей, потому что сопло всегда будет находиться над чем-то. Такая опция живет где-нибудь в Advanced и может называться, например, Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Перегрев пластика
Пластик, который выходит из экструдера, имеет температуру в интервале 190-240 °С. Поскольку пластик горячий, он мягкий и ему легко придавать различные формы. Но когда он остывает, он быстро становится твердым, и форму его так просто уже не изменить. Вам нужно добиться баланса между температурой и охлаждением так, чтобы пластик мог свободно течь через сопло, но быстро затвердевал, обеспечивая точные размеры распечатываемой 3D-детали. Если такого баланса нет, могут возникнуть проблемы с качеством печати, когда, например, внешние размеры объекта окажутся не такими, как вы планировали. Как видно на фото, филамент, который был экструдирован на вершину пирамиды, не смог достаточно быстро застыть, чтобы сохранить форму. Вот некоторые распространенные причины перегрева и способы их устранения.
Недостаточное охлаждение
Наиболее распространенная причина перегрева — это если пластик остужается недостаточно быстро. Когда такое происходит, горячий пластик, охлаждаясь, успевает принимать самые разные формы. Для многих видов пластика гораздо лучше, когда филамент, будучи выложен в слой, быстро охлаждается, чтобы форма не успела измениться. Если у вашего принтера есть охлаждающий вентилятор, попытайтесь увеличить мощность охлаждения, чтобы пластик остывал быстрее. Мощность охлаждения, она же скорость вращения, изменяется во вкладке Edit Process Settings → Cooling. Двойной клик на соответствующей метке, изменение значения — и дело в шляпе. Дополнительное охлаждение поможет пластику сохранить форму. Если у вашего принтера нет родного вентилятора, можно какой-нибудь приспособить или вообще использовать небольшой ручной, обдувая им объект в процессе печати.
Печать ведется при слишком высокой температуре
Если вы уже задействовали вентилятор, а проблема еще не решена, вы можете попытаться вести саму печать при более низкой температуре. Когда пластик экструдируется при более низкой температуре, он быстрее застывает и лучше держит форму. Попробуйте снизить температуру на 5-10 градусов и посмотрите, что получится. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово. Не перестарайтесь, иначе пластик не разогреется достаточно для того, чтобы его можно было продавить через малюсенькую дырочку на конце сопла.
Печать ведется на слишком большой скорости
Если каждый слой вашего объекта печатается очень быстро, времени на то, чтобы каждый предыдущий слой достаточно остыл, может оказаться недостаточно, и печать будет вестись поверх горячего слоя. Это особенно важно для очень мелких деталей, когда на печать каждого слоя требуется всего несколько секунд. Даже при наличии охлаждающего вентилятора вам может потребоваться снизить скорость печати маленьких слоев, чтобы предоставить им достаточное время для остывания. В большинстве программ 3D-печати это делается очень просто. Во вкладке Cooling меню Edit Process Settings, скорее всего, имеется раздел Speed Overrides. Там выставляется параметр автоматического снижения скорости печати для маленьких слоев, чтобы дать им время на то, чтобы остыть и застыть, перед тем как поверх них начнет печататься новый слой. Например, можно разрешить программе автоматически снижать скорость печати для слоев, которые выкладываются менее чем за 15 секунд. Это очень полезная опция для борьбы с перегревом.
Если ничего не помогает, попробуйте печатать сразу несколько деталей
Если вы попробовали все три перечисленных варианта, но проблемы с недостаточным охлаждением остаются, можно вот еще что попробовать. Создайте в слайсере копию объекта, который собираетесь напечатать (Edit → Copy/Paste), или импортируйте другой объект, чтобы он печатался одновременно. Печатая два объекта одновременно, вы можете обеспечить большее охлаждение для каждого из них. Нагретому соплу придется перемещаться на другую позицию над платформой, чтобы выложить слой второй детали, и это дает короткую передышку, за время которой первая деталь может немного остыть. Это простой, но очень эффективный метод решения проблемы перегрева.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Смещение слоев или отсутствие выравнивания
Большинство 3D-принтеров использует систему управления без обратной связи, иными словам, как бы странно это ни показалось, они не имеют представления о реальном положении печатающей головки. Принтер просто пытается переместить головку в определенную позицию и надеется, что она там и окажется. В большинстве случаев это работает, потому что шаговый мотор принтера достаточно мощный и какой-то такой нагрузки, которая могла бы помешать его работе, обычно не случается. Но если что-то идет не так, принтер никак не сумеет это определить. Например, если вам удалось достаточно сильно ударить по принтеру в тот момент, когда он занят делом, его печатающая головка может резко изменить положение. Поскольку аппарат не имеет представления, о том, на что вы сподобились, он продолжит печатать как ни в чем не бывало. Если вы обнаружили в вашей распечатке смещенные слои, это обычно вызвано одной из нижеуказанных причин. К сожалению, если такая ошибка возникает, сам принтер выловить ее не в состоянии, и тут на помощь должен прийти человек и решить одну из следующих проблем.
Печатающая головка движется слишком быстро
Если вы печатаете на очень высокой скорости, моторы вашего 3D-принтера могут испытывать проблемы с тем, чтобы ее поддерживать. Если вы пытаетесь заставить принтер печатать быстрее, чем это могут обеспечить моторы, вы можете услышать характерный щелкающий звук, когда приводу не удается достигнуть заданного положения. Когда такое случается, оставшаяся часть печатаемого объекта получится смещенной относительно того, что было напечатано ниже. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость на 50% и посмотрите, что получится. Для этого в меню Edit Process Settings имеется вкладка Other. Настройте Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, второй определяет скорость быстрых перемещений, когда экструдирования не происходит. Если значение одного их этих параметров слишком велико, это может привести к смещению слоев. Если вы не испытывайте смущения, когда меняете расширенные настройки, вы можете попробовать также уменьшить в параметрах прошивки вашего принтера значение ускорения, чтобы скорость увеличивалась и уменьшалась не так резко.
Механические или электрические проблемы
Если слои остаются смещенными и после снижения скорости печати, тогда, вероятнее всего, у принтера есть какая-то механическая или электрическая проблема. Например, в большинстве 3D-принтеров для того, чтобы мотор управлял положением печатающей головки, применяются ременные передачи. Эти ремни обычно делаются из резины, которая укреплена каким-нибудь волокном. С течением времени ремни могут растягиваться, что сказывается на их натяжении и на способности точного позиционирования. Если натяжение слишком мало, ремень может соскочить со шкива привода, т.е. привод будет вращаться, но ремень не будет ничего передавать. Если ремень был изначально натянут слишком сильно, это тоже может привести к проблемам. Перетянутый ремень создает избыточное трение в подшипниках, что мешает двигателям вращаться. Идеальная сборка предполагает, что ремень натянут достаточно сильно, чтобы не соскочить, но не настолько сильно, чтобы блокировать вращение системы. Если вы начинаете замечать появление смещенных слоев, вы должны убедиться, что все ремни приводного механизма натянуты должным образом, не слишком слабо и не слишком сильно. Если вы думаете, что проблема в этом, пожалуйста, обратитесь за советом к изготовителю вашего принтера.
Во многих 3D-принтерах есть также ремни, которые натянуты на шкивы, закрепленные на валу шагового двигателя. Крепление там выполнено с помощью маленьких регулировочных винтов, называемых также установочными. Так обеспечивается синхронное вращение шкива и вала. Но если регулировочные винты ослабли, синхронность может оказаться нарушенной. Может оказаться, что мотор вращается, а шкив — нет. Когда такое случается, печатающая головка не попадает в требуемую позицию, что сказывается на выравнивании всех печатаемых после сбоя слоев. Поэтому, если смещение слоев возникает регулярно, вы должны убедиться, что винтики на шкивах затянуты хорошо.
Бывают также некоторые распространенные сбои по электричеству, которые тоже приводят к тому, что мотор сбивается с позиции. Например, если сила тока, подаваемого на двигатель, слишком мала, его мощности может оказаться недостаточно для вращения. Бывает также, что электроника электропривода перегрелась, из-за чего мотор может временно остановиться и не работать до тех пор, пока температура не придет в норму. Это, конечно, не всё, здесь описаны только несколько распространенных электрических и механических моментов, на которые следует обратить внимание, если смещение слоев представляет часто возникающую проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Слои разделяются и расщепляются
3D-печать устроена таким образом, что в один конкретный момент печатается один конкретный слой объекта. Каждый последующий слой печатается поверх предыдущего, и в конце концов получается заданная 3D-модель. Но для того, чтобы получившийся объект был достаточно прочным и надежным, требуется сделать так, чтобы каждый слой был надлежащим образом связан с тем, который находится под ним. Если слои связаны друг с другом недостаточно хорошо, получившийся объект может расколоться и развалиться. Вот несколько типичных причин этого и предложений о том, как все можно исправить.
Слишком большая высота слоя
Диаметр сопла большинства 3D-принтеров составляет 0,3-0,5 мм. Пластик проталкивается через это малюсенькое отверстие, чтобы в результате можно было напечатать очень мелкие детали. Но эти маленькие размеры сопла накладывают также определенные ограничения на то, какой может быть высота (или, если угодно, толщина) слоя. Когда вы распечатываете один слой пластика поверх другого, вы хотите, чтобы верхний слой был прижат к нижнему, чтобы они оказались сцеплены друг с другом. Железное правило здесь такое: выбираемая вами высота слоя должна быть на 20% меньше диаметра сопла. Например, если у вас сопло на 0,4 мм, вы не можете слишком отклониться от высоты слоя в 0,32 мм — в противном случае слои пластика не будут надлежащим образом прилипать друг к другу. Поэтому, если вы заметили, что ваша распечатка расслаивается, слои не сцепляются, первое, что нужно проверить, — соотношение высоты слоя и диаметра отверстия сопла. Попробуйте уменьшить высоту слоя и посмотрите, не стало ли сцепление слоев лучше. Это можно сделать в меню Edit Process Settings, во вкладке Layer.
Слишком низкая температура печати
Горячий пластик всегда лучше соединяется, чем холодный. Если вы заметили недостаточное сцепление слоев и уверены, что высота слоя не слишком велика, возможно, вашему филаменту, чтобы соединение слоев было надежным, для печати требуется более высокая температура. Например, если вы пытаетесь печатать пластиком ABS при 190 °С, вы, скорее всего, обнаружите, что слои печатаемого объекта слишком легко расщепляются. Это происходит потому, что для печати ABS требуется температура 220-235 °C, тогда слои склеиваются надежно. Поэтому, если вы столкнулись с описываемой проблемой, убедитесь, что вы печатаете при правильной температуре, которая соответствует вашему филаменту. Попробуйте увеличить температуру на 10 градусов и посмотрите, не улучшилось ли сцепление. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Филамент стачивается, пластик крошится
В большинстве 3D-принтеров используется небольшая приводная шестеренка, которая цепляет филамент и направляет его туда, куда надо. У приводной шестеренки острые зубцы, которые позволяют ей вгрызаться в филамент и проталкивать его вперед или назад, в зависимости от направления вращения. Если филамент не может двигаться, а шестеренка вращается, она может настолько его «изгрызть», что ей уже будет не за что цепляться, чтобы проталкивать нить. На такого рода проблему жалуются многие: филамент оказывается сточенным, в результате чего экструдер не может работать так, как должен был бы. Если это произошло с вашим принтером, вы обычно обнаруживаете под ним кучку пластиковой стружки, которую сточила приводная шестеренка. Вы также можете обратить внимание на то, что мотор работает, но филамент в экструдер не проталкивается. Мы объясним, как проще всего избавиться от этой беды.
Увеличьте температуру экструдера
Если вы столкнулись со стачиванием филамента, попробуйте на 5-10 градусов увеличить температуру экструдера, чтобы пластик лучше тек. Это можно сделать в меню Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати. При более высокой температуре пластик всегда течет легче, так что указанная настройка может оказаться весьма полезной.
Печать ведется на слишком большой скорости
Если стачивание филамента продолжается даже после увеличения температуры, следующее, что нужно сделать, — это снизить скорость печати. Тогда, поскольку филамент будет продавливаться в течение большего времени, мотору экструдера не придется вращаться так быстро. Меньшая скорость вращения мотора может помочь избежать стачивания. Эти настройки обычно живут в меню Edit Process Settings → Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезло ли стачивание.
Проверьте, не забито ли сопло
Если и после увеличения температуры, и после снижения скорости печати приводная шестеренка продолжает грызть филамент, скорее всего, сопло вашего принтера частично засорено. Пожалуйста, обратитесь к разделу Засорился экструдер, где даны указания о том, как решить эту проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Сопло засорилось, пластик застрял в экструдере 3D-принтера
Вашему 3D-принтеру за время его службы приходится расплавлять и экструдировать много килограммов пластика. Чтобы жизнь медом не казалась, ему приходится еще и проталкивать весь этот пластик через малюсенькую дырочку диаметром с песчинку. И неизбежно наступает момент, когда с этим процессом что-то идет не так и экструдеру больше не удается проталкивать пластик через сопло. Эти забивания или засоры обычно случаются потому, что что-то внутри сопла мешает пластику свободно проходить. В первый раз это особенно огорчает, и мы опишем несколько последовательных шагов, которые помогут решить проблему с забитым соплом.
Протолкните филамент в экструдер вручную
Самое первое, что можно попробовать сделать, — вручную протолкнуть филамент в экструдер. Для начала полезно прогреть экструдер до соответствующей пластику температуры. Это делается через панель управления программы 3D-печати. Также на панели управления надо найти меню Jog Controls или аналогичное, с помощью которого можно подать пластик вперед или назад. Подайте его в экструдер, на, например, 10 мм. Когда привод начнет вращаться, легонько подтолкните филамент руками. В большинстве случаев небольшого дополнительного усилия оказывается достаточно, чтобы пластиковая нить миновала проблемное место.
Переустановите филамент
Если филамент все равно не двигается, следующее, что надо сделать, — это извлечь его из принтера. Убедитесь, что экструдер нагрет до нужной температуры, а затем через контрольную панель программы печати вытяните филамент из экструдера. Как и в предыдущем случае, придется приложить разумную физическую силу: если нить застряла, аккуратно потяните ее. После того как филамент извлечен, с помощью ножниц отрежьте расплавившийся или поврежденный кусок. Заправьте филамент снова и проверьте, удается ли теперь печатать новым, неповрежденным отрезком пластиковой нити.
Прочистите сопло
Если же и новым куском печатать не получается, скорее всего, требуется прочистка сопла. Многие пользователи 3D-принтеров весьма успешно решали эту задачу, нагревая экструдер до 100 °С и вручную протягивая филамент через сопло (в надежде, что он вытянет оттуда весь мусор). Другие отдавали предпочтение струне «ми» (очевидно, первой, для шестиструнной гитары. — Прим. перев.), протягивая ее через сопло туда-сюда. Некоторые магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать. Можно придумать массу разных методов, да и все экструдеры разные, но за точными указаниями лучше всего обратиться к изготовителю принтера.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
3D–принтер перестает печатать в произвольный момент, в процессе печати
Если в начале работы ваш принтер экструдировал нормально, а потом внезапно перестал, то такая проблема обычно связана с всего лишь несколькими причинами. Мы объясним каждую из них и предложим способ устранения неполадки. Если такого рода проблема случается в самом начале печати, обратитесь к разделу Нет экструдирования при начале печати.
Кончился филамент
Это очевидно: перед тем как искать причину того, почему принтер не печатает, чрезвычайно полезно убедиться, есть ли ему чем печатать. Если катушка кончилась, надо заправить новую, после чего продолжить.
Филамент сточился о приводную шестеренку
Во время печати мотор экструдера непрерывно вращается, пытаясь протолкнуть филамент в сопло, чтобы принтер мог экструдировать пластик. Если вы пытаетесь печатать слишком быстро или экструдировать слишком много пластика, мотор может начать вгрызаться в филамент вплоть до того, что сточит все, и шестеренке не за что будет цепляться. Если мотор экструдера вращается, а филамент не движется, вероятно, причина именно в этом. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если все из вышеописанного не ваш случай, очень вероятно, что засорился экструдер. Если это произошло в процессе печати, вы можете проверить на предмет загрязнений сам филамент, а также убедиться, что катушка не запылилась. Если в сопло подается пыльный филамент, все кончается засором. Есть еще несколько возможных причин засорения экструдера, так что, пожалуйста, обратитесь за подробностями в раздел Нет экструдирования при начале печати.
Перегрелся мотор экструдера
Когда идет печать, мотору экструдера приходится очень несладко. Он постоянно вращается вперед и назад, тянет и толкает пластик туда и обратно. Быстрые движения связаны с высоким расходом (и выделением) энергии, так что, если у электроники принтера недостаточное охлаждение, она запросто может перегреться. Обычно у моторов имеется термозащита, которая их отключает, если температура становится слишком высокой. В таком случае может оказаться, что моторы по осям X и Y продолжают работать и перемещать головку экструдера, но мотор самого экструдера стоит. Единственный способ решить эту проблему — выключить принтер и дать электронике остыть. Также может оказаться полезным установить дополнительный вентилятор охлаждения, если у проблемы наблюдаются рецидивы.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Плохое наполнение
Наполнение вашей 3D-модели играет очень важную роль в плане ее прочности. Оно отвечает за то, чтобы скреплять внешнюю оболочку 3D-объекта и поддерживать те его плоскости, которые печатаются поверх него. Если наполнение получается слабым или «волосатым», вам следует изменить несколько настроек программы управления печатью, чтобы придать дополнительную прочность этой части вашего объекта.
Попробуйте изменить шаблоны наполнения
Один из первых параметров, на которые вам нужно обратить внимание, — это используемый при печати наполнения шаблон. Шаблон описывается параметром Internal Fill Pattern. Некоторые шаблоны более сплошные и прочные, некоторые менее. Например, Grid, Triangular и Solid Honeycomb, т.е. «Решетка», «Треугольники» и «Сплошные соты», — это прочные наполнения. Другие, такие как Rectilinear или Fast Honeycomb, т.е. «Прямолинейный» или «Быстрые соты», жертвуют прочностью ради скорости. Если у вас проблема с созданием прочного и надежного наполнения, изучите эффект от разных шаблонов.
Уменьшите скорость печати
Наполнение обычно печатается быстрее, чем другие части вашей 3D-модели. Если вы будете пытаться печатать наполнение слишком быстро, экструдер с этим может не справиться и вы увидите эффект недоэкструдирования во внутренней части вашего объекта. В результате этого наполнение будет непрочным и паутинообразным, потому что экструдеру не удалось протолкнуть такое количество пластика, на которое рассчитывала программа печати. Если вы испробовали различные шаблоны наполнения, но проблема с его прочностью сохраняется, попробуйте уменьшить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте скорость печати по умолчанию, Default Printing Speed, от которой непосредственно зависит скорость, с которой печатается наполнение. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не стало ли наполнение более прочным и сплошным.
Увеличьте ширину экструдирования наполнителя
С помощью другой очень мощной опции, которая есть в некоторых программах 3D-печати, можно изменить ширину экструдирования при печати наполнения. Например, вы можете печатать внешний контур при ширине экструдирования всего 0,4 мм, но переходить на 0,8 мм, когда идет печать внутренних частей. В результате внутренние перегородки станут более толстыми и крепкими, что непременно скажется на прочности печатаемого 3D-объекта. Эти настройки можно найти в меню Edit Process Settings → Infill. Ширина экструдирования наполнения, Infill Extrusion Width, задается в процентах от нормальной. Если, например, вы установите ее в 200%, экструдируемый при печати наполнения пластик будет выкладываться вдвое более широкими полосками, чем при печати периметров. При такого рода настройке следует учитывать возможность программы печати поддерживать указанный вами процент наполнения. Если вы установите ширину внутреннего экструдирования в 200%, при печати каждой полоски наполнения будет использоваться вдвое больше пластика. Чтобы обеспечить такой процент наполнения, образующие его нити пластика должны быть соответствующим образом пространственно разведены. По этой причине многие увеличивают процент наполнения после увеличения ширины экструдирования наполнения.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Наплывы, натёки, сопли и прыщи
В ходе 3D-печати экструдеру приходится постоянно останавливать и снова начинать продавливание филамента по мере того, как он перемещается от одной позиции к другой. Большинство экструдеров очень хорошо справляется с равномерным экструдированием в процессе перемещения, однако всякий раз, когда экструдер выключается, а затем снова включается, возникают небольшие отклонения. Например, если вы присмотритесь к внешней поверхности вашей 3D-распечатки, вы можете заметить небольшую отметину, и это именно то место, откуда экструдер начал работу с конкретным фрагментом пластика. Экструдер же должен был с какого-то места начать печатать оболочку вашей 3D-модели, а затем, когда печать оболочки завершается, он в эту исходную точку возвращается. Такого рода отметки обычно называются натеками или соплями. Как вы легко можете догадаться, соединить две детали, у которым имеются натеки, может оказаться проблематичным. К счастью, во многих программах 3D-печати есть простой инструмент, позволяющий минимизировать такого рода косметические дефекты.
Настройки втягивания и хода накатом
Если вы стали замечать небольшие дефекты на поверхности распечатки, самый лучший способ поставить диагноз — внимательнее приглядеться к каждому из распечатанных периметров. Не появляется ли этот дефект в тот момент, когда начинается печать периметра? Или же она появляется позже, когда периметр завершен и экструдер остановился? Если дефект появляется в самом начале цикла, возможно, вам следует слегка подстроить втягивание. Зайдите в Edit Process Settings → Extruders. Сразу под дистанцией втягивания имеется настройка, обозначенная как Extra Restart Distance. Речь идет о разнице между дистанцией втягивания филамента, когда экструдер останавливается, и длиной, на которую он заполняется перед тем, как снова продолжить работу. Если вы обнаруживаете поверхностный дефект в начале периметра, в экструдере, скорее всего, остается слишком много пластика перед началом печати контура. В таком случае нужно уменьшить длину заполнения, введя отрицательное значение в поле Extra Restart Distance. Например, если дистанция втягивания была 1,0 мм, а параметр Extra Restart Distance установлен в -0,2 мм (обратите внимание на минус), то каждый раз, когда экструдер будет останавливаться, он будет втягивать 1,0 мм пластика. Но каждый раз, когда он будет снова приступать к работе, в сопло будет подано только 0,8 мм пластиковой нити. Подстраивайте этот параметр до тех пор, пока дефект при начале экструдирования периметра не исчезнет.
Если же дефект не проявляется до окончания печати периметра, когда экструдер останавливается, надо заняться другим параметром. Он называется Coasting, т.е. «Движение накатом». Его значение выставляется, как правило, прямо под настройками втягивания во вкладке Extruder. Он позволяет выключить экструдер за несколько мгновений до того, как тот дойдет до конца периметра, что позволит сбросить давление внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока дефекты в конце каждого периметра, когда экструдер останавливается, не исчезнут. Обычно 0,2-0,5 мм движения по инерции дают ощутимый результат.
Избегайте ненужного втягивания
Вышеупомянутые настройки втягивания и хода накатом могут помочь избежать дефектов в случаях, когда сопло отводится назад, но иногда гораздо лучше просто попытаться избежать такого движения печатающей головки. Иными словами, сделать так, чтобы экструдер никогда не менял бы направления своего движения на противоположное и продолжал работать спокойно и равномерно. Это особенно важно для принтеров с экструдерами Bowden, поскольку большое расстояние между их мотором и соплом делает втягивание более проблематичным. Чтобы настроить параметр, который определяет, когда включается втягивание, надо перейти во вкладку Advanced и найти там раздел Ooze Control Behavior, что переводится примерно как «действия по управлению протечкой». В этой секции много полезных настроек, которыми можно изменить соответствующее поведение вашего 3D-принтера. Как было сказано ранее, в разделе про волоски и паутину, Stringing or Oozing, втягивание задается главным образом для того, чтобы сопло не протекало в тот момент, когда оно, при этом не печатая, перемещается от одной части объекта к другой. Если же сопло не пересекает открытых пространств, все то, что из него вытекает, останется внутри печатаемой модели и снаружи видно не будет. Поэтому у многих программ управления печатью во избежание излишнего втягивания имеется галочка, которая указывает, что втягивать филамент следует только над открытыми пространствами — Only retract when crossing open spaces.
Другая полезная вещь обитает в разделе Movement Behavior. Если принтер настроен так, что втягивает филамент только над открытыми пространствами, будет чрезвычайно полезно всячески таких пространств избегать. У некоторых программ управления 3D-печатью имеется такая полезная функция, которая позволяет изменить траекторию движения экструдера, минимизировав число случаев выхода за периметр. Если это удается, необходимость во втягивании вообще отпадает. Такая опция называется Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
Нестационарное втягивание
Другая очень полезная возможность, которая есть в ряде программ 3D-печати, — нестационарное втягивание. Оно особенно полезно для экструдеров Bowden, в соплах которых во время печати создается высокое давление. Обычно, когда такие принтеры заканчивают работу, избыточное давление в остановившемся экструдере может приводить к тому, что в нем начнут образовываться сгустки пластика. Для этой ситуации у некоторых программ 3D-печати есть опция, включив которую, можно позволить соплу втягивать филамент во время движения. Это снижает вероятность образования сгустков пластика в покоящемся экструдере, потому что втягивание производится на ходу. Чтобы включить эту опцию, надо сначала настроить несколько параметров. Для начала зайдите в Edit Process Settings → Extruders. Убедитесь, что Wipe Nozzle («подтирка сопла») включена. Это будет означать, что принтер будет прочищать сопло в конце каждого фрагмента модели, когда он останавливает процесс печати. Установите для начала «расстояние подтирки», Wipe Distance, в 5 мм. Далее перейдите в Advanced и включите Perform retraction during wipe movement — «втягивание во время подтирки». Это заблокирует стационарное втягивание, поскольку принтеру теперь сказано, чтобы он прочищал сопла на противоходе. Это очень мощная опция, и есть очень большой шанс, что она поможет вам избавиться от поверхностных дефектов.
Выберите место начала печати
Если мелкие дефекты все-таки остаются, имеется возможность указать принтеру, где допустимо оставлять такого рода точечки. Это можно сделать в меню Edit Process Settings, во вкладке Layer. В большинстве случаем место начала печати выбирается таким образом, чтобы оптимизировать скорость. На вы можете также сделать выбор этой точки начала случайным, рандомизировать его, или же указать конкретную позицию. Например, если вы печатаете статую, вы можете дать инструкцию, чтобы печать всегда начиналась с тыльной стороны фигуры, так что спереди ничего видно не будет. Для этого надо включить опцию Choose start point that is closest to specific location, и печать будет начинаться максимально близко к заданной точке, координаты которой надо указать.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Щели между наполнением и контуром
Каждый слой печатаемого 3D-объекта создается в результате комбинации внешнего периметра и наполнения. Периметры слоев следуют контуру модели, создавая прочную и аккуратную поверхность. Наполнение, которое печатается внутри этих периметров, составляет остальную часть слоя. Оно обычно исполняется в виде шаблонов, которые получаются в результате возвратно-поступательного движения печатающей головки и позволяют печатать на высокой скорости. Поскольку при печати канвы наполнения используются другие шаблоны, чем при печати контура, важно, чтобы эти две части прочно соединялись друг с другом. Если вы замечаете небольшие щели по краям вашего наполнения, то проблемы, которые устраняются соответствующими настройками, могут быть следующими:
Недостаточное перекрытие контура
В некоторых программах управления 3D-печатью имеется параметр, который позволяет регулировать прочность сцепления внешнего контура и наполнения. Параметр этот называется Outline overlap, он указывает, насколько наполнение будет накладываться на периметр, чтобы эти две части лучше сцеплялись. Эту настройку можно найти в меню Edit Process Settings → Infill. В ней указывается процент от ширины экструдирования, что облегчает масштабирование для разных диаметров сопел. Например, если у вас указано 20% перекрытия контура, это значит, что программа передаст на принтер инструкции, по которым наполнение будет на 20% перекрывать внутреннюю часть периметра. Перекрытие позволяет обеспечить более надежное сцепление этих двух частей модели. Если вы раньше печатали с нахлестом в 20%, попробуйте увеличить его до 30% и посмотрите, не исчезли ли зазоры между периметром и внутренней частью распечатки.
Печать ведется на слишком большой скорости
Наполнение модели обычно печатается значительно быстрее, чем контуры. Между тем, если наполнение печатается слишком быстро, времени на то, чтобы оно сцепилось с периметром, может оказаться недостаточно. Если вы попытались увеличить перекрытие контура, но щели между периметром и наполнением не исчезли, вы можете попробовать снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезли ли щели между периметром и наполнением. Если зазоры при более низкой скорости исчезли, начинайте понемногу ее увеличивать, пока она не станет максимальной, но не приводящей к дефектам.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
Загибающиеся или неровные углы и края
Если через какое-то время вы замечаете, что какие-то части вашей распечатки начинают загибаться, проблема обычно в перегреве. Пластик экструдируется при очень высокой температуре, и, если он быстро не остывает, с течением времени он может изменить форму. Этой проблемы можно избежать, если быстро остужать каждый слой таким образом, чтобы у него не оставалось времени на деформацию до того, как он застынет. Для более подробного описания вопроса и способов его решения обратитесь, пожалуйста, к разделу Перегрев. Если вы замечаете, что деталь начинает загибаться в самом начале печати, то здесь вам поможет раздел Распечатка не прилипает к платформе, в котором рассматриваются проблемы, связанные с первым слоем.
Царапины на верхней плоскости
Одним из преимуществ 3D-печати является то, что каждый объект в каждый отдельно взятый момент времени формируется послойно. Это значит, что при печати каждого конкретного слоя сопло может свободно перемещаться в любое место платформы, если под этим местом уже есть напечатанный слой. Поскольку это позволяет достигать очень высоких скоростей печати, вы можете заметить, что сопло оставляет метку, когда перемещается на поверхность только что распечатанного слоя. Как правило, это наиболее заметно на сплошных верхних плоскостях печатаемого объекта. Царапины и отметины возникают тогда, когда сопло пытается переместиться в новую позицию, но при этом задевает за уже распечатанный пластик. Ниже мы укажем на некоторые возможные причины этого и дадим рекомендации по поводу того, какими настройками можно выйти из положения.
Пластика экструдируется слишком много
Одна из первых вещей, которую следует проверить, — это количество экструдируемого пластика: не слишком ли оно велико. Если оно слишком велико, каждый слой будет немного толще, чем запланировано. Это значит, что когда сопло будет над ним перемещаться, оно может зацепиться за пластик. Перед тем как проверять различные другие настройки, следует сначала обратить внимание на эту. Почитайте раздел Пластика экструдируется слишком много.
Вертикальный подъем (Z-hop)
Если вы уверены, что пластика экструдируется столько, сколько нужно, а проблема с перемещением сопла над поверхностью сохраняется, возможно, имеет смысл обратить внимание на такую настройку в программе печати, как «вертикальный подъем». Она указывает соплу на то, что оно должно подниматься над только что распечатанным слоем, перед тем как начать перемещение в новую позицию. Когда сопло достигает нужных для продолжения печати координат, оно опускается обратно. Благодаря тому, что перемещение осуществляется немного выше, можно избежать того, чтобы сопло задевало за уже напечатанный слой. Эту настройку можно найти в меню Edit Process Settings → Extruder. Убедитесь, что включено втягивание, после чего установите значение Retraction Vertical Lift в соответствии с той высотой, на которую вы хотите, чтобы сопло при обратном ходе приподнималось. Например, если вы зададите 0,5 мм, сопло всегда будет приподниматься на 0,5 мм перед перемещением на новую позицию. Обратите, пожалуйста, внимание что эта опция работает только вместе с втягиванием. Если вы хотите, чтобы втягивание включалось при каждом перемещении печатающей головки, нажмите на вкладку Advanced и убедитесь, что опции Only retract when crossing open spaces и Minimum travel for retraction выключены, т.е. втягивание осуществляется не только при перемещении над открытым пространством, и расстояние обратного хода не минимизируется.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Дыры и щели между углами слоев
При печати 3D-объекта каждый слой использует в качестве основания слой предыдущий. При этом, однако, важно и то, сколько экструдируется пластика, поэтому нужно добиться баланса между прочностью основания и количеством используемого пластика. Если основание получается недостаточно прочным, у вас будут образовываться дыры и щели между слоями. Как правило, это наиболее отчетливо проявляется на углах, когда меняется размер детали (например, если вы печатаете кубик с ребром 20 мм поверх кубика на 40 мм). Когда происходит переход на меньший размер, вы должны убедиться, что имеется достаточно опоры для поддержания боковых стенок меньшего кубика. Есть несколько типичных причин, которые приводят к тому, что основание получается недостаточно прочным, и мы обсудим каждую из них и покажем наиболее полезные настройки программ 3D-печати, которые помогут улучшить качество конечной модели.
Недостаточно периметров
Если добавить к печатаемому контуру периметров, это значительно укрепит фундамент следующих слоев. Поскольку внутренняя часть печатаемого объекта, как правило, частично пуста, толщина окружающих стенок играет очень большую роль. Настроить этот параметр можно в меню Edit Process Settings, во вкладке Layer. Например, если раньше вы печатали два периметра, попробуйте напечатать то же самое с четырьмя и посмотрите, не исчезли ли щели.
Недостаточно сплошные верхние слои
Другая распространенная причина слабых опорных слоев, т.е. таких, поверх которых печатаются другие детали, — это когда слои недостаточно сплошные. Тонкий потолок не может нормально поддерживать выкладываемые на него структуры. Это решается в меню Edit Process Settings, во вкладке Layer. Если раньше вы печатали только два сплошных слоя, попробуйте напечатать то же самое с четырьмя и посмотрите, стало ли лучше.
Слишком низкий процент наполнения
Наконец, следует также проверить процент наполнения, который устанавливается в Process Settings → Infill. Верхний сплошной слой выкладывается поверх наполнения, так что важно, чтобы этого наполнения оказалось достаточно. Например, если вы раньше печатали с наполнением в 20%, попробуйте увеличить его до 40% и посмотрите, не улучшилось ли качество.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Линии на боках распечатки, лесенка из слоев
Боковые поверхности вашей 3D-распечатки составлены из сотен отдельных слоев. Если все идет по плану, эти слои образуют единую, гладкую поверхность. Но если что-то не так хотя бы с одним из слоев, это обычно четко проявляется на внешней поверхности объекта. Такой «бракованный» слой может выглядеть как линия или бороздка на боковой поверхности распечатки. Зачастую данный дефект проявляется циклично, т.е., например, линия может возникать каждый 15-й слой. Вот несколько наиболее типичных причин этой проблемы.
Неравномерное экструдирование
Самая распространенная причина данного дефекта — плохое качество филамента. Если допуски филамента недостаточно малы, эти отклонения тут же отразятся на стенках объектов. Так, если диаметр вашего филамента колеблется в пределах всего 5% на длину катушки, ширина экструдируемого пластика может различаться на 0,05 мм. То есть некоторые слои могут получиться толще остальных, что будет выглядеть, как линия на боковой поверхности распечатки. Чтобы стенки получались гладкими, принтер должен обеспечивать исключительно равномерное экструдирование, а для этого нужен высококачественный пластик. Другие возможные причины неравномерного экструдирования описаны в разделе Неравномерное экструдирование.
Колебания температуры
В большинстве 3D-принтеров для регулировки температуры экструдера используется т.н. PID-контроллер (пропорциональный, интегральный и дифференциальный регулятор). Если этот контроллер настроен неправильно, температура экструдера будет в процессе работы колебаться. В силу устройства PID-контроллера, флуктуации часто носят циклический характер, и температура колеблется по синусоидальному закону. Когда температура повышается, пластик начинает течь иначе, чем когда он более холодный. Это приводит к тому, что слои экструдируются по-разному, на боках объекта образуются своеобразные волны. Правильно настроенный принтер должен поддерживать температуру печати с допустимыми колебаниями в ±2 °С. В процессе работы можно наблюдать за температурой экструдера через панель управления программой печати — в большинстве программ такая возможность есть. Если вы видите, что колебания температур превышают 2 градуса, следует откалибровать PID-контроллер. За более подробными инструкциями обратитесь, пожалуйста, к изготовителю принтера.
Механические проблемы
Если вы уверены, что причина не в неравномерном экструдировании или вариациях температуры, возможно, имеет место какая-нибудь механическая проблема, которая вызывает эти линии и неровности. Например, если основание, на котором установлен ваш принтер, колеблется или вибрирует во время печати, тогда будет колебаться или вибрировать и сопло. Это приведет к тому, что некоторые слои окажутся немного толще, чем другие. Такие толстые слои будут проявляться в виде неровностей на боковых поверхностях печатаемого объекта. Другая распространенная причина — это когда направляющая вертикального движения печатающей головки установлена с отклонениями. Также причинами могут быть толчки при резкой смене направления движения механических частей или неверные настройки микрошагового контроллера мотора. Даже небольшое изменение в положении платформы печати оказывает большое влияние на качество слоев.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Вибрации и волны
Поверхность распечатки может выглядеть волнообразно, если при печати имели место вибрация или раскачивание принтера. Обычно на это обращают внимание, когда экструдер внезапно меняет направление, например, возле острых углов. Так, если вы печатаете 20-миллиметровый кубик, то всякий раз, когда экструдер начинает печатать часть контура очередной стороны, он должен изменить направление движения. Вибрации могут возникать из-за инерции экструдера, когда ему нужно резко изменить направление, — и это отражается на распечатке. Мы рассмотрим самые стандартные причины этой проблемы, которые выглядят следующим образом.
Печать ведется на слишком большой скорости
Наиболее распространенная причина появления волнообразных неровностей — это когда принтер пытается печатать слишком быстро. Когда направление печати внезапно меняется, возникает дополнительная сила, которая приводит к длящейся некоторое время вибрации. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Вам понадобится изменить Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, а второй — скорость быстрых перемещений в то время, когда пластик не экструдируется. Для получения эффекта следует поиграть обеими настройками.
Ускорение, обусловленное заводской прошивкой
Заводская прошивка, которая управляет электроникой вашего 3D-принтера, обычно имеет такие настройки ускорения, чтобы изменения направления движения механики были не слишком резкими. Притер, таким образом, медленно наращивает скорость и, когда приходит время менять направление, постепенно ее сбрасывает. Нюансы этого процесса являются определяющими в плане возникновения неровностей. Если у вас нет проблем с тем, чтобы копаться в деталях прошивки электроники, вы можете даже попробовать уменьшить ускорение, так что скорость будет меняться более плавно. Это оставит неровностям еще меньше шансов.
Механические проблемы
Если ничто из вышеописанного не помогает и «волны» по бокам распечатки продолжают появляться, возможно, вы столкнулись с механической проблемой, которая вызывает чрезмерную вибрацию. Это может быть какой-нибудь ослабший винтик или сломавшаяся скоба. Осмотрите принтер в процессе его работы и попытайтесь установить источник вибрации. Мы знаем немало случаев, когда пользователи в конце концов находили причину дефектов печати в механических проблемах, так что, если больше ничего не помогает, имеет смысл попробовать подойти к решению проблемы с этой стороны.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Щели между тонкими стенками
Поскольку у вашего 3D-принтера сопло имеет фиксированный размер, могут возникнуть проблемы при печати очень тонких стенок, которые всего в несколько раз толще, чем диаметр сопла. Например, если вы пытаетесь распечатать стенку толщиной в 1,0 мм экструдированием полосок шириной 0,4 мм, вам может понадобиться дополнительно подстроить принтер, чтобы стенки получались сплошными, без щелей посередине. У программ управления 3D-печатью для этого есть несколько специальных настроек, которые помогут при печати тонких стенок. Настройки эти следующие:
Настройки при тонких стенках
Самые главные относящиеся к данному вопросу настройки — это те, которые определяют толщину стенок. Их можно найти в меню Edit Process Settings → Advanced. Там есть очень полезный параметр, который называется Gap Fill. Он, как и следует из названия, управляет заполнением промежутков и разрешает программе заполнять небольшие щели между тонкими стенками. Чтобы разрешить такое заполнение, надо поставить галочку у опции наподобие Allow gap fill when necessary. Если и после такого рода указания щели остаются, имеется и другая настройка, которую полезно проверить. Зайдите во вкладку Infill и увеличьте Outline Overlap. Это позволит наполнению в большей степени перекрывать потенциальные зазоры между ним и контуром. Если, скажем, вы раньше печатали с перекрытием в 20%, попробуйте увеличить его до 30% и посмотрите, не стали ли тонкие стенки более сплошными.
Настройки ширины экструдирования
В некоторых случаях вы можете обнаружить, что результат оказывается лучше, если изменить ширину полоски экструдируемого пластика. Если, например, вы печатаете стенку в 1,0 мм толщиной, быстрый и прочный результат можно получить, если настроить сопло на выкладывание 0,5 мм филамента. Это даст хороший результат для деталей, все стенки которых имеют одинаковую толщину. Ширина экструдирования настраивается в меню Edit Process Settings, во вкладке Extruders. Выберите ручной режим и задайте значение.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Очень мелкие детали не пропечатываются
У вашего принтера имеется сопло определенного размера, которое позволяет вам с большой точностью воспроизводить очень мелкие детали. Например, у многих принтеров есть сопло с дырочкой диаметром 0,4 мм. В большинстве случаев оно работает отлично, но когда вы пытаетесь пропечатать ну очень мелкие детали, которые меньше диаметра сопла, возникают проблемы. Допустим, вы хотите напечатать стенку толщиной 0,2 мм при помощи сопла на 0,4. Ничего хорошего из этого не выйдет, потому что продавливать полоску пластика шириной 0,2 мм через дырочку в 0,4 мм и надеяться, что она получится аккуратной, — неразумно. Ширина экструдирования всегда должна быть больше или равна диаметру сопла. Именно по этой причине, когда вы хотите увидеть превью будущей модели и нажимаете в программе печати на Prepare to Print или что-то аналогичное, программа убирает из предпросмотра подобные мелкие детали. Таким образом программа вам говорит, что данным соплом вашего 3D-принтера вы не сможете напечатать слишком мелкие детали. Если вы часто пытаетесь печатать мелочевку, эта проблема вам хорошо знакома. Есть, впрочем, несколько приемов, которые позволят вам успешно справиться с такими сложностями. Приемы такие:
Измените дизайн объекта, чтобы его детали были более крупными
Первый и наиболее очевидный — изменить дизайн печатаемого объекта таким образом, чтобы в нем присутствовали только детали, которые крупнее диаметра сопла. Обычно это связано с редактированием 3D-модели в CAD-программе. Когда вы укрупнили мелкие детали модели, вы заново импортируете ее в слайсер, чтобы убедиться, что принтер сможет воспроизвести созданную вами форму. Если все мелочи на превью видны, принтер должен быть в состоянии напечатать переделанный объект.
Установите сопло меньшего диаметра
Во многих случаях изменить дизайн объекта не представляется возможным. Например, он может быть составной частью разработанной кем-нибудь другим модели или же вы загрузили его из интернета. В таком случае вам следует рассмотреть возможность приобретения другого сопла для вашего 3D-принтера, которое бы позволило печатать более мелкие нюансы. Для многих принтеров на рынке запчастей предлагаются сменные наконечники сопел, что позволяет с легкостью осуществлять такие манипуляции. Многие пользователи, например, приобретают, помимо уже имеющегося сопла на 0,5 мм, сопло на 0,3. За подробными инструкциями по поводу того, как установить наконечник сопла меньшего размера, обратитесь к изготовителю принтера. Принуждать принтер печатать детали размером меньше, чем сопло, имеет смысл только в крайнем случае.
Если вы не можете изменить дизайн оригинальной 3D-модели, а также установить сопло меньшего диаметра, остается только один вариант. Это, как уже говорилось, заставить принтер печатать мелкие детали насильно, что, скорее всего, будет иметь определенные последствия в плане качества. Зайдите в Edit Process Settings → Extruders и вручную выставьте ширину экструдирования. Если у вас, предположим, сопло на 0,4 мм, вы можете вручную задать ширину 0,3 мм, тогда принтер, подчиняясь программе, попытается печатать арабески такого масштаба. Однако — повторим еще раз — большинство сопел не в состоянии обеспечить качественное экструдирование при таких соотношениях своего диаметра и ширины выкладываемого филамента, поэтому ответственность полностью лежит на вас.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Неравномерное экструдирование
Для того чтобы ваш принтер мог распечатывать аккуратные объекты, он должен быть в состоянии экструдировать очень равномерные количества пластика. Если эти количества в разных частях печатаемого объекта различны, это тут же скажется на конечном результате. Неравномерное экструдирование можно обнаружить, просто внимательнее присмотревшись к процессу печати. Например, если принтер печатает прямую линию длиной 20 мм и вы видите, что экструдирование идет какими-то бугорками, полоска пластика получается разных размеров, — у вас проблема. Ниже мы собрали наиболее часто встречающиеся причины неравномерного экструдирования и предложили способы, как с ним бороться.
Филамент застрял или запутался
Первое, что нужно проверить, — это катушка с пластиком. Надо убедиться, что она свободно вращается, и что пластик с нее сматывается без проблем. Если филамент запутался или катушка вращается не вполне свободно, это скажется на том, насколько ровно будет филамент экструдироваться через сопло. Если к вашему принтеру прилагается трубка Боудена (маленькая трубка, через которую направляется филамент), вы должны убедиться и в том, что филамент через нее проходит свободно и без лишнего трения. Если трение слишком велико, трубку следует почистить или воспользоваться какой-нибудь смазкой.
Засорился экструдер
Если филамент не запутался и легко просовывается в экструдер, следующее, что нужно проверить, — это само сопло. Возможно, там застряли какие-то фрагменты пластика и мешают нормальному экструдированию. Такую проверку проще всего провести с помощью панели управления программы печати, дав команду на ручное экструдирование некоторого количества пластика. Пластик должен выходить ровно и равномерно. Если обнаружена проблема, может потребоваться прочистить сопло. Проконсультируйтесь, пожалуйста, у изготовителя по поводу того, как это сделать лучше всего.
Слишком тонкий слой
Если и филамент свободно вращается, и экструдер не засорен, проблема может быть в нескольких простых настройках программы управления 3D-печатью. Например, если вы пытаетесь печатать экстремально тонкими слоями, вроде 0,01 мм, пластику на выходе из сопла остается слишком мало места. Зазор под соплом составляет всего 0,01 мм, и это может составить проблему для экструдирования. Внимательно проверьте, правильную ли высоту слоя вы установили для печати. Посмотреть это можно в меню Edit Process Settings → Layer. Если заданная высота слоя слишком мала, попытайтесь ее увеличить, — возможно, полегчает.
Некорректная ширина экструдирования
Другая интересная нам сейчас настройка программы управления печатью — это ширина экструдирования. Она живет в Edit Process Settings → Extruder. У каждого экструдера есть своя уникальная ширина экструдирования, так что надо убедиться, что в списке настроек выбран правильный экструдер. Если ширина экструдирования значительно меньше, чем диаметр сопла, это может стать причиной проблем. Золотое правило гласит: ширина экструдирования должна составлять 100-150% диаметра сопла. Если ширина экструдирования существенно меньше диаметра сопла (скажем, 0,2 мм при сопле на 0,4), экструдеру не удастся продавливать равномерный поток филамента.
Плохое качество филамента
Одна из наиболее распространенных причин неравномерного экструдирования, о которой мы еще не упомянули, — это качество филамента, которым вы печатаете. В филаменте низкого качества могут содержаться вкрапления, которые делают его неоднородным. Другие конкреции сказываются на диаметре филамента, что тоже приводит к неравномерному экструдированию. Многие виды пластика со временем просто разлагаются. Так, PLA склонен впитывать влагу из воздуха, и с течением времени это начнет влиять на качество печати. Именно по этой причине к многим катушкам с пластиком прилагается десиккант — обезвоживающее средство, влагопоглотитель. Если вам кажется, что причина ваших неприятностей — в филаменте, попробуйте его заменить на высококачественный новый, в упаковке, — возможно, это поможет.
Механические проблемы экструдера
Если все, что описано выше, вы проверили, а экструдирование получается все равно неоднородным, возможно, имеет смысл изучить экструдер на предмет механических неполадок. Например, во многих экструдерах работает приводная шестеренка с острыми зубцами, которые цепляются за филамент, что позволяет экструдеру проталкивать нить в любом направлении. В экструдерах обычно имеются настройки, которыми можно задать, насколько плотно шестеренка прижимается к филаменту. Если она прижимается недостаточно, зубья будут плохо цепляться за филамент и экструдеру будет сложно контролировать его положение. Поинтересуйтесь у производителя принтера, есть ли у вашей модели такие настройки.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Поздравляем! Вы добрались до конца нашего списка наиболее часто встречающихся проблем 3D-печати
Перевод статьи с сайта https://www.simplify3d.com/
50 идей для 3D-печати
Кажется, скоро мы начнём тонуть в никому не нужных вещах, сделанных для проектов по 3D-печати. Но ведь можно делать что-то, что действительно будет полезно! Если у вас закончились идеи, то здесь можно найти список из 50 предметов для 3D-печати, которые вы вряд ли забросите на дальнюю полку.
Клипса для пакета с винтовой крышкой
Теперь у клипсы для пакета появится новая фича — отверстие с крышкой для быстрого доступа, как на фото. Такой зажим несложно напечатать и удобно использовать. Странно, что никто не подумал об этом раньше.
Автор: Minkix
Где скачать: Thingiverse
Соединитель для модульной мебели
Этот соединитель позволит быстро собрать модульную мебель. Модель по умолчанию рассчитана на 17×17 мм дерева, но размер и материал можно изменить на подходящие вам с помощью параметрического файла для настройки.
Автор: LeFabShop
Где скачать: Cults
Крышка для герметика
Больше не придётся выбрасывать открытые тюбики с герметиком. Закручивающаяся крышка для сопла плотно прижимает уплотнительное кольцо к корпусу тюбика и закрывает доступ воздуха к растворителям внутри.
Автор: The-Mechanic
Где скачать: Thingiverse
Ниша для ноутбука
Теперь ноутбук всегда будет под рукой, но спрятан от чужих глаз в специальной нише, которая крепится к нижней части любого журнального столика.
Автор: Too Snide
Где скачать: Thingiverse
Держатель телефона — Candice
Элегантная и простая вещь, пожалуй, самоё лёгкое, что вы напечатаете на 3D-принтере.
Автор: Clem.C2
Где скачать: Cults
Полипанель
Идею Polypanels придумал Девин Монтес (Devin Montes). Полипанель представляет собой серию трёхмерных строительных блоков. Отдельные элементы Polypanel выглядят просто, но если напечать их много и разных видов, то можно создавать всевозможные сложные конструкции. Что-то вроде LEGO, в котором вы можете спроектировать каждый кубик.
Автор: MakeAnything
Где скачать: MyMiniFactory
Крючок для одежды
Этот крючок для одежды выполнен в виде насадки E3D и его можно напечатать столько раз, чтобы хватило на всю вашу одежду.
Автор: Filar3D
Где скачать: Cults
Горшок для растений
Этот цветочный горшок в виде анатомической модели мозга, по словам создателя DrFemPop, печатается легче, чем кажется. Для сборки необходимо лишь склеивание частей после печати. Получается самобытной дом для растений.
Автор: DrFemPop
Где скачать: Cults
Дверной держатель
Это простое решение для удержания двери. Для крепления на поверхность достаточно двусторонней клейкой ленты.
Автор: Akiraraiser
Где скачать: Thingiverse
Свинья-копилка
Простая свинья-копилка для начинающих, никаких сложных настроек.
Автор: lecaramel
Где скачать: Thingiverse
Стяжки для проводов
Такая стяжка, пожалуй, самое простое и гениальное из всех приспособлений. Клипсы печатаются сразу целым листом, и потом от него можно отрезать нужное количество.
Автор: Sunshine
Где скачать: Cults
Роликовая линейка
Незаменимое устройство, если надо измерить длину чего-нибудь нелинейного: кусок верёвки, кривую линию, периметр с изгибами и т. д. Линейка называется Женева и имеет шаг в 5 мм.
Автор: MechEngineerMike
Где скачать: Thingiverse
Щипцы
Этот небольшой цельный кусок пластика вполне может заменить вам плоскогубцы/пассатижи. Эти щипцы принимают силу на рукоятки и перераспределяют её в конце захвата. Это, несомненно, плоскогубцы. Просто умнее.
Автор: BYU CMR
Где скачать: Thingiverse
Цилиндрическая текстурированная коробка
Красивый тубус от Syboulette, украшенный шестиугольниками. Хорошо подходит в качестве кухонной утвари для хранения овсяных хлопьев, риса и других рассыпчатых веществ.
Автор: Syboulette
Где скачать: Cults
Дверной ограничитель
Этот ограничитель сделан по образу статуи кошки Гайер-Андерсон, размещённой в Британском музее. Конструкция полая, что позволяет заполнить ограничитель чем-нибудь для дополнительного веса.
Автор: Duaneindeed
Где скачать: Cults
Маска чумного доктора
Не то чтобы самая полезная вещь в списке, с тех пор как бубонная чума ушла в прошлое. Но маска может пригодиться, например, когда вам надо убрать за домашним животным. А ещё в ней можно пойти на карнавал.
Автор: Odrivious
Где скачать: Cults
Универсальный держатель для катушек
Этот регулируемый держатель для катушек использует пружину и регулируемую муфту для перемотки. Это идеальное место для хранения надоедливых проводов.
Кто сделал это: VincentGoenhuis
Где скачать: Thingiverse
Прочная водонепроницаемая коробка
Эта плотно закрывающаяся коробка спасёт вещи от намокания. Напечатайте её из материалов PLA или PETG, добавьте уплотнение из гибкого материала TPU и винты M3 для пружинного шарнира, и всё готово.
Автор: ZX82
Где скачать: Cults
Игральные кости
Такая игральная кость подходит для плоской 3D-печати и имеет размер граней 16 мм.
Автор: Devin Montes (MakeAnything)
Где скачать: MyMiniFactory
Разборная вешалка
Действительно крутая вешалка для одежды. Это всё, что нужно о ней сказать.
Автор: Komaru
Где скачать: Thingiverse
Визитница
Отлично подойдёт, если хотите похвастаться новыми визитками своим друзьям с Уолл-стрит. Что может быть восхитительней, чем эта визитница в виде Zippo с откидной крышкой.
Автор: PentlandDesigns
Где скачать: Cults
Подставка для карандашей и ручек
Айсберг или плавящийся улей? Как бы там ни было, это удобный держатель для ручек и карандашей, который дешевле напечатать, чем покупать.
Автор: BeeVeryCreative
Где скачать: Cults
Усилитель звука Groovi Monster
Это пассивный усилитель звука для смартфона, который выглядит стильно и неплохо справляется со своей задачей. Он называется Groovi Monster не просто так.
Автор: 3DShook
Где скачать: Cults
Подстаканник
Можно использовать не только как подстаканник, но и как подставку под горячее. Размеры шаблона легко настраиваются для посуды любого размера.
Автор: jmdbcool
Где скачать: Thingiverse
Зажим
Предназначен для фиксации разных материалов, в том числе концов провода в катушке. Также прекрасно подойдёт в качестве замены бельевой прищепки.
Автор: Med
Где скачать: Cults
Коробочка для карандашей
Подойдёт для хранения всей настольной мелочи и безделушек (карты памяти, резинки, карандаши, скрепки и т. д.).
Автор: Monkey3D
Где скачать: Cults
Держатель для наушников
Это утка. Да, на неё можно повесить наушники.
Автор: Toshi_TNE
Где скачать: Thingiverse
Горшок-многогранник для суккулентов
Необычные геометрические горшки для вашей растущей коллекции суккулентов. Эти небольшие горшки могут быть сконфигурированы для соединения вместе.
Автор: PrintFutura
Где скачать: Cults
Свисток выживальщика
Это свисток для выживания с оригинальным дизайном. Он прочный, лёгкий в изготовлении и очень громкий (118 дБ — это более чем достаточно, чтобы вас услышали в чрезвычайной ситуации).
Автор: Joe Zisa
Где скачать: Thingiverse
Мерный куб
Простой и оригинальный мерный куб для кухни. На каждой грани есть выемки для измерения объёма ингредиентов (в чашках — по американской системе, и в метрических единицах для всех остальных). Лучше всего печатать из материала PETG, он самый безопасный для продуктов.
Автор: iomaa
Где скачать: Thingiverse
Петля
Это параметрическая петля, размеры которой можно подстроить для конкретных потребностей.
Автор: Rohin Gosling
Где скачать: Thingiverse
Автомобильный держатель для очков
Крепится к солнцезащитному козырьку вашего автомобиля. Очки всегда будут под рукой.
Автор: Trevor Long
Где скачать: Thingiverse
Открывалка
Самые простые вещи, как правило, самые полезные. Удобная и простая для печати открывалка. Максимально закрывает острые края пробки, защищая вас от травм.
Автор: Jeremy Peterson
Где скачать: Thingiverse
Супергеройские брелоки
Иногда нужно напоминать себе о скрытых суперспособностях. Стильные и крутые брелоки хорошо подойдут в качестве небольшого подарка.
Автор: Formbyte
Где скачать: Cults
Подставка для наушников
Будет полезна меломанам и геймерам, которые много и часто пользуются наушниками. Ведь теперь они больше не будут валяться где попало.
Автор: MakerBot
Где скачать: Thingiverse
Зажим для пакетов
Модель состоит из двух печатных частей. Позволяет держать пакеты закрытыми и сохранять продукты свежими дольше.
Автор: Walter Hsiao
Где скачать: Thingiverse
Пластиковый ключ
Удобный гаечный ключ, но не стоит выбирать мягкий пластик для его изготовления.
Автор: Daniel Noree
Где скачать: Cults
Табличка-слайдер
Больше не нужно держать в голове, чистые или грязные сейчас в посудомоечной машине чашки! С помощью специального механизма слайдер легко меняет надпись на табличке.
Кто сделал это: MiddleFingerBoss
Где скачать: Thingiverse
Складная корзина
Крутая вещь для пикников. Складная квадратная корзина с пятью секциями печатается из нескольких составных частей и потом склеивается. Для безопасности продуктов рекомендуется использовать пластик PETG.
Автор: PatternToPrint
Где скачать: Cults
Самополивающийся горшок для растений
Комнатные растения гибнут от вашей забывчивости? Это больше не повторится! Этот горшок будет поливать их сам, а ваша совесть останется чистой.
Автор: Parallel Goods
Где скачать: Cults
Подарочная коробка-лабиринт
Наличные деньги не самый оригинальный подарок. Но если вы преподнесёте их в такой подарочной упаковке, вашему другу наверняка понравится. Счастливому получателю придётся немало потрудиться, чтобы добраться до приза, ведь правильный путь всего один.
Автор: Robert
Где скачать: Thingiverse
Держатель проводных наушников
Теперь наушники будут защищены от спутывания и поломки.
Автор: Robert
Где скачать: Thingiverse
Выжиматель для тюбиков
Поможет выжать содержимое тюбика до последней капли. Достаточно широкий, чтобы подойти для большинства тюбиков на рынке. Печатается из трёх отдельных частей.
Автор: Justin Otten
Где скачать: Thingiverse
Шторка-слайдер для веб-камеры
Лучшая вещица для параноиков и просто для тех, кому некомфортно находиться под прицелом веб-камеры. Вместо того чтобы заклеивать объектив скотчем или стикером, прикрепите к корпусу шторку-слайдер и открывайте её, когда вам понадобится видеосвязь.
Автор: Horizon Lab
Где скачать: Cults
Сборные шестиугольные ящики
Пригодится, чтобы освободить стол от лапши кабелей, проводов и просто всякой мелочи. Конструкция легко наращивается при необходимости.
Автор: Dan O’Connell
Где скачать: Cults
Настенная полка для телефона
Прикрепите полку к розетке и положите на неё телефон на время зарядки. У модели также есть угловой слот, который удерживает ваш смартфон или планшет в вертикальном положении для просмотра видео.
Автор: Tosh Sayama
Где скачать: Cults
Карточная шаффл-машина
Потрясающая вещь для любителей покера. Это приспособление поможет перемешать карты и сдавать их во время игры.
Автор: LarsRb
Где скачать: MyMiniFactory
Шкатулка с секретным замком
Шкатулка для хранения вещей в недоступном для посторонних глаз месте с секретным многоступенчатым механизмом открывания.
Автор: 3DPrintingWorld
Где скачать: Thingiverse
Цифровые солнечные часы
Да, ваши глаза вас не обманывают. Это цифровые солнечные часы, и они действительно работают. Они спроектированы так, чтобы пропускать только нужные лучи в нужное время и под определённым углом для отображения фактического времени с 20-минутными интервалами. Работает только в светлое время суток, естественно.
Автор: Mojoptix
Где скачать: Thingiverse
Брелок для ключей
Выполнен в виде стильного швейцарского ножа и выглядит просто потрясающе. Напечатан из двух пластин, а ключи удерживаются на месте с помощью стандартных шестигранных гаек и болтов.
Автор: Craig Blanchette
Где скачать: Thingiverse
Хинт для программистов: если зарегистрируетесь на соревнования Huawei Cup, то бесплатно получите доступ к онлайн-школе для участников. Можно прокачаться по разным навыкам и выиграть призы в самом соревновании.
Перейти к регистрации
Перевод статьи «50 Cool Things to 3D Print in June 2019»
Изображение в анонсе: Illustration credit: Vecteezy!
3D принтеры – что это такое и для чего они могут понадобиться!
Как работают 3D принтеры
Несмотря на масштабное распространение 3D технологий, до сих пор далеко не каждому известно, как работают 3D принтеры. 3DDevice поможет вам разобраться в этой теме и ответит на часто задаваемые вопросы. Чаще всего пользователи интересуются, что такое 3D принтер. Сейчас объясним.
Существуют различные методики 3D печати, но их принцип в целом сводится к одному. Суть технологии заключается в постепенном (послойном) воспроизведении цифровой 3D модели в объемном виде из определенного материала. Такие материалы могут быть различными, в зависимости от используемой технологии. 3D-принтер – это устройство, которое создает объемное изделие на основе цифровых данных. В специальной программе эти данные конвертируются в управляющий код для принтера (G-code), за счет чего он и выполняет необходимые движения. Это наиболее доступный ответ на вопрос «Как работает 3D принтер?». Далее следуют тонкости конкретных методик, в которые мы не станем углубляться. Подробно рассмотрим только самые распространенные технологии 3D печати.
Чем печатает 3D принтер
В предыдущем пункте мы не полностью раскрыли вопрос «Чем печатает 3D принтер?» и ниже дадим максимально полный ответ. Для воспроизведения изделий на 3Д-принтере используются специальные материалы. На настольных 3D принтерах это 3Д-пластик и фотополимерные смолы, но можно печатать также резиной, гибкими и усиленными материалами. Более серьезные, профессиональные устройства позволяют печатать металлом и гипсом, что делает их оптимальными для массового производства. За счет этого промышленные 3D принтеры уже вовсю применяются в аэрокосмической и автомобильной промышленности.
Другие вопросы и ответы о 3D принтерах и 3D печати:
Что можно сделать на 3D-принтере
Итак, с тем, что такое 3D принтер мы разобрались. Теперь поговорим о том, что можно сделать на 3D-принтере. Самый очевидный ответ – все. И он очень близок к истине. Уже сегодня помимо привычных FDM и SLA 3D принтеров существуют пищевые, промышленные, 3D биопринтеры и множество других вариаций подобных устройств. 3D печать широко применяется в бытовых целях, а ученые возлагают большие надежды на технологию 3D-биопечати, с помощью которой планируется изготовление живых тканей и органов. Основными преимуществами 3D-печати перед традиционными способами изготовления изделий – высокая скорость, простота и относительно небольшая стоимость.
3D принтеры
Надеемся, мы понятно объяснили, что такое 3D принтеры. Если у Вас имеются дополнительные вопросы, которые мы не затронули, пишите нам на электронную почту и мы, в случае необходимости, добавим и Ваши вопросы! С уважением, коллектив компании 3DDevice.
Также хотим напомнить, что в нашем интернет-магазине представлен широкий ассортимент товаров для 3D печати и 3D сканирования, включая оборудование и расходные материалы. Помимо этого, мы предоставляем услуги 3D моделирования, 3D проектирования и прочее. За более подробной информацией обращайтесь по одному из телефонов, указанных здесь.
Вернуться на главную
Как Relativity Space печатает ракеты на 3D-принтере
Компания Relativity Space печатает металлическую космическую ракету на 3D-принтере, который изобрела специально для этой цели. Почти всю: печатается 95%, а оставшиеся 5% приходятся на электронику, уплотнители и некоторые другие элементы. У 3D-печати немало достоинств. Она дешевле. Она быстрее. Она делается на месте, не надо ждать, пока привезут детали с другого завода. Она прочнее: меньше мест скрепления деталей. «У «Шаттла» было 2,5 млн деталей, – говорит один из основателей Relativity Space – Тим Эллис. – По нашим прикидкам, SpaceX и Blue Origin сократили это количество до 100 000 на ракету. У нас тысяча – меньше, чем в вашем автомобиле».
3D-печать используют многие космические компании, но только для отдельных узлов. Скептики настаивают, что никто не знает, как поведет себя напечатанная ракета при взлете и в космосе. Пока первая ракета стартапа – Terran 1 успешно прошла все наземные испытания. Первый экземпляр для настоящего полета собирают не торопясь и тщательно проверяя. Сейчас он готов на 85%. Испытательный полет запланирован на конец этого года. Но инвесторы верят в идею. В ноябре прошлого года Relativity Space завершила раунд финансирования серии и привлекла $500 млн. После чего, по данным исследовательской компании Pitchbook, с оценкой всего бизнеса в $2,3 млрд Relativity Space стала второй по стоимости космической компанией в мире, финансируемой венчурным капиталом. На 1-м месте, естественно, SpaceX (правда, Pitchbook не включает в рейтинг Blue Origin, который полностью финансирует Джефф Безос).
С тех пор Relativity Space провела еще один раунд, на котором ей удалось привлечь $650 млн, исходя из оценки всей компании в $4,2 млрд. Эти деньги пойдут на создание новой ракеты Terran R – более тяжелой и – в отличие от первой – многоразовой. Ведь конкуренты не дремлют. Relativity Space только одна из десятка с лишним ракетных компаний, созданных за последние 10 лет.
Запуск из Мохаве
Эллис родился в 1990 г. в Техасе. Он старший из троих детей отца-архитектора и матери-стоматолога. В детстве Эллис увлекался Lego и уговорил родителей купить около 200 наборов. Инструкции от них он сразу выбрасывал и собирал придуманные им самим космические корабли. До сих пор большой палец правой руки у него в спокойном состоянии выгнут назад больше, чем левый – Эллис уверял Los Angeles Times, что это в результате долгих часов, когда он собирал и разбирал детали конструктора.
Когда Эллис стал старше, он стал снимать с друзьями любительские фильмы – в основном боевики, где героям часто противостояли зомби. В Университет Южной Калифорнии он поступил, чтобы стать сценаристом. Но уже на первом курсе увлекся профессией аэрокосмического инженера и вступил в Rocket Propulsion Lab при университете, которая занималась разработкой ракет.
Университет Южной Калифорнии известен своей космической программой. Среди его выпускников – командир «Аполлона-11» Нил Армстронг, астронавт и экс-глава НАСА Чарльз Болден, председатель подкомитета по космосу и воздухоплаванию палаты представителей Дейна Рорабейкер. Здесь есть несколько лабораторий, где студенты создают настоящие ракеты и спутники. «Я был поражен, – вспоминал Эллис в интервью сайту университета о том, как впервые отправился на испытания спроектированного и построенного им с товарищами ракетного двигателя в пустыне Мохаве. – Я всегда советую студентам: принимайте участие в практических занятиях. Так вы поймете, зачем вам изучать то или иное дифференциальное уравнение, схему или строчку кода».
Они хотели стать первой студенческой группой, запустившей ракету в космос. Но, проведя десятки успешных запусков, так и не добились даже суборбитального полета – это сделали их преемники в 2019 г., разработав более мощные двигатели.
Зачем уходить от Безоса и Маска
В Rocket Propulsion Lab Эллис познакомился и подружился с однокурсником – Джорданом Нуном. Потом их пути на некоторое время разошлись. Нун отправился в SpaceX, где работал в том числе над кораблем Dragon 2. В системе аварийного спасения у него используется двигатель SuperDraco, напечатанный на 3D-принтере.
Эллис три лета стажировался в Blue Origin Безоса, а после получения диплома его приняли туда на полную ставку. Он убедил Безоса, что нужно создать подразделение по трехмерной печати на металле (ею к тому времени занимались многие конкуренты, включая Boeing). Он же и создал его с нуля. Традиционный способ производства деталей – вытачивание на токарном станке, штамповка или литье с помощью формы. При трехмерной печати роботизированные манипуляторы накладывают слой за слоем расплавленный металл. У напечатанной ракеты меньше деталей, а следовательно, мест их соединения с помощью сварки, заклепок и т. д., а значит, меньше уязвимых мест. Скептики возражают, что при обнаружении дефектов приходится списывать в брак всю деталь и начинать ее изготовление заново. Но Эллис уверяет, что Relativity Space разработала способ, как перезапускать процесс печати с нужного места. «Печать ракет на 3D-принтере – это будущее ракетостроения и освоения космоса», – сказал он журналу Inc.
Эллис и Нун часто созванивались и говорили про ракеты, хотя работали в разных космических компаниях. Они составили примерную структуру расходов, чтобы понять, почему ракеты такие дорогие. «От 80 до 90% уходит на оплату труда», – говорил Нун Bloomberg. 3D-печать позволяет резко сократить эти расходы.
Как-то Эллис обронил, что собирается основать стартап для трехмерной печати целых ракет. Позже он признался Inc., что пытался уговорить Безоса печатать больше деталей для ракеты, но его предложения так и не были полностью реализованы. Тогда он решил сам заняться ракетостроением. Нуну идея понравилась. Оба уволились в декабре 2015 г., чтобы создать стартап Relativity Space.
«Я никогда не видел, чтобы он опускал руки, сдавался или не смог бы решить проблему, даже по-настоящему сложную, – говорил Эллис о Нуне Los Angeles Times. – Я знал, что перед нашим стартапом встанет множество проблем, и он был подходящим человеком, чтобы заставить все работать». А Нун отметил: «Я силен в технических и практических аспектах, а Эллис – в творческом мышлении и нестандартных решениях».
За 1 кг спутника
Первые деньги Relativity Space получила от венчурного инвестора Марка Кьюбана. Эллис и Нун предприняли около 20 попыток угадать адрес электронной почты Кьюбана, так как он предпочитал переписку другим формам общения. Часть писем вернулась с пометкой, что такого адреса не существует, часть попала к другим людям. Но один из адресов оказался подобран верно, и письмо с заголовком «Космос – это сексуально: трехмерная печать целой ракеты» было прочитано Кьюбаном. Эллис и Нун просили $100 000. Кьюбан через пять минут переписки с ними согласился вложить $500 000 (правда, пришлось подождать два месяца, пока шла проверка, не мошенники ли они). «Они умны, изобретательны, целеустремленны и всегда учатся, – написал Кьюбан в электронном письме The Times. – Это как раз те черты, которые я ищу в новаторах».
Сначала стартапу надо было создать огромный трехмерный принтер – на рынке не было моделей, подходящих для их целей. На это было положено немало сил. Зато сейчас принтер последнего поколения способен напечатать деталь высотой до 32 футов (почти 10 м), при том что высота ракеты Terran 1 – 115 футов (35 м). Эллис и Нун говорят, что, если даже затея с ракетой не удастся, они всегда смогут заработать на продаже промышленных 3D-принтеров.
Terran 1 /Relativity Space
Созданный на деньги Кьюбана первый принтер мог печатать детали вдвое меньшего размера, чем последнего поколения. Но напечатанный на нем действующий ракетный двигатель произвел впечатление на инвесторов. Сначала они вложили в стартап почти $10 млн, потом еще $35 млн, а в октябре 2019 г. – еще $140 млн. На этом Эллис и Нун планировали остановиться. Они не хотели размывать свою долю, а собранных средств должно было хватить на время до первого коммерческого запуска, если работать без спешки. Но в ноябре 2020 г. был проведен очередной раунд финансирования на $500 млн. Как объяснил Эллис CNBC, «необходимо ускорить развитие и масштабирование проекта». Летом того года стартап переехал в новую штаб-квартиру в Лонг-Бич (Калифорния) площадью 11 000 кв. м, где будет площадка для производства ракет (самое главное, что туда влезал по высоте их новый принтер). За прошедшие полтора года компания более чем удвоила число сотрудников. Сейчас у нее 400 с лишним человек и планируется нанять в этом году еще 200.
Эллис рассказывал Inc., что у них уже есть контракты на запуск на $1 млрд от правительственных и коммерческих структур. Terran 1 может нести до 1250 кг полезной нагрузки. Это меньше, чем Falcon 9 от SpaceX, но больше, чем у Electron производства компании Rocket Lab. Relativity Space нацелилась на нишу спутников среднего размера, примерно как автомобиль, сказал Эллис. Ее конкуренты – российский «Союз-2-1В» и европейская «Вега». Или тот же Electron, если Terran 1 выводит сразу несколько небольших спутников.
Стоимость запуска Terran 1 – $12 млн, т. е. чуть меньше $10 000 за 1 кг. В прошлом году гендиректор «Роскосмоса» Дмитрий Рогозин объявил о снижении цены на пусковые услуги для ряда спутников более чем на 30% до уровня SpaceX: до $15 000–17 000 за 1 кг вместо $20 000–30 000.
Конкурентное преимущество Relativity Space не только в стоимости, но и в том, что она может напечатать ракету под требования заказчика, изменяя и диаметр ракеты, и форму обтекателя под спутник – конечно, в дозволенных аэродинамикой пределах, объяснял Forbes. Причем она способна сделать это быстро. Когда технология будет проверена на практике, Relativity Space собирается печатать ракету за 30 дней и еще 30 дней отводит на предстартовые испытания, рассказывал Эллис журналу Scientific American. По его словам, на постройку обычной ракеты даже у SpaceX уходит от 12 до 18 месяцев. Но Маск утверждает, что его многоразовая ракета готова к новому полету через 51 день после предыдущего запуска.
Поэтому в июне Relativity Space привлекла от инвесторов еще $650 млн, чтобы ускорить разработку собственной многоразовой ракеты Terran R (конечно, тоже почти полностью напечатанную на принтере). Ее первый запуск запланирован на 2024 г. Она будет крупнее первой – высотой 216 футов (66 м) и рассчитана на 20 т полезной нагрузки.
Для Эллиса и Нуна главное, что этот проект – еще один шаг к межпланетным перелетам. Маск ищет способ доставить на Марс колонистов, а Эллис и Нун надеются, что помогут им обустроиться на Красной планете. «Если вы верите – а я верю, – что Илон [Маск] и НАСА отправят людей на Марс, то <…> им понадобится целая куча вещей», – говорил Эллис CNBC. «Наши принтеры сокращают количество инфраструктуры, которую необходимо будет доставить с Земли на Марс, чтобы создать там колонию, – объяснял Нун Inc. – Традиционно нужно отправлять тонны оборудования для завода, который сможет производить заводы, которые, в свою очередь, будут выпускать автомобили, дома, склады… В нашем видении будущего вы просто отправляете на Марс 3D-принтер, который с помощью марсианского сырья печатает все это». В выступлении перед студентами своей альма-матер Эллис добавлял: «Мы собираемся напечатать на 3D-принтере первую ракету made in Mars <…> Я не вижу будущего лет через 50, в котором ракеты не будут печататься 3D. Иное просто бессмысленно, потому что печать намного проще и дешевле».
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
3D-печать или аддитивное производство — это процесс создания трехмерных твердых объектов из цифрового файла.
Создание объекта 3D-печати осуществляется с помощью аддитивных процессов. В аддитивном процессе объект создается путем наложения последовательных слоев материала до тех пор, пока объект не будет создан. Каждый из этих слоев можно рассматривать как тонко срезанное поперечное сечение объекта.
3D-печать — это противоположность субтрактивного производства, при котором вырезают / выдалбливают кусок металла или пластика, например, на фрезерном станке.
3D-печать позволяет создавать сложные формы с использованием меньшего количества материала, чем традиционные методы производства.
Присоединяйтесь к нашему списку рассылкиНаша информационная рассылка бесплатна, и вы можете отказаться от подписки в любое время.
Как работает 3D-печать?
Все начинается с 3D-модели. Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Программное обеспечение 3D
Доступно множество различных программных инструментов. От промышленного уровня до открытого исходного кода.Мы создали обзор на нашей странице программного обеспечения для 3D.
Мы часто рекомендуем новичкам начать с Tinkercad. Tinkercad бесплатен и работает в вашем браузере, вам не нужно устанавливать его на свой компьютер. Tinkercad предлагает уроки для начинающих и имеет встроенную функцию для экспорта вашей модели в виде файла для печати, например .STL или .OBJ.
Теперь, когда у вас есть файл для печати, следующий шаг — подготовить его для вашего 3D-принтера. Это называется нарезкой.
Нарезка: от файла для печати до 3D-принтера
Нарезка в основном означает разбиение 3D-модели на сотни или тысячи слоев и выполняется с помощью программного обеспечения для нарезки.
Когда ваш файл нарезан, он готов для вашего 3D-принтера. Загрузку файла на принтер можно выполнить через USB, SD или Wi-Fi. Теперь ваш нарезанный файл готов к 3D-печати слой за слоем .
Промышленность 3D-печати
Внедрение 3D-печати достигло критической массы, поскольку те, кому еще предстоит интегрировать аддитивное производство в свою цепочку поставок, теперь составляют часть постоянно сокращающегося меньшинства. Если на ранних этапах 3D-печать подходила только для создания прототипов и разового производства, то сейчас она быстро превращается в производственную технологию.
Большая часть текущего спроса на 3D-печать носит промышленный характер. Acumen Research and Consulting прогнозирует, что к 2026 году мировой рынок 3D-печати достигнет 41 миллиарда долларов.
По мере своего развития технология 3D-печати призвана преобразовать практически все основные отрасли и изменить наш образ жизни, работы и развлечений в будущем.
Примеры 3D-печати
3D-печать включает в себя множество форм технологий и материалов, поскольку 3D-печать используется практически во всех отраслях, о которых вы только можете подумать.Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Несколько примеров:
- — товары народного потребления (очки, обувь, дизайн, мебель)
- — продукция промышленного назначения (инструменты для изготовления, прототипы, функциональные конечные детали)
- — Стоматологические изделия
- — протезирование
- — архитектурные макеты и макеты
- — реконструкция окаменелостей
- — копирование древних артефактов
- — реконструкция улик в судебной патологии
- — реквизит для фильмов
Быстрое прототипирование и быстрое производство
Компании использовали 3D-принтеры в процессе проектирования для создания прототипов с конца семидесятых годов.Использование 3D-принтеров для этих целей называется быстрое прототипирование .
Зачем использовать 3D-принтеры для быстрого прототипирования?
Короче: быстро и относительно дешево. От идеи до 3D-модели и до прототипа в руках — вопрос дней, а не недель. Итерации проще и дешевле производить, и вам не нужны дорогие формы или инструменты.
Помимо быстрого прототипирования, 3D-печать также используется для быстрого производства . Быстрое производство — это новый метод производства, при котором предприятия используют 3D-принтеры для мелкосерийного производства по индивидуальному заказу.
Связанная история
3D-печать как производственная технология
Автомобильная промышленность
Производители автомобилей уже давно используют 3D-печать. Автомобильные компании печатают запасные части, инструменты, приспособления и приспособления, а также детали конечного использования. 3D-печать позволила производить продукцию по требованию, что привело к снижению уровня запасов и сокращению циклов проектирования и производства.
Автомобильные энтузиасты во всем мире используют детали, напечатанные на 3D-принтере, для восстановления старых автомобилей.Один из таких примеров — когда австралийские инженеры напечатали детали, чтобы вернуть к жизни Delage Type-C. При этом им приходилось печатать детали, которые не производились десятилетиями.
Связанная история
Как 3D-печать меняет автомобильное производство
Авиация
Авиационная промышленность использует 3D-печать по-разному. Следующий пример знаменует собой важную веху в производстве 3D-печати: GE Aviation напечатала на 3D-принтере 30 000 кобальто-хромовых топливных форсунок для своих авиационных двигателей LEAP.Они достигли этого рубежа в октябре 2018 года, и, учитывая, что они производят 600 принтеров в неделю на сорока 3D-принтерах, это, вероятно, намного выше, чем сейчас.
Около двадцати отдельных деталей, которые ранее приходилось сваривать, были объединены в один компонент, напечатанный на 3D-принтере, который весит на 25% меньше и в пять раз прочнее. Двигатель LEAP является самым продаваемым двигателем в аэрокосмической промышленности из-за его высокого уровня эффективности, и GE экономит 3 миллиона долларов на самолет за счет 3D-печати топливных форсунок, поэтому эта единственная 3D-печатная деталь приносит сотни миллионов долларов финансовой выгоды.
Топливные форсункиGE также попали в Boeing 787 Dreamliner, но это не единственная деталь, напечатанная на 3D-принтере в 787. Конструктивные элементы длиной 33 сантиметра, которые крепят кормовой кухонный гарнитур к планеру, напечатаны на 3D-принтере компанией под названием Norsk Titanium. Компания Norsk решила специализироваться на титане, поскольку он имеет очень высокое соотношение прочности и веса и является довольно дорогостоящим, а это означает, что сокращение отходов благодаря 3D-печати имеет более значительные финансовые последствия, чем по сравнению с более дешевыми металлами, где затраты на отходы материалов равны легче впитывается.Вместо того, чтобы спекать металлический порошок с помощью лазера, как в большинстве металлических 3D-принтеров, Norsk Merke 4 использует плазменную дугу для плавления металлической проволоки в процессе, называемом Rapid Plasma Deposition (форма направленного энергетического осаждения), который может наносить до 10 кг титана. в час. Для изготовления 2-килограммовой титановой детали обычно требуется 30-килограммовый блок титана, что дает 28 кг отходов, но для 3D-печати той же детали требуется всего 6 кг титановой проволоки.
Связанная история
GE получает сертификат летной годности USAF для Metal AM Critical Part
Строительство
Можно ли распечатать здание? — Да, это так.3D-печатные дома уже доступны в продаже. Некоторые компании печатают сборные детали, а другие делают это на месте.
Связанная история
Здание для получения композитного фасада произвольной формы на 3D-принтере
Большинство статей о печати на бетоне, которые мы рассматриваем на этом веб-сайте, сосредоточены на крупномасштабных системах печати на бетоне с довольно большими соплами для большой скорости потока. Он отлично подходит для быстрой и повторяемой укладки бетонных слоев. Но для действительно сложной бетонной работы, в которой в полной мере используются возможности 3D-печати, требуется что-то более проворное и более тонкое.
Связанная история
Производство добавок к бетону усложняется
Потребительские товары
Когда мы впервые начали вести блог о 3D-печати в 2011 году, 3D-печать не была готова к использованию в качестве метода производства для больших объемов. В настоящее время существует множество примеров потребительских товаров, предназначенных для конечного использования на 3D-принтере.
Обувь
Линия 4D Adidas имеет полностью напечатанную на 3D-принтере межподошву и печатается в больших объемах.Тогда мы написали статью, в которой объясняли, как Adidas изначально выпускал для широкой публики всего 5000 пар обуви и намеревался продать к 2018 году 100000 пар моделей, наполненных AM.
С их последними версиями обуви кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних онлайн-магазинах.
Связанная история
Кроссовки с 3D-принтом в 2021 году
Очки
Прогнозируется, что рынок очков, напечатанных на 3D-принтере, достигнет 3 долларов.4 миллиарда к 2028 году. Быстро увеличивающийся раздел — это рамы для конечного использования. 3D-печать является особенно подходящим методом производства оправ для очков, потому что измерения человека легко обрабатываются в конечном продукте.
Связанная история
Fitz Frames 3D-печать детских очков с помощью приложения
Но знаете ли вы, что линзы можно также печатать на 3D-принтере? Традиционные стеклянные линзы не кажутся тонкими и легкими; они вырезаны из гораздо более крупного куска материала, называемого заготовкой, около 80% которого идет в отходы.Если учесть, сколько людей носит очки и как часто им нужно приобретать новую пару, 80% этих цифр — пустая трата времени. Вдобавок к этому лаборатории должны хранить огромные запасы заготовок для удовлетворения индивидуальных потребностей своих клиентов. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы предоставлять высококачественные индивидуальные офтальмологические линзы, избавляясь от прошлых затрат на отходы и инвентарь. В 3D-принтере Luxexcel VisionEngine используется акрилатный мономер, отверждаемый ультрафиолетом, для печати двух пар линз в час, которые не требуют какой-либо полировки или постобработки.Фокусные области также могут быть полностью настроены, так что определенная область линзы может обеспечивать лучшую четкость на расстоянии, в то время как другая область линзы обеспечивает лучшее видение вблизи.
Связанная история
Линзы для 3D-печати для умных очков
Ювелирные изделия
Есть два способа изготовления украшений на 3D-принтере. Вы можете использовать прямой или косвенный производственный процесс. Прямое относится к созданию объекта прямо из 3D-дизайна, в то время как непрямое производство означает, что объект (шаблон), который напечатан на 3D-принтере, в конечном итоге используется для создания формы для литья по выплавляемым моделям.
Здравоохранение
В наши дни нередко можно увидеть заголовки об имплантатах, напечатанных на 3D-принтере. Часто эти случаи носят экспериментальный характер, из-за чего может показаться, что 3D-печать по-прежнему является второстепенной технологией в медицине и здравоохранении, но это уже не так. За последнее десятилетие GE Additive напечатала на 3D-принтере более 100000 замен тазобедренного сустава.
Чашка Delta-TT, разработанная доктором Гвидо Граппиоло и LimaCorporate, изготовлена из трабекулярного титана, который характеризуется регулярной трехмерной гексагональной структурой ячеек, имитирующей морфологию губчатой кости.Трабекулярная структура увеличивает биосовместимость титана, стимулируя рост кости в имплант. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Еще один компонент здравоохранения, напечатанный на 3D-принтере, который делает все возможное, чтобы быть незамеченным, — это слуховой аппарат. Почти каждый слуховой аппарат за последние 17 лет был напечатан на 3D-принтере благодаря сотрудничеству между Materialise и Phonak. Компания Phonak разработала Rapid Shell Modeling (RSM) в 2001 году. До RSM для создания одного слухового аппарата требовалось девять трудоемких шагов, включая лепку вручную и изготовление форм, и результаты часто не подходили.В RSM технический специалист использует силикон для снятия слепка ушного канала, этот слепок сканируется в 3D, и после некоторых незначительных изменений модель печатается в 3D на 3D-принтере из смолы. Электроника добавляется и отправляется пользователю. С помощью этого процесса каждый год печатаются на 3D-принтере сотни тысяч слуховых аппаратов.
Стоматологическая
В стоматологической промышленности мы видим, что формы для прозрачных элайнеров, возможно, являются самыми трехмерными печатными объектами в мире. В настоящее время пресс-формы печатаются на 3D-принтере с использованием процессов 3D-печати на основе смолы и порошка, а также методом струйной печати.Коронки и зубные протезы уже напрямую напечатаны на 3D-принтере вместе с хирургическими шаблонами.
Связанная история
3 способа 3D-печати революционизируют цифровую стоматологию
Биопечать
В начале двухтысячного периода технология 3D-печати изучалась биотехнологическими фирмами и академическими кругами для возможного использования в тканевой инженерии, где органы и части тела строятся с использованием струйных технологий. Слои живых клеток наносятся на гелевую среду и медленно наращиваются, образуя трехмерные структуры.Мы называем эту область исследований термином: биопечать.
Связанная история
Сотрудничество в отрасли открывает путь к созданию легких, напечатанных на 3D-принтере
Еда
Аддитивное производство давно вторглось в пищевую промышленность. Такие рестораны, как Food Ink и Melisse, используют это как уникальный торговый аргумент для привлечения клиентов со всего мира.
Образование
Педагоги и студенты уже давно используют 3D-принтеры в классе.3D-печать позволяет студентам быстро и доступно воплощать свои идеи в жизнь.
Несмотря на то, что дипломы по аддитивному производству являются относительно новыми, университеты уже давно используют 3D-принтеры в других дисциплинах. Есть много образовательных курсов, которые можно пройти, чтобы заняться 3D-печатью. Университеты предлагают курсы по смежным с 3D-печатью предметам, таким как САПР и 3D-дизайн, которые могут быть применены к 3D-печати на определенном этапе.
Что касается прототипирования, многие университетские программы обращаются к принтерам.Есть специализации в аддитивном производстве, которые можно получить, получив степень в области архитектуры или промышленного дизайна. Печатные прототипы также очень распространены в искусстве, анимации и моде.
Связанная история
3D-печать в образовании
Типы технологий и процессов 3D-печати
Американское общество испытаний и материалов (ASTM) разработало набор стандартов, которые классифицируют процессы аддитивного производства по 7 категориям.Это:
- НДС Фотополимеризация
- Стереолитография (SLA)
- Цифровая обработка света (DLP)
- Непрерывное производство раздела жидкостей (CLIP)
- Струйная обработка материалов
- Распыление связующего вещества
- Экструзия материалов
- Моделирование наплавленного осаждения (FDM)
- Производство плавленых волокон (FFF)
- Порошковая кровать Fusion
- Многоструйная сварка (MJF)
- Селективное лазерное спекание (SLS)
- Прямое лазерное спекание металла (DMLS)
- Ламинирование листа
- Направленное распределение энергии
НДС Фотополимеризация
3D-принтер, основанный на методе фотополимеризации в чане, имеет контейнер, заполненный фотополимерной смолой.Смола затвердевает под воздействием УФ-излучения.
Схема фотополимеризации чана. Источник изображения: lboro.ac.ukСтереолитография (SLA)
SLAбыл изобретен в 1986 году Чарльзом Халлом, который в то же время основал компанию 3D Systems. В стереолитографии используется емкость с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч отслеживает поперечное сечение узора детали на поверхности жидкой смолы.Воздействие ультрафиолетового лазерного излучения отверждает и укрепляет рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
После того, как рисунок был нанесен, платформа подъемника SLA спускается на расстояние, равное толщине одного слоя, обычно от 0,05 мм до 0,15 мм (от 0,002 до 0,006 дюйма). Затем лезвие, заполненное смолой, проходит по поперечному сечению детали, повторно покрывая его свежим материалом. На этой новой поверхности жидкости прослеживается рисунок последующего слоя, соединяющий предыдущий слой.В зависимости от ориентации объекта и печати SLA часто требует использования вспомогательных структур.
Цифровая обработка света (DLP)
DLP или цифровая обработка света относится к методу печати, в котором используются свет и светочувствительные полимеры. Хотя он очень похож на SLA, ключевым отличием является источник света. DLP использует другие источники света, например дуговые лампы. DLP относительно быстр по сравнению с другими технологиями 3D-печати.
Непрерывное производство раздела жидкостей (CLIP)
Один из самых быстрых процессов с использованием фотополимеризации в ванне называется CLIP, сокращенно от Continuous Liquid Interface Production , разработанный Carbon.
Цифровой синтез света
В основе процесса CLIP лежит технология Digital Light Synthesis . В этой технологии свет от настраиваемого высокопроизводительного светодиодного источника света проецирует последовательность УФ-изображений, обнажающих поперечное сечение 3D-печатной детали, что приводит к частичному отверждению УФ-отверждаемой смолы точно контролируемым образом. Кислород проходит через проницаемое для кислорода окно, создавая тонкую жидкую поверхность раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона.Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород не дает свету отверждать смолу, расположенную ближе всего к окну, тем самым обеспечивая непрерывный поток жидкости под печатной частью. Прямо над мертвой зоной направленный вверх ультрафиолетовый свет вызывает каскадное отверждение детали.
Простая печать с использованием одного только оборудования Carbon не позволяет использовать свойства конечного продукта в реальных приложениях. После того, как свет сформировал деталь, второй программируемый процесс отверждения позволяет достичь желаемых механических свойств путем запекания детали, напечатанной на 3D-принтере, в термальной ванне или духовке.Программируемое термическое отверждение устанавливает механические свойства, вызывая вторичную химическую реакцию, заставляющую материал укрепляться, достигая желаемых конечных свойств.
Компоненты, напечатанные с использованием технологии Carbon, соответствуют деталям, изготовленным методом литья под давлением. Цифровой синтез света обеспечивает стабильные и предсказуемые механические свойства, создавая действительно изотропные детали.
Струйная обработка материалов
В этом процессе материал наносится каплями через сопло малого диаметра, аналогично тому, как работает обычный струйный бумажный принтер, но он наносится слой за слоем на платформу для сборки, а затем затвердевает под воздействием УФ-излучения.
Схема струйной печати материалов. Источник изображения: custompartnet.comBinder Jetting
При нанесении связующего используются два материала: порошковый основной материал и жидкое связующее. В камере формирования порошок распределяется равными слоями, а связующее наносится через форсунки, которые «склеивают» частицы порошка в требуемой форме. После завершения печати оставшийся порошок счищается, и его можно повторно использовать для печати следующего объекта. Эта технология была впервые разработана в Массачусетском технологическом институте в 1993 году.
Схема Binder JettingЭкструзия материалов
Моделирование наплавленного наплавления (FDM)
Схема FDM (Изображение предоставлено Википедией, сделанное пользователем Zureks)FDM работает с использованием пластиковой нити, которая разматывается с катушки и подается на экструзионное сопло, которое может включать и выключать поток. Сопло нагревается для плавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлении с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала с образованием слоев, поскольку материал затвердевает сразу после экструзии из сопла.
FDM был изобретен Скоттом Крампом в конце 80-х. После патентования этой технологии в 1988 году он основал компанию Stratasys. Термин Fused Deposition Modeling и его аббревиатура FDM являются товарными знаками Stratasys Inc.
.Производство плавленых волокон (FFF)
Точно эквивалентный термин, Fused Filament Fabrication (FFF), был придуман участниками проекта RepRap, чтобы дать фразу, использование которой не ограничивалось бы законом.
Порошковая кровать Fusion
Селективное лазерное спекание (SLS)
SLS использует лазер высокой мощности для сплавления мелких частиц порошка в массу, которая имеет желаемую трехмерную форму.Лазер избирательно плавит порошок, сначала сканируя поперечные сечения (или слои) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем поверх наносится новый слой материала и процесс повторяется, пока объект не будет готов.
Схема SLS (Изображение предоставлено Википедией от пользователя Materialgeeza)Multi Jet Fusion (MJF)
ТехнологияMulti Jet Fusion была разработана Hewlett Packard и работает с подметающим рычагом, который наносит слой порошка, а затем с другим рычагом, оснащенным струйными форсунками, который выборочно наносит связующее на материал.Кроме того, струйные принтеры наносят детализирующий агент вокруг связующего для обеспечения точных размеров и гладкости поверхностей. Наконец, слой подвергается выбросу тепловой энергии, которая вызывает реакцию агентов.
Прямое лазерное спекание металла (DMLS)
DMLS в основном такой же, как SLS, но вместо него используется металлический порошок. Весь неиспользованный порошок остается как есть и становится опорной структурой для объекта. Неиспользованный порошок можно повторно использовать для следующего отпечатка.
Из-за повышенной мощности лазера DMLS превратился в процесс лазерного плавления.Подробнее об этой и других технологиях обработки металлов читайте на нашей странице обзора технологий обработки металлов.
Связанная история
3D-печать на металле: обзор наиболее распространенных типов
Ламинирование листа
При ламинировании листов используется материал в листах, который скрепляется внешней силой. Листы могут быть металлическими, бумажными или полимерными. Металлические листы свариваются друг с другом послойно ультразвуковой сваркой, а затем на станке с ЧПУ фрезеровались до нужной формы. Можно также использовать листы бумаги, но они склеиваются клеевым клеем и вырезаются по форме точными лезвиями.
Упрощенная схема ультразвуковой обработки листового металла (Изображение предоставлено Википедией от пользователя Mmrjf3)Направленное нанесение энергии
Этот процесс в основном используется в металлургической промышленности и в системах быстрого производства. Устройство для 3D-печати обычно прикрепляется к многоосной роботизированной руке и состоит из сопла, которое наносит металлический порошок или проволоку на поверхность, и источника энергии (лазер, электронный луч или плазменная дуга), который плавит его, образуя твердый объект.
Направленное осаждение энергии с помощью металлического порошка и лазерного плавления (Изображение предоставлено: проект Merlin)Материалы
В аддитивном производстве можно использовать несколько материалов: пластмассы, металлы, бетон, керамику, бумагу и некоторые пищевые продукты (например,грамм. шоколад). Материалы часто производятся из проволочного сырья, известного как нить, порошок или жидкая смола. Узнайте больше о наших избранных материалах на нашей странице материалов.
Услуги
Хотите внедрить 3D-печать в свой производственный процесс? Получите расценки на изготовление нестандартной детали или закажите образцы на нашей странице службы 3D-печати.
Что такое 3D-печать? Как это работает?
3D-печать предоставила несколько полезных решений для строительства, медицины, пищевой и авиакосмической промышленности.Примеры 3D-печати
3D-печать проникла почти во все отрасли и предлагает инновационные решения проблем во всем мире. Вот несколько интересных примеров того, как 3D-печать меняет будущее:
Еда, напечатанная на 3D-принтере
Еда, напечатанная на 3D-принтере, кажется чем-то необычным или слишком хороша, чтобы быть правдой. На самом деле, если его можно протереть, его можно смело печатать. Как что-то из научно-фантастического шоу, 3D-принтеры накладывают пюре на настоящие ингредиенты, такие как курица и морковь, чтобы воссоздать продукты, которые мы знаем и любим.Еда, напечатанная на 3D-принтере, полностью безопасна для употребления, если принтер полностью очищен и работает должным образом. Однако вы можете заказать еду заранее. 3D-принтеры для еды по-прежнему относительно медленны. Например, для печати детализированного кусочка шоколада требуется около 15-20 минут. Тем не менее, мы видели, как принтеры изготавливают все, от гамбургеров до пиццы и даже пряничных домиков, используя эту умопомрачительную технологию.
Вот как выглядит первый дом, напечатанный на 3D-принтере, выставленный на продажу с сайта CNBC Television
3D Printed Houses
Некоммерческие организации и города по всему миру обращаются к 3D-печати, чтобы решить глобальный кризис бездомных.New Story, некоммерческая организация, занимающаяся улучшением жилищных условий, прямо сейчас печатает дома. Используя принтер длиной 33 фута, New Story может создать дом площадью 500 квадратных футов со стенами, окнами и двумя спальнями всего за 24 часа. На данный момент New Story создала мини-кварталы с 3D-печатью в Мексике, Гаити, Сальвадоре и Боливии, причем более 2000 домов напечатаны на 100%.
Органы и протезы, напечатанные на 3D-принтере
В ближайшем будущем мы увидим, как 3D-принтеры будут создавать рабочие органы для тех, кто ждет трансплантации.Вместо традиционного процесса донорства органов врачи и инженеры объединяются для разработки новой волны медицинских технологий, которые могут создавать сердца, почки и печень с нуля. В этом процессе органы сначала моделируются в 3D с использованием точных характеристик тела реципиента, а затем слой за слоем распечатывается комбинация живых клеток и полимерного геля (более известного как биочернила), чтобы создать живой человеческий орган. Эта революционная технология способна изменить известную нам медицинскую отрасль и сократить чрезвычайно большое количество пациентов в списке ожидания донорства органов в США.
3D-печать предлагает несколько дополнительных революционных средств улучшения качества жизни пациентов, делая решения более доступными для поставщиков медицинских услуг: от компонентов для хирургических машин до масок N95 и аппаратов ИВЛ, предназначенных для помощи в борьбе с COVID-19. Возможно, наиболее впечатляюще то, что технология 3D-печати позволила ускорить производство и обеспечить долговечность протезов при одновременном снижении затрат, как, например, компания GE Additive произвела более 10000 замен тазобедренного сустава с помощью 3D-печати с 2007 по 2018 год.
3D-печать для аэрокосмической техники
Будет ли будущее космических путешествий зависеть от ракет, напечатанных на 3D-принтере? Так думают такие компании, как Relativity Space в Калифорнии. Компания утверждает, что она может напечатать рабочую ракету на 3D-принтере всего за несколько дней и из 100 раз меньшего количества деталей, чем у обычного шаттла. Первая концептуальная ракета компании, Terran 1, займет всего 60 дней от начала печати до запуска в космос. Ракета будет напечатана на заказ с использованием запатентованного сплава металла, который максимизирует грузоподъемность и минимизирует время сборки.Общая грузоподъемность этой ракеты достигает 1750 кг (примерно вес среднего носорога). Неплохо для того, что вышло из принтера.
3D-печатные материалы не только легче производить быстро и с меньшими затратами, но и 3D-печать также позволяет сократить общее количество деталей, которые необходимо сваривать, а также значительно снизить вес и повысить прочность. Другой известный пример — двигатель LEAP компании GE Aviation, самый продаваемый двигатель в аэрокосмической промышленности, в котором используются топливные форсунки из кобальт-хрома, напечатанные на 3D-принтере, которые весят на 25% меньше и в пять раз прочнее, чем форсунки традиционного производства.
Машины, напечатанные на 3D-принтере
3D-печатьиспользуется в автомобильной промышленности в течение многих лет, что позволяет компаниям сокращать циклы проектирования и производства при одновременном снижении количества необходимых запасов. Запасные части, инструменты, приспособления и приспособления могут производиться по мере необходимости, обеспечивая при этом гибкость, которую невозможно было представить для предыдущих поколений.
Кроме того, 3D-печать дает автолюбителям возможность настраивать свои автомобили или восстанавливать старые автомобили с помощью деталей, которые больше не производятся.Авторемонтные мастерские могут даже использовать 3D-печать, когда сталкиваются с необычными запросами на ремонт.
Потребительские товары, отпечатанные на 3D-принтере
Потребительские товары без цифрового или электронного качества сборки, такие как обувь, очки, ювелирные изделия и т. Д., Могут производиться серийно с помощью 3D-печати. В то время как различные другие продукты могут иметь корпус или каркас, изготовленные с помощью 3D-печати, любой предмет, который может быть изготовлен в форме, также может быть изготовлен с помощью 3D-печати.
Что такое 3D-печать? Как работает 3D-печать?
Аддитивное производство существует только с 1980-х годов, поэтому методы производства, разработанные до него, часто называют традиционным производством.Чтобы понять основные различия между аддитивным и традиционным производством, давайте разделим все методы на 3 группы: аддитивное, субтрактивное и формирующее производство.
Аддитивное производство
Аддитивное производство создает трехмерные объекты путем нанесения и сплавления двухмерных слоев материала.
Этот метод практически не требует затрат времени и средств на запуск, что делает его идеальным для создания прототипов. Детали можно быстро изготовить и выбросить после использования. Детали также могут изготавливаться практически любой геометрии, что является одной из сильных сторон 3D-печати.
Одним из самых больших ограничений 3D-печати является то, что большинство деталей по своей природе анизотропны или не полностью плотны, что означает, что им обычно не хватает материала и механических свойств деталей, изготовленных с помощью методов вычитания или формования. Из-за колебаний в условиях охлаждения или отверждения разные отпечатки одной и той же детали также подвержены незначительным отклонениям, что накладывает ограничения на согласованность и повторяемость.
Субтрактивное производство
Субтрактивное производство, такое как фрезерование и токарная обработка, создает объекты путем удаления (механической обработки) материала из блока твердого материала, который также часто называют «заготовкой».
Практически любой материал можно обработать тем или иным способом, что делает эту технику широко используемой. Благодаря количеству контроля над каждым аспектом процесса этот метод позволяет производить невероятно точные детали с высокой воспроизводимостью. Для большинства проектов требуется автоматизированное производство (CAM) для построения настраиваемых траекторий движения инструмента и эффективного удаления материала, что увеличивает время настройки и затраты, но для большинства проектов это наиболее экономичный метод производства.
Основным ограничением субтрактивного производства является то, что режущий инструмент должен иметь возможность достигать всех поверхностей для удаления материала, что значительно ограничивает сложность конструкции.В то время как такие станки, как 5-осевые станки, устраняют некоторые из этих ограничений, сложные детали по-прежнему необходимо переориентировать в процессе обработки, что увеличивает время и затраты. Субтрактивное производство также является расточительным процессом из-за того, что для получения окончательной геометрии детали удаляется большое количество материала.
Формовочное производство
Формовочное производство, такое как литье под давлением и штамповка, создает объекты путем формования или формования материалов в форму с помощью тепла и / или давления.
Методы формования предназначены для снижения предельных затрат на производство отдельных деталей, но создание уникальных форм или машин, используемых в производственном процессе, означает, что затраты на установку очень и очень высоки. Тем не менее, эти методы позволяют производить детали из самых разных материалов (как металлов, так и пластмасс) с почти безупречной воспроизводимостью, поэтому при крупносерийном производстве они почти всегда наиболее рентабельны.
Сравнение этих методов
Производство — это сложно, и существует слишком много измерений для всестороннего сравнения каждого метода со всеми остальными.Практически невозможно оптимизировать все сразу по стоимости, скорости, геометрической сложности, материалам, механическим свойствам, чистоте поверхности, допускам и повторяемости.
В таких сложных ситуациях более ценны эвристика и практические правила:
- Аддитивное производство лучше всего подходит для небольших объемов, сложных конструкций и когда важна скорость.
- Субтрактивное производство лучше всего подходит для средних объемов, простой геометрии, жестких допусков и твердых материалов
- Формовочное производство лучше всего подходит для крупносерийного производства идентичных деталей.
Стоимость детали обычно является определяющим фактором, определяющим наилучший производственный процесс. В качестве грубого приближения удельные затраты на метод можно представить следующим образом:
Узнайте больше о 3D-печати и ЧПУ.
3D-печать с каждым годом становится дешевле, и в некоторых случаях она начинает конкурировать с литьем под давлением по рентабельности. Однако обычно 3D-печать и обработка с ЧПУ считаются взаимозаменяемыми для конкретных работ, поэтому мы написали подробное руководство, сравнивающее их рядом.Узнайте больше о 3D-печати и ЧПУ.
Объяснение типов 3D-печати
Многоструйная сварка (MJF)
Подобно SLS, Multi Jet Fusion также создает функциональные детали из нейлоновой пудры. Вместо того, чтобы использовать лазер для спекания порошка, MJF использует струйную матрицу для нанесения термозакрепляющих веществ на слой нейлонового порошка. Затем над слоем проходит нагревательный элемент, чтобы расплавить каждый слой. Это приводит к более стабильным механическим свойствам по сравнению с SLS, а также к улучшенному качеству поверхности.Еще одно преимущество процесса MJF — ускоренное время сборки, что приводит к снижению производственных затрат.
Моделирование наплавленного наплавления (FDM)
Моделирование наплавлением (FDM) — это распространенная настольная технология 3D-печати пластиковых деталей. Принтер FDM функционирует, выдавливая пластиковую нить слой за слоем на платформу сборки. Это экономичный и быстрый метод создания физических моделей. В некоторых случаях FDM можно использовать для функциональных испытаний, но технология ограничена из-за деталей, имеющих относительно шероховатую поверхность и недостаточную прочность.
Процессы 3D-печати на металле
Прямое лазерное спекание металла (DMLS)
3D-печать металлом открывает новые возможности для дизайна металлических деталей. Процесс, который мы используем в Protolabs для 3D-печати металлических деталей, — это прямое лазерное спекание металла (DMLS). Его часто используют для уменьшения металлических, состоящих из нескольких частей сборок до единого компонента или легких деталей с внутренними каналами или полыми элементами. DMLS подходит как для создания прототипов, так и для производства, поскольку детали имеют такую же плотность, как и детали, изготовленные с использованием традиционных методов производства металлов, таких как механическая обработка или литье.Создание металлических компонентов со сложной геометрией также делает его подходящим для медицинских приложений, где конструкция детали должна имитировать органическую структуру.
Электронно-лучевое плавление (EBM)
Электронно-лучевое плавление — это еще одна технология 3D-печати металлов, в которой для плавления металлического порошка используется электронный луч, управляемый электромагнитными катушками. Печатный стол нагревается и находится в условиях вакуума во время сборки. Температура, до которой нагревается материал, определяется используемым материалом.
Когда использовать 3D-печать
Как указывалось ранее, у приложений для 3D-печати есть пара общих знаменателей. Если количество ваших деталей относительно невелико, оптимальным вариантом может быть 3D-печать — наши рекомендации обычно составляют от 1 до 50 деталей. Поскольку объемы начинают приближаться к сотням, стоит изучить другие производственные процессы. Если ваша конструкция имеет сложную геометрию, которая имеет решающее значение для работы вашей детали, например, алюминиевый компонент с внутренним каналом охлаждения, 3D-печать может быть вашим единственным вариантом.
Выбор правильного процесса сводится к согласованию преимуществ и ограничений каждой технологии с наиболее важными требованиями вашего приложения. На ранних стадиях, когда идеи обсуждаются и все, что вам нужно, это модель, которой можно поделиться с коллегой, эти ступенчатые поверхности с вашей стороны не вызывают особого беспокойства. Но как только вы достигли точки, когда вам нужно провести пользовательское тестирование, такие факторы, как косметика и долговечность, начинают иметь значение. Хотя универсального решения не существует, правильное использование технологии 3D-печати на всех этапах разработки продукта снизит риск проектирования и, в конечном итоге, приведет к созданию более качественных продуктов.
Откройте для себя 3D-принтер, напечатанный на 3D-принтере!
Самовоспроизводящийся настольный 3D-принтер — интересная концепция, но, в конце концов, мы могли бы напечатать 3D-принтеры для более впечатляющих приложений. Самый интересный — это, конечно, пространственное исследование.
Действительно, многие ученые пытаются найти способ 3D-печати 3D-принтера прямо в космосе. Одна из этих машин будет отправлена на Луну (в качестве первого шага), а затем воссоздаст себя из лунных материалов.В настоящее время над этим работает группа исследователей из отдела механической и аэрокосмической инженерии Карлтонского университета в Оттаве. Их цель — затем напечатать на 3D-принтере целые лунные базы, а также заняться производством спутников в космосе.
Эта самовоспроизводящаяся машина 3D печатает смесь материалов, таких как пластик и железо, в различных пропорциях, в зависимости от необходимой детали. Сырье, необходимое для создания подобной смеси, могло быть извлечено из лунного реголита, материала, покрывающего почти всю лунную поверхность.
Одной из самых сложных частей при 3D-печати 3D-принтера является двигатель. Алекс Эллери, возглавляющий проект, сказал в июне, что команда была близка к тому, чтобы напечатать полностью работающий электродвигатель из материала, аналогичного тому, который можно получить на Луне, что является настоящей революцией.
Но есть еще одно условие для полного самовоспроизведения: электроника. Эллери объяснил, что это может занять гораздо больше времени. Как только появится возможность использовать одни и те же 3D-печатные 3D-принтеры для создания двигателей и электроники, эти машины позволят создавать любые производственные машины, такие как 3D-принтеры, фрезерные станки, сверла или землеройные машины.Таким образом, они будут не только самовоспроизводиться, но и способствовать созданию пространственных производственных центров. А отправка только одного из этих 3D-принтеров в космос позволит создавать огромные фабрики.
Кроме того, возможности аддитивного производства из космоса многочисленны. В самом деле, можно было бы также напечатать космические солнечные панели на спутниках, которые будут преобразовывать солнечный свет в энергию, а затем отправить эту солнечную энергию на Землю. Или даже построить космические щиты для 3D-печати, чтобы защитить Землю от солнечной радиации и бороться с глобальным потеплением.
Как работают 3D-принтеры?
Криса Вудфорда. Последнее изменение: 24 апреля 2021 г.
Даже лучшие художники изо всех сил пытаются показать нам, какие объекты реального мира выглядят во всей своей трехмерной (3D) красе. Большую часть времени это не имеет значения — просмотр фотографии или эскиза дает нам хорошая идея. Но если вы занимаетесь разработкой новых продукты, и вам нужно показать их клиентам или покупателям, ничто не сравнится с прототипом: модель, которую можно потрогать, подержать и Чувствовать.Беда только в том, что на изготовление моделей вручную уходит много времени. машины, которые могут создавать «быстрые прототипы», стоят целое состояние (до полмиллиона долларов). Ура, тогда за 3д принтеры , которые немного работают как струйные принтеры, и создавайте 3D-модели слой за слоем до 10 раз скорость и пятая стоимость. Как именно они работают? Давайте внимательнее!
Фото: 3D-печать в действии: это печатающая головка принтера Invent3D, медленно создавая объект, слой за слоем, брызгая расплавленным синим пластиком из его точно движущегося сопла.Фото капрала. Джастин Апдеграфф любезно предоставлен Корпусом морской пехоты США.
От ручных прототипов до быстрого прототипирования
Фото: Качественный скоростной прототип космического самолета, сделанный из воска. из чертежа САПР НАСА. Фото любезно предоставлено Исследовательским центром НАСА в Лэнгли (NASA-LaRC).
Раньше были такие вещи, как автоматизированное проектирование (САПР) и лазеры, модели и прототипы были кропотливо вырезаны из дерева или склеены из кусочков картона или пластика.Они могли взять дней или даже недель, чтобы заработать и обычно стоит целое состояние. Получающий внесение изменений или дополнений было трудным и отнимало много времени, особенно если использовалась сторонняя модельная компания, и это может оттолкнуть дизайнеров от внесения улучшений или принятия комментарии на борту в последнюю минуту: «Слишком поздно!»
С появлением более совершенных технологий, идея под названием быстрое прототипирование (RP) зародилась в 1980-х. как решение этой проблемы: это означает разработку моделей и прототипы более автоматизированными методами, обычно за часы или дни. чем недели, на которые раньше уходило традиционное прототипирование.3D печать является логическим продолжением этой идеи, в которой дизайнеры продукта делают свои собственные быстрые прототипы, за часы, с использованием сложных машин похожи на струйные принтеры.
Как работает 3D-принтер?
Artwork: Один из первых в мире трехмерных принтеров FDM, разработан С. Скоттом Крампом в 1980-х годах. В этом дизайне модель (розовая, 40) напечатана. на опорной плите (темно-синий, 10), которая движется в горизонтальном (X – Y) направлениях, в то время как печать головка и сопло (2 и 4, оранжевые) перемещаются в вертикальном (Z) направлении.В качестве сырья для печати используется пластиковый стержень (желтый, 46), оплавленный печатающей головкой. Процесс нагрева тщательно регулируется термопара (электрический датчик тепла), подключенная к регулятору температуры (фиолетовый, 86). Стержень выдавливается с помощью сжатого воздуха из большого резервуара и компрессор справа (зеленый, 60/62). С тех пор все немного изменилось, но основной принцип (создание объекта путем плавления и осаждения пластика под трехмерным контролем) остается прежним.Иллюстрация из патента США 5,121,329: Устройство и метод для создания трехмерных объектов, автор С. Скотт Крамп, Stratasys Ltd, 9 июня 1992 г., любезно предоставлено Управлением по патентам и товарным знакам США.
Представьте, что вы строите обычный деревянный прототип автомобиля. Ты бы начните с бруска из цельного дерева и вырежьте внутрь, как скульптор, постепенно раскрывая «спрятанный» внутри предмет. Или если вы хотели сделать модель дома по архитектурному проекту, вы бы построили это как настоящий сборный дом, наверное, вырезая миниатюрные копии стен из картона и их склейка.Теперь лазер может легко вырезать из дерева форму, и это не выходит за рамки области возможностей научить робота приклеивать картон вместе — но 3D-принтеры не работают ни одним из этих способов!
Типичный 3D-принтер очень похож на струйный принтер. с компьютера. Он создает 3D-модель по одному слою за раз из снизу вверх, путем многократной печати на одной и той же области методом, известным как моделирование методом сплавленного осаждения (FDM) . Работая полностью автоматически, принтер создает модель в течение нескольких часов, поворачивая 3D CAD. втягивание в партии двухмерных, поперечных слои — эффективно разделяют 2D-отпечатки, расположенные один поверх другой, но без бумаги между ними.Вместо того, чтобы использовать чернила, которые никогда не накапливаются объем, принтер наносит слои расплавленного пластика или порошка и сплавляет их вместе (и с существующей структурой) с помощью клея или ультрафиолета.
Q: Какие «чернила» используются в 3D-принтере? A: Пластик!
Там, где струйный принтер распыляет жидкие чернила, а лазерный принтер использует твердый порошок, 3D-принтер не использует ни того, ни другого: вы не можете построить 3D-модель, накапливая цветную воду или черную пыль! Вы можете моделировать пластик.3D-принтер по сути работает, выдавливая расплавленный пластик через крошечное сопло, которое он перемещает точно под компьютером контроль. Он печатает один слой, ждет, пока он высохнет, а затем печатает следующий слой поверх. В зависимости от качества принтера, то вы получаете либо потрясающе выглядящую трехмерную модель, либо множество двухмерных пластиковых линий, грубо лежащих друг на друге — как глазурь для торта с плохо нанесенным трубопроводом! Очевидно, что пластик, из которого печатаются модели, имеет огромное значение.
Фото: 3D-принтер Lulzbot.Вы можете увидеть маленькую катушку из сырого красного пластика. («нить»), которая подается в печатающую головку сверху. Фото Стефана Белчера любезно предоставлено ВМС США.
Когда мы говорим о пластике, мы обычно имеем в виду «пластик»: если вы прилежный переработчик, вы знаете, что существует множество типов пластика, все они различны как химически (по их молекулярному составу), так и физически (в их поведение по отношению к теплу, свету и т. д.). Неудивительно, что в 3D-принтерах используются термопласты , (пластмассы, которые плавятся при нагревании и превращаются в твердые, когда снова охлаждают), и обычно ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота) или PETG (полиэтиленгерефталат гликоль).
Пожалуй, наиболее знакомый материал, из которого изготавливаются кирпичи LEGO®, ABS также широко используется в салонах автомобилей (иногда и во внешних деталях, таких как колпаки), для изготовления внутренних частей холодильников и в пластиковых деталях компьютеров (вполне вероятно, мышь и клавиатура, которыми вы сейчас пользуетесь, сделаны из АБС-пластика). Так почему этот материал используется для 3D-печати? На самом деле это смесь твердого и прочного пластика (акрилонитрил) с синтетическим каучуком (бутадиенстирол). Он идеально подходит для 3D-печати, потому что он твердый при комнатной температуре и плавится при температуре чуть выше 100 ° C (220 ° F), что достаточно прохладно, чтобы плавиться внутри принтера без слишком сильного нагрева, и достаточно горячее, чтобы модели, напечатанные с его помощью, выиграли ». тают, если их оставить на солнце.После схватывания его можно отшлифовать или покрасить; Еще одно полезное свойство ABS — это то, что он имеет бело-желтый цвет в необработанном виде, но могут быть добавлены пигменты (химические вещества цвета в краске), чтобы придать ему практически любой цвет. В зависимости от типа принтера, который вы используете, вы подаете на него пластик в виде маленьких шариков или нитей (например, пластиковых ниток).
PLA проще в использовании, чем ABS, и немного более экологичен, хотя он более мягкий и менее прочный. PETG — это промежуточный вариант, близкий к прочности ABS, его легко формовать и относительно легко перерабатывать.
Вам не обязательно печатать в 3D с помощью пластика: теоретически вы можете печатать объекты, используя любой расплавленный материал, который достаточно быстро затвердевает и затвердевает. В июле 2011 года исследователи из Английский университет Эксетера представил прототип пищевого принтера, который может печатать 3D-объекты с использованием расплавленного шоколада!
Преимущества и недостатки
Фото: B9Creator ™ — типичный недорогой 3D-принтер своими руками. Первоначально он был доступен в виде комплекта по цене 2495 долларов; теперь он приходит в собранном виде в трех разных версиях по цене от 6000 до 12000 долларов.Фото любезно предоставлено Винделлом Х. Оскей, www.evilmadscientist.com, опубликовано на Flickr в 2012 г. под лицензией Creative Commons.
Производители 3D-принтеров заявляют, что они в 10 раз быстрее, чем другими методами и в 5 раз дешевле, поэтому они дают большие преимущества для люди, которым нужны быстрые прототипы за часы, а не дни. Несмотря на то что высокопроизводительные 3D-принтеры они по-прежнему дороги (обычно около 25 000–50 000 долларов), они часть стоимости более сложных машин RP (которые входят в от 100 000 до 500 000 долларов), а гораздо более дешевые машины также есть в наличии (вы можете купить комплект 3D-принтера Tronxy примерно за 100–200 долларов).Они также достаточно маленькие, безопасные, простые в использовании и надежны (функции, которые сделали их все более популярными в таких местах, как проектные / инженерные школы).
С другой стороны, отделка моделей, которые они производят, обычно уступает тем, которые производятся на станках с РП более высокого класса. Выбор материалы часто ограничиваются одним или двумя, цвета могут быть грубыми, и текстура может не очень хорошо отражать предполагаемую отделку продукта. Как правило, модели, напечатанные на 3D-принтере может быть лучше для предварительной визуализации новых продуктов; более сложные машины RP могут быть использованы позже в процессе, когда проекты близки к доработке и такие вещи, как точная поверхность текстуры важнее.
Приложения
Для чего можно использовать 3D-принтер? Это немного похоже на вопрос «Как много способов использовать копировальный аппарат? »Теоретически единственным ограничением является ваше воображение. На практике пределы — это точность модель, с которой вы печатаете, точность вашего принтера и материалы, которыми вы печатаете. Современная 3D-печать была изобретена около 25 лет назад, но по-настоящему он начал набирать обороты только в последнее десятилетие. Довольно технология все еще относительно новая; даже в этом случае диапазон использования 3D-печати довольно удивительно.
Медицина
Фото: пластиковые сердца, напечатанные на 3D-принтере, позволяют хирургам проводить операции без риска. Модель доктора Мэтью Брамлета. Фотография, являющаяся общественным достоянием, опубликована на Flickr благодаря галерее изображений NIH США и 3D Print Exchange.
Жизнь — путешествие в один конец; склонные к ошибкам, стареющие люди со складками, осыпающиеся тела, естественно, видят большие перспективы в технологии, которая возможность создания заменяющих частей тела и тканей. Вот почему врачи были одними из первых, кто начал изучать 3D-печать.Уже у нас видел 3D-печатные уши (от индийской компании Novabeans), руки и ноги (от Limbitless Solutions, Biomechanical Robotics Group и Bespoke) и мускулы (от Корнельского университета). 3D-принтеры имеют также использовались для производства искусственной ткани (Organovo), клеток (Samsara Sciences) и кожа (в партнерстве косметических гиганты L’Oreal и Organovo). Хотя мы еще далеки от того, чтобы полностью напечатанные на 3D-принтере сменные органы (например, сердце и печень), все быстро движется в этом направлении.Один проект, известный как Тело на чипе, управляется Институтом регенеративной медицины Уэйк Форест в Северной Каролине, печатает миниатюрные человеческие сердца, легкие и кровеносные сосуды, помещает их на микрочип и проверяет их искусственной крови.
Помимо сменных частей тела, все чаще используется 3D-печать. используется для медицинского образования и обучения. В детском доме Никлауса Больница в Майами, Флорида, хирурги практикуют операцию на 3D-копии детских сердечек.В другом месте то же самое Техника используется для репетиции операции на головном мозге.
Аэрокосмическая и оборонная промышленность
Разработка и испытание самолетов — дело сложное и дорогое: Boeing Внутри Dreamliner около 2,3 миллиона компонентов! Несмотря на то что компьютерные модели могут быть использованы для проверки многих аспектов того, как самолеты вести себя, точные прототипы еще нужно сделать для таких вещей, как испытания в аэродинамической трубе. А 3D-печать — простой и эффективный способ сделай это. В то время как коммерческие самолеты строятся в больших количествах, военные самолеты, скорее всего, будут сильно индивидуализированы, а 3D-печать позволяет проектировать, испытывать и производить мелкосерийные или единичные детали как быстро и экономично.
Фото: ВМС США испытывают 3D-принтеры на кораблях с тех пор. один был установлен на USS Essex в 2014 году. Теоретически бортовой принтер делает корабль более самодостаточным, с меньшими затратами на запасные части и материалы, особенно в военное время. Это подводное беспроводное зарядное устройство, напечатанное на 3D-принтере. типично для объектов, которые могут быть напечатаны во время миссии в море. Фото Девина Писнера любезно предоставлено ВМС США.
Космические аппараты даже сложнее самолетов и имеют дополнительные недостаток в том, что они «производятся» в крошечных количества — иногда когда-либо производится только один.Вместо того, чтобы идти на все расходы изготовления уникальных инструментов и производственного оборудования, он может многое сделать Разумнее печатать на 3D-принтере одноразовые компоненты. Но зачем вообще делать части космоса на Земле? Доставка сложных и тяжелых конструкций в пространство сложно, дорого и требует много времени; способность к производить вещи на Луне или на других планетах, может оказаться бесценный. Легко представить космонавтов (или даже роботов) в 3D. принтеры для производства любых предметов, которые им нужны (включая запасные частей), вдали от Земли, когда они им нужны.Но даже обычные космические проекты, порожденные Землей, могут извлечь выгоду из скорость, простота и дешевизна 3D-печати. Последние, поддерживаемые людьми NASA Rover использует детали, напечатанные на 3D-принтере, созданные с помощью Stratasys.
Фото: С запчастями и ремонтом проблем нет. 3D-принтер Lulzbot Taz 6, используемый для изготовления запасных частей на борту военного корабля США, крупным планом. Фото Кристофера А. Велойказы любезно предоставлено ВМС США.
Визуализация
Создание прототипов самолетов или космических ракет является примером гораздо более широкое применение для 3D-печати: визуализация того, как новые дизайны будут смотреть в трех измерениях.Мы можем использовать такие вещи, как виртуальная реальность для это, конечно, но люди часто предпочитают то, что видят и трогать. Все чаще 3D-принтеры используются для быстрого и точного архитектурное моделирование. Хотя мы (пока) не можем печатать 3D в материалах например, кирпич и бетон, существует широкий ассортимент пластмасс. доступны, и их можно раскрасить, чтобы они выглядели как реалистичные здания отделка. Точно так же 3D-печать теперь широко используется для прототипирование и тестирование промышленных и потребительских товаров. Поскольку многие повседневные вещи вылеплены из пластика, 3D-печатная модель может выглядеть очень похож на готовый продукт — идеально подходит для фокус-группы тестирование или исследование рынка.
Персонализированные товары
Современная жизнь — от пластиковых зубных щеток до фантиков. здесь-сегодня, ушел-завтра — удобно, недорого и одноразово. Однако не все ценят серийное массовое производство. вот почему так популярны дорогие «дизайнерские этикетки». в в будущем многие из нас смогут пользоваться преимуществами доступные, персонализированные продукты, изготовленные на заказ в точном соответствии с нашими требованиями Технические характеристики. Ювелирные изделия и модные аксессуары уже печатается на 3D-принтере.Так же, как веб-сайт Etsy создал всемирное сообщество ремесленников, поэтому Zazzy воспроизвел что с использованием технологии 3D-печати. Благодаря простым онлайн-сервисам вроде Shapeways, каждый может сделать свои собственные ник-нэки на 3D-принтере для себя или для себя. продавать другим людям без затрат и хлопот, связанных с использованием собственного 3D-принтера (даже Staples теперь предлагает услуги 3D-печати в некоторых своих магазинах).
«Товары по индивидуальному заказу» — это не просто вещи, которые мы покупаем и используем: еда, которую мы едим, тоже может попасть в эту категорию.На приготовление нужно время, умение и терпение, потому что готовится аппетитный еда выходит далеко за рамки смешивания ингредиентов и нагревания их на плите. Поскольку большинство продуктов можно выдавливать (выдавливать через сопла), они могут (теоретически) также можно напечатать в 3D. Несколько лет назад, Зло Безумный Scientist Laboratories в шутку напечатали какие-то странные предметы из сахар. В 2013 году New York Times обозреватель А.Дж. Джейкобс поставил перед собой задачу распечатайте всю еду, включая тарелку и столовые приборы. в Он случайно натолкнулся на работу Ход Липсона из Корнельского университета, кто верит, что еда может быть когда-нибудь лично, напечатана на 3D-принтере, чтобы соответствовать точные потребности вашего организма в питании.Что аккуратно переносит нас в будущее …
Фото: Теоретически вы можете делать 3D-отпечатки из любого сырья, в которое вы можете подавать. ваш принтер. Вот несколько фантастических 3D-объектов, напечатанных из сахарного песка «CandyFab 4000» (взломанный старый плоттер HP) от всегда занятных людей в лабораториях злых безумных ученых. Фотография любезно предоставлена Винделлом Х. Оскей, www.evilmadscientist.com, опубликована на Flickr в 2007 году по лицензии Creative Commons License.
Будущее 3D-печати
Многие люди верят, что 3D-печать возвещает не только о приливной волне дерзких пластиковых уловок, но революция в обрабатывающей промышленности и мировая экономика, которой он управляет.Хотя 3D-печать будет безусловно, позволяет нам делать наши собственные вещи, есть ограничить то, что вы можете достичь самостоятельно с помощью дешевого принтера и трубка из пластика. Реальные экономические выгоды могут быть получены тогда, когда 3D-печать повсеместно принята крупными компаниями в качестве центрального столп обрабатывающей промышленности. Во-первых, это позволит производители предлагают гораздо больше возможностей настройки существующих продуктов, поэтому доступность готового массового производства будет в сочетании с привлекательностью одноразового ремесла, сделанного на заказ.Во-вторых, 3D-печать — это, по сути, роботизированная технология, поэтому она будет снизить стоимость производства до такой степени, что опять же, экономически выгодно производить товары в Северной Америке и Европа, которую в настоящее время собирают дешево (плохо оплачиваемыми людьми) в таких местах, как Китай и Индия. Наконец, 3D-печать повысит производительность (поскольку для того, чтобы делать то же самое, потребуется меньше людей), снижение общие затраты на производство, что должно привести к снижению цен и больший спрос — и это всегда хорошо для потребителей, для производители и экономика.
Фотография: два вида печатающей головки (иногда называемой «головкой инструмента») 3D-принтера. Фото Эшли Маклафлин любезно предоставлено Корпус морской пехоты США.
3D-печать смолой или филаментом: что лучше для вас?
Источник: Windows Central
Лучший ответ: Если вы хотите делать массивные 3D-печатные изделия или хотите закончить печать, то филаментный принтер — лучший выбор для вас. Если вам нужно качество продукции на машине или вы хотите распечатать небольшие модели с высоким уровнем детализации, то мы бы порекомендовали полимерный принтер SLA / DLP.
Что такое печать SLA / DLP?
Источник: Windows CentralПринтеры для стереолитографии / цифровой обработки света (SLA / DLP) — это, по сути, 3D-принтеры, которые печатают с использованием света для отверждения жидкой смолы на слои. В более дешевых версиях используется ЖК-экран для просвечивания УФ-изображения на смолу, которая превращает ее в твердый слой. Затем платформа для печати слегка приподнимается, чтобы дать высохнуть следующему слою.
Это позволяет вам напечатать модель с чрезвычайно мелкими деталями, намного больше, чем может произвести стандартный филаментный принтер, и для получения результата требуется гораздо меньше постобработки, чтобы получить готовый продукт.
Обратной стороной является то, что они, как правило, имеют меньшие рабочие пластины, чем филаментные (FDM) принтеры, поэтому на них нельзя изготавливать большие детали. Кроме того, они, как правило, немного медленнее, чем принтеры FDM, так как им приходится лечить. Вам также нужно будет вымыть отпечаток и затем отвердить его после того, как он будет отпечатан, чтобы получить полный эффект.
Тем не менее, были достигнуты большие успехи в решении обеих этих проблем. Теперь вы можете купить отличную станцию для промывки и отверждения, которая может значительно ускорить процесс отверждения, а Peopoly выпустила огромный принтер под названием Phenom, который будет печатать ваши детали смолой в гораздо большем масштабе.
Что такое FDM-печать?
Источник: Windows CentralМоделирование наплавлением (FDM) — это стиль печати, с которым вы, вероятно, знакомы больше всего. Нить пластика, называемая нитью, расплавляется через горячий конец и осаждается на рабочей пластине. Следующий слой помещается поверх предыдущего.
ПечатьFDM широко используется при моделировании и производстве более крупных деталей, таких как доспехи для косплея и шлемы. Характер печати делает его очень простым в настройке и очень легком изучении.Большинство производителей по всей стране используют принтеры FDM, поскольку они дешевы и надежны. Печать FDM также очень хороша для создания практичных отпечатков. Многие принтеры могут печатать экзотические материалы, такие как углеродное волокно и невероятно прочный нейлон. Из них можно делать прочные модели и движущиеся части.
Только когда вы начинаете хотеть изготавливать модели меньшего размера с более мелкими деталями, печать FDM может застопориться. Это не значит, что хорошо настроенный принтер FDM не может дать вам потрясающих деталей; они могут.Если вы посмотрите на модель Джокера, которую мы использовали Wekster, вы увидите, что, хотя модель не так хороша, как версия из смолы, она все равно выглядит превосходно.
Итак, какой же
вы должны купить ?Хороший вопрос. Все зависит от того, какую печать вы хотите сделать.
Если вы надеетесь напечатать миниатюры для настольных игр, детализированные модели или детали производственного качества, то принтер SLA / DLP — лучший выбор. Уровень разрешения, который может принести полимерный принтер, невероятен.
Если вы надеетесь создавать крупномасштабные модели, предметы для косплея, такие как доспехи или шлемы, или хотите быстро создавать прототипы, то 3D-принтер FDM, вероятно, будет правильным выбором для вас. Это дает вам самый широкий выбор возможностей по отличной цене.
Лучший FDM
КомплектPrusa Mk3
Тебе не стать лучше
Для первого 3D-принтера FDM вы действительно не можете добиться большего, чем Prusa Mk3. Его расширенные функции и поразительное качество печати делают его лучшим принтером, который можно купить менее чем за 1000 долларов.
На рынке представлен значительный ассортимент 3D-принтеров FDM по цене, подходящей для любого кармана. Мы решили продемонстрировать здесь Prusa Mk3, потому что это идеальное сочетание цены, расширенных функций и качества печати. Я бы порекомендовал купить комплектную версию Prusa, так как это даст вам возможность узнать больше о том, как работает принтер, и даст вам представление о том, как это исправить, если что-то пойдет не так.
Значение SLA / DLP
Elegoo Mars Pro 2
Фантастическая цена
Elegoo Mars впечатляет.За гораздо меньшую цену, чем вы думаете, вы можете приобрести полимерный принтер, который надежно сделает удивительно детализированные модели.
Мы выбрали Elegoo Mars для этого сравнения, потому что цена начального уровня как раз подходит для того, чтобы впервые опробовать полимерные принтеры. Марс — это откровение для всех, кто никогда раньше не использовал полимерный принтер, поскольку он настолько дешев, но при этом каждый раз дает потрясающие отпечатки.
Мы можем получать комиссию за покупки, используя наши ссылки. Учить больше.
Принтеры на любой бюджетЛучшие дешевые 3D-принтеры до 500 долларов — все здесь, чтобы вы могли выбрать
Хотя 3D-печать часто может быть дорогим хобби, это не обязательно.Есть много фантастических принтеров, доступных по цене менее 500 долларов, поэтому мы хотели сосредоточиться на них в этой статье. Возможно, вы только начинаете заниматься 3D-печатью или хотите расширить свою коллекцию с помощью бюджетных рабочих лошадок, но в любом случае у нас есть что-то для вас в нашем списке лучших бюджетных 3D-принтеров. Виды 3D …
Развивайте детское творчество!Какие 3D-принтеры и аксессуары подходят для детей?
Вы слышали, как они говорят о 3D-принтерах и не уверены, как лучше всего ими воспользоваться.