С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-1
Производитель токарного часового станка модели С-1 — Пензенский часовой завод «Заря». Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом «Заря»
С-1 Станок токарный настольный часовой. Назначение, область применения
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1

Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1

Фото токарного станка С-1
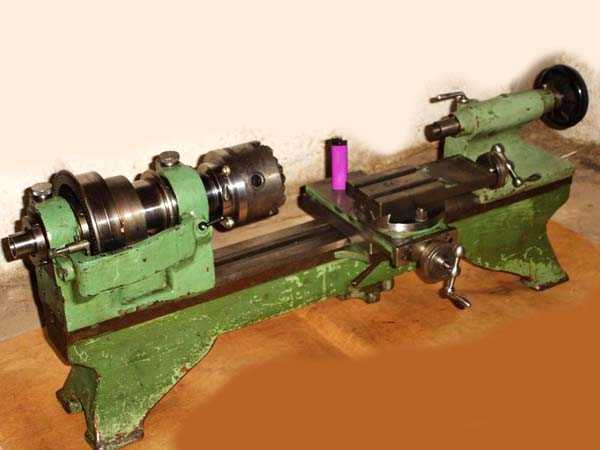
Фото токарного станка С-1
Фото токарного часового станка Schaublin-70

Фото токарного часового станка Schaublin-70

Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе

Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1

Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1

Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
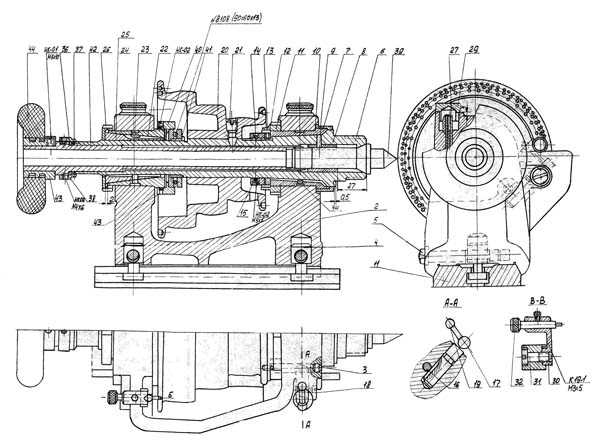
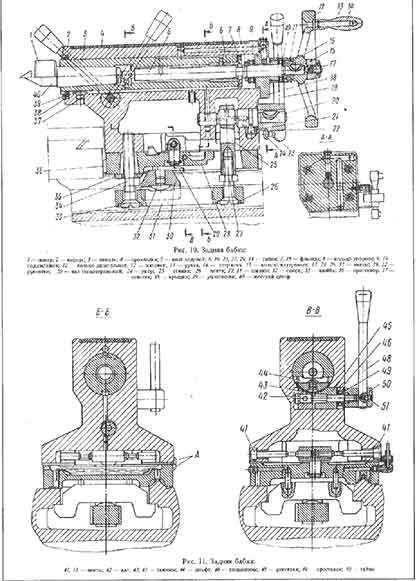
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
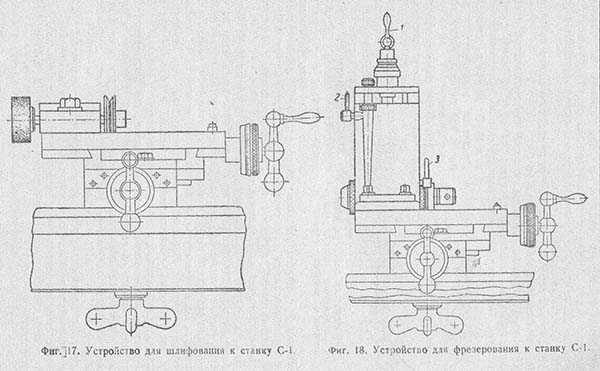
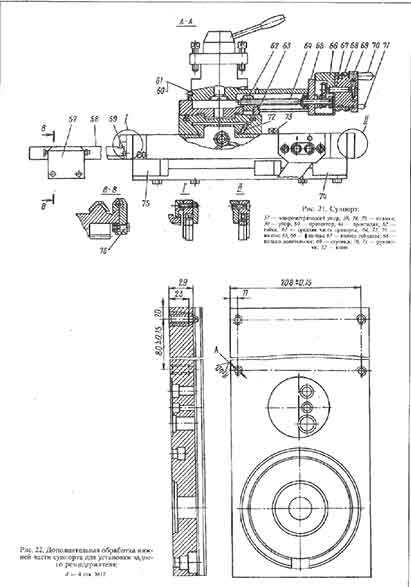
Устройства для фрезерования и шлифования крепятся на суппорте станка.
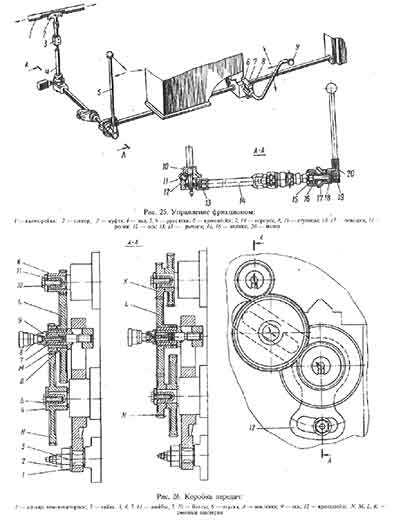
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
Кинематическая схема устройств фрезерования для станка С-1
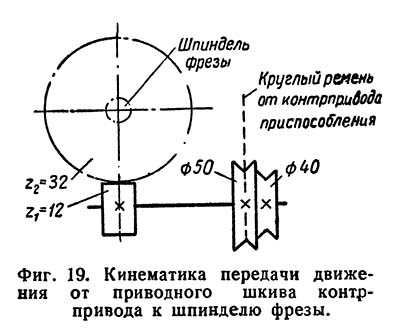
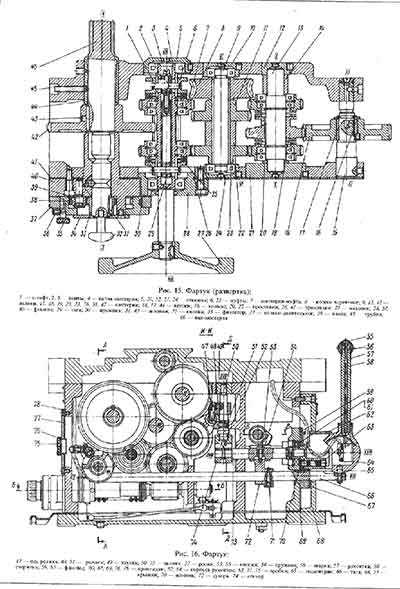
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
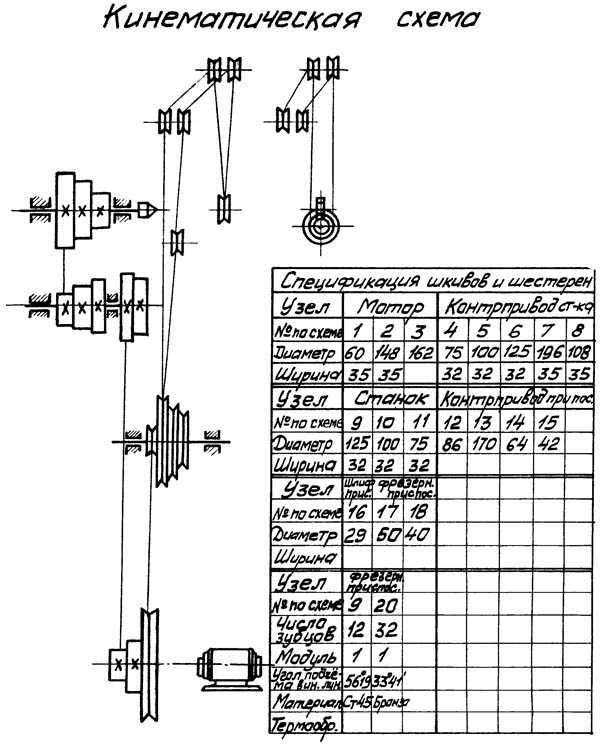
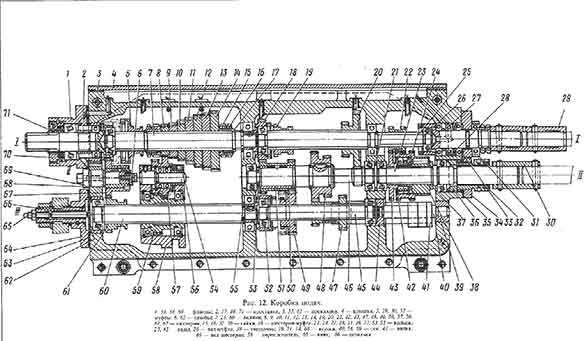
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
С-1 Станок токарный настольный часовой. Видеоролик.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Модельный станок «Умелые руки» К-1 / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru

В пятницу было ДР, родитель, зная о моем увлечении, притащил тяжелый и приятно позвякивающий сверток. Так-так-так, посмотрим что там.
Угу, советская фиговина, похожая на соковыжималку. Пытаюсь поднять мутное стекло и оно отваливается вместе с крышкой. Ставлю в сторону. Ага, вижу пилу. Это маленькая циркулярка? Отлично, пригодится, а то ножовкой пилить уже задолбался.

Правая крышка явно снимается… снимаю, вижу конец стержня с резьбой, закрепленный гайкой. Что это? Вал, который проходит насквозь? Но при включении он не крутится, только пила…

Пытаюсь отпилить что-нибудь… тонкий лист больше жует чем пилит, но… почему так мало места справа от пилы? Как же я буду что-то длинное отпиливать, например, кусок от болванки? Правая часть явно должна сниматься… пытаюсь потянуть… опа-ча! Выдвигается на круглых направляющих, и я вижу справа центр, а слева какую-то зубастую штуковину-корону…

Снимаю кожух… да это же… передняя бабка станка по дереву и задний центр!
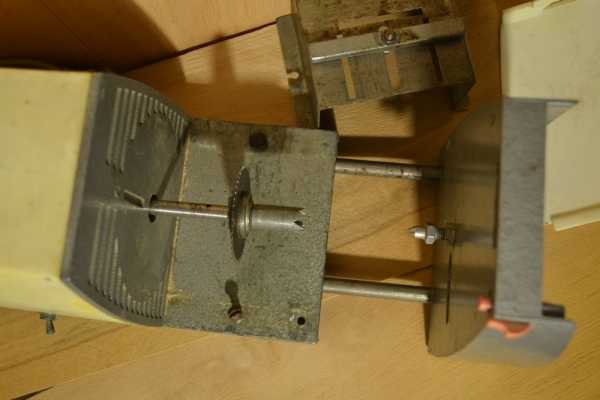
Снятая пила и «зубастая штуковина».

Явно не комплект. В коробочке только… керно и никаких больше деталей. Но как же гугглить-то, где название станка? Обычно пишется на передней стенке, а тут ничего нет… переворачиваю вверх ногами…

Да вот же оно:

По марке нагуглил название и понял что многих деталей не хватает:

И появилось куча вопросов, к опытным господам, у которых был такой или подобный станок.
Т.к. мой опыт токаря включает в себя несколько уроков в средней школе (один урок на токарном по металлу, один на фрезерном, и несколько на деревообрбатывающем токарном), да несколько часов на токарнике на заводе, а инструкцию к этой «соковыжималке» нагугглить не смог, то вопросы возникли такие:
1) Стекло побелело, а оно нужно для защиты от летящей стружки. Как его можно очистить? Спирт, ацетон не берут, полировальный круг палит даже на низких оборотах. У меня уже возникла идея вырезать окно и вставить туда новый кусок поликарбоната.
2) Как с ним работать? Особенно по технике безопасности. С пилой понятно: есть столик-суппорт, нет защитного кожуха сверху.
3) Как правильно закрепить деревянную заготовку, чтобы не улетела в лицо? Я помню что надо деревянный брусок срезать углы хотя бы до восьмиугольника и потом уже доточить до круга. А закреплять как? Втыкаем в «корону» и поджимаем правым центром? Насколько сильно? Я помню что на центр мажут солидол. Обычное масло для швейных машинок подойдет? Или лучше достать таки солидол?
4) Заметил что передняя бабка и задний центр совсем не соосны. Разница в осях до сантиметра. Насколько это критично?
5) Пила на фото — по дереву? Или металл тоже возьмет?
6) Реально ли на таком станке закрепить и обрабатывать латунные детали? Резьба вала — М8.
7) Попытаюсь сделать круглую насадку под шлифкруги, отсутствующий суппорт для стамесок.
В этой теме в коментах буду добавлять свой опыт работы со станком, изготовление приспособ и задавать появляющиеся вопросы. Буду рад ответам и советам.
Upd1:
Так, заменил стекло.
К слову, вдруг кто не знал, поликарбонат вполне сносно рубается и гнется промышленными станками по металлу (в отличии от оргстекла).

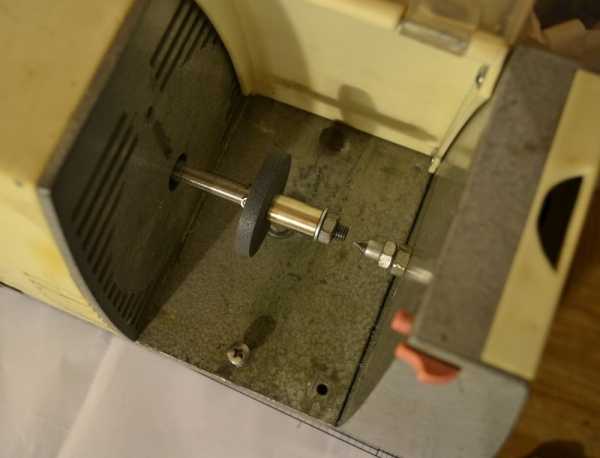
И в хозяйстве по счастливой случайности оказались шлифовальный стоматологические круги двух видов. Мелкозернистые с втулкой из чего-то типа силумина, почти подходящие по размеру не посадочного места пилы, но основного диаметра вала и второй тип диска из чего-то среднего между абразивным кругом и резиной, наверное полировочный как зеленый к дремелю. Чуть расточил втулку круглым напильником, надел на вал. В валу было отверстие, в него винт М3 с гайкой, затем диск, затем трубка, зафиксировал гайкой. Гайка вжала диск к винту с гайкой, грань гайки зафиксирована плоскостью диска, не должна выкрутится.

Вопросы:
1) Правильно ли закреплен диск? Не раскрутится, ли, не вылетит?
2) Как закрепить второй тип дисков, у них посадочное на миллиметр шире вала. Придется втулку-переходник точить?
3) Какой столик сделать для диска? Такой же как для пилы, с прорезью?
Upd2:
Сделал подставку под резцы (подручник). С креплением на 2 винта.
Первые попытки (спустя 18 лет) токарной работы по дереву:


Upd3:
Попытка резать кольца из меди на деревянной шайбе… больше неудачная чем удачная.
steampunker.ru
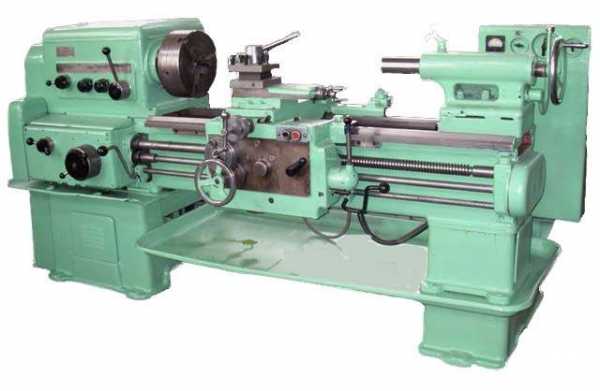
Общий вид токарно-винторезного станка 1к62
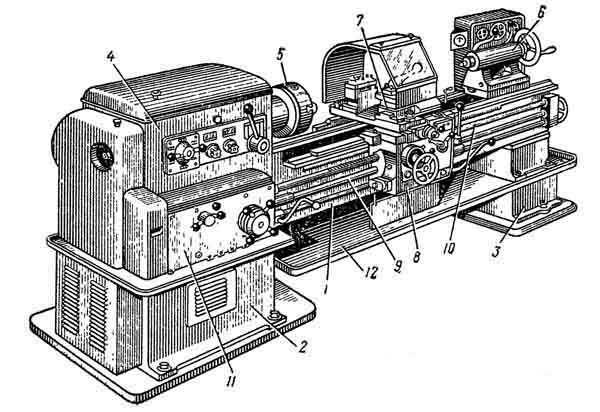
Рис.1.1.Токарно-винторезный станок 1К62
На рисунке показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4, В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в резцедержателе суппорта 7. Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
Расположение составных частей токарного станка 1К62
Рис.1.2. Расположение составных частей
Спецификация составных частей токарного станка 1к62
Бабка передняя — 1К62.02.01
Ограждение патрона — 1К62.260.001
Патрон поводковый — 16Б20П.090.001
Каретка — 1К62.05.01
Ограждение — 1К62.50.01
Суппорт — 1К62.04.01
Механизм отключения рукоятки — 1К62.52.001
Охлаждение — 1К62.14.01
Бабка задняя — 1К62.03.01
Электрооборудование — 1К62.18.01
Станина — 1К62.01.01
Фартук — 1К62.06.01
Переключение — 1К62.11.01
Моторная установка — 1К62.15.01
Коробка подач — 1К62.07.01
Шестерни сменные — 1К62.78.02
Расположение органов управления токарного станка 1К62
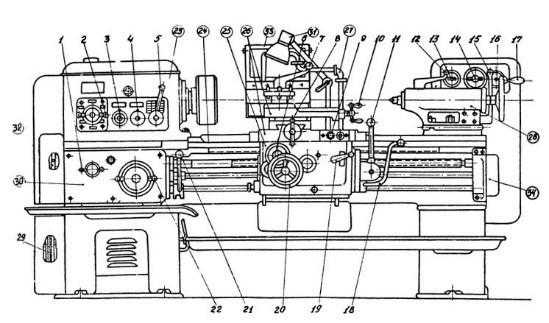
Рис.1.3. Токарно-винторезный станок 1К62
Перечень органов управления токарного станка 1к62
Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль
Рукоятки установки чисел оборотов шпинделя
Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многозаходные резьбы
Рукоятка установки правой и левой резьбы и подачи
Рукоятки установки чисел оборотов шпинделя
Кнопка включения реечной шестерни при нарезании резьбы
Рукоятка индексации и закрепления резцовой головки
Рукоятка поперечной подачи суппорта
Кнопочная станция пуска и останова электродвигателя главного привода
Рукоятка подачи верхней части суппорта
Рукоятка управления быстрыми перемещениями каретки и суппорта
Рукоятка крепления пиноли задней бабки
Выключатель насоса охлаждения
Линейный выключатель
Рукоятка крепления задней бабки
Выключатель местного освещения
Маховичок перемещения пиноли задней бабки
Рукоятки включения, выключения и реверсирования шпинделя
Рукоятка включения маточной гайки
Маховичок ручного перемещения суппорта и каретки
Рукоятки включения, выключения и реверсирования шпинделя
Рукоятка установки величины подачи и шага резьбы
Технические данные и характеристики станка модели 1К62
Таблица 1.1.Техническая характеристика станка модели 1К62
Параметры станка | 1К62 |
Максимальный диаметр заготовки, мм: | |
над станиной | 435 |
над суппортом | 224 |
Продолжение таблицы 1.1
Максимальная длина обрабатываемой заготовки, мм | 1000,1500 |
Размер внутреннего конуса в шпинделе | Морзе 6 |
Диаметр цилиндрического отверстия в шпинделе | 55 (62*) |
Число ступеней частот вращения шпинделя | 23 |
Частота вращения шпинделя | 12,5…2000 мин-1 |
Число ступеней рабочих подач: | |
продольных | 42(56*) |
поперечных | 42(56*) |
Рабочие подачи, мм/об: | |
продольные | 0,70…4,16 (0,036…7,54*) |
поперечные | 0,035…2,08 (0,018…3,77*) |
Число нарезаемых резьб: | |
метрических | 45(53*) |
дюймовых | 28(57*) |
модульных | 38 |
питчевых | 37 |
архимедовой спирали | 5 |
Шаг нарезаемой резьбы: | |
метрической | 0,5…192 мм |
модульной | 0,5…48 модулей |
дюймовой | 24…15/8 ниток на дюйм |
питчевой | 96…1 питч |
архимедовой спирали | 3/8″, 7/16″, 8; 10 и 12 мм |
Быстрые установочные перемещения суппорта, м/мин: | |
продольного | 4,5 |
поперечного | 2,25 |
Размер внутреннего конуса в задней бабке | Морзе 5 |
Наибольшее перемещение пиноли задней бабки, мм | 200 |
Поперечное смещение корпуса задней бабки, мм | ±15 |
Максимальное сечение резца | 25 |
Масса станка, кг, при длине обработки: | |
1500мм | 3440 |
studfiles.net
Токарно-винторезный станок 1К62Д, 1К625Д — Всё для чайников
Токарно-винторезный станок 1К62Д, 1К625Д
- Подробности
- Категория: Токарные станки
Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Скачать документацию
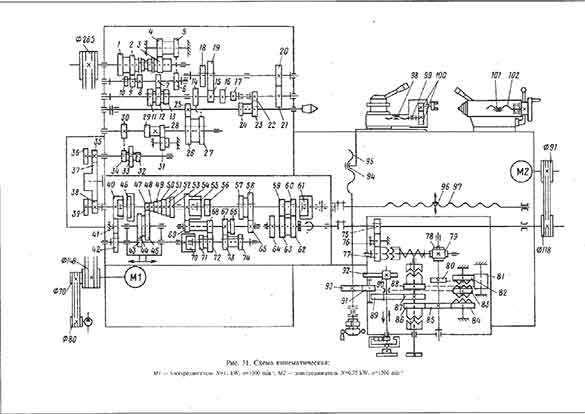
Кинематическая схема
Передняя бабка
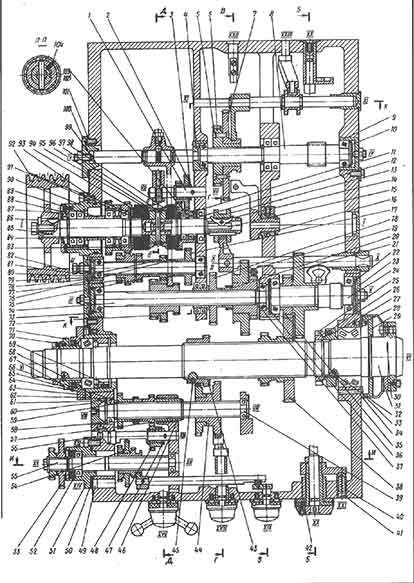
Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Задняя бабка
Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
Коробка подач
Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
Фартук (рис. 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт
Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)
Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
Электрическая схема

Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис. 35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
Скачать документацию
forkettle.ru
Что за станок 1К62М? — Вопросы по выбору станков и оборудования
Попался мне станок, продавец утверждает что 1К62М. Дату выпуска разобрал 1961г. Вместо обычного резцедержателя и верхних малых салазок стоит резцедержатель под один резец(встречал такое только на мелких часовых станочках) и гидрокопир(на шильде вроде ГПС-41). Станок коротыш 750 РМЦ. И самая главные фишка в том, что ходовой винт отсутствует как класс, на передней бабке всего 3 рукоятки, а на коробке подач 1 рукоятка. Есть еще какая-то гидростанция. Станина на ощупь очень неплоха, износ конечно есть, но после моего ИТ-1М я бы даже сказал очень хороша.
За сам станок цена озвучена 15т.р., патрона на станке нет, стоит в подвале учебного учреждения, не подключен(потому и не заношен), на балансе не числиться потому и есть возможность купить.
Есть также возможность купить многие запчасти с другой кашки РМЦ1000(станина на ней хлам), детали в удовлетворительном состоянии, практически по цене металла, разве что резцедержку и резцовые салазок на ней нет, да ходовой винт изношен сильно.
Вот внизу на фото(стянул с инета фотку обычной кашки) на нем схематично изобразил разницу в рукоятках. Фото реального увы нет, фотика под руками не было, а на мою мобилу в темноте бесполезно фоткать.
Нужны советы профи, насколько сложно будет перебрать коробку скоростей(из 2-х собрать одну) и доработать в передней бабке(докинуть деталей с кашки РМЦ1000 в РМЦ750) с целью возврата возможности нарезки резьбы?
Терзаюсь, стоит ли ввязываться. Время поджимает, скоро(меньше чем через месяц) станок отправят лом с остальными.
P.S. Что за люди, я просто диву даюсь, не первый раз уже сталкиваюсь. Стоит ряд станков, которые будут сдавать в лом, но продать чтобы спасли хрен :cray: , все типа на учете.
А выбрать есть из чего, одних фрезерных несколько штук( вертикалка Ме1000 и 6Р10, широкоуниверсальный 6Т80Ш, горизонтальный типа 6Р82), куча сверлильных (2Н125 несколько штук, один 2Н118, один 2118, кучка 2М112, НС12 и подобные, марки не опознал), токарных еще несколько(1Е61ВМ, 1Е61М, какой то небольшой размером побольше Ижа импортный типа чешского(завален и видно уже начат растаскиваться) и похоже 16Е16кп, еще какой то настольный типа ТШ, а также маленькая гильотинка метра на 1,5, неизвестный токарно-револьвернй. И еще кучка всякого струмента, коего я не имел возможность узреть или не опознал .
Изменено пользователем Studmexwww.chipmaker.ru
1К62 Станок универсальный токарно-винторезный. Альбом кинематических схем.
Назначение токарно-винторезного станка 1К62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства. Этот станок получил наибольшее распространение в промышленности. Станок удобен в обслуживании и надежен в эксплуатации.
Конструкция и характеристика работы основных узлов станка

Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
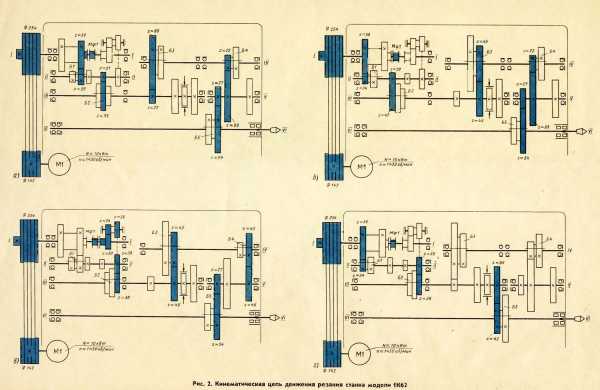
Кинематическая цепь движения резания токарно-карусельного станка 1К62 (рис. 2)
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):

Кинематическая схема токарного станка 1к62 (рис. 3)
Полезные ссылки по теме
Каталог справочник токарно-винторезных станков и их аналогов
Схемы и паспорта к токарно-винторезным станкам и оборудованию
Трофимов А.М. Металлорежущие станки. Альбом кинематических схем
stanki-katalog.ru
Современный аналоги советских токарных станков 1К62, 16К20
В советское время среди специалистов в своем деле были достаточно популярны токарно-винторезные станки 1К62 и 16К20. Как и все станки они обладали и преимуществами, и недостатками, при этом они заслужили признание и являлись основным оборудованием в своем классе.
16К20 и 1К62 – это токарно-винторезные станки, которые использовались при выполнении разных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.
Токарный станок 16К20 – это новая версия модели 1К62 со значительно улучшенными многими техническими характеристиками (точность, производительность, надежность, безопасность работы и т. д.).

16К20 общий вид
Если вам необходимо подобрать и просчитать стоимость и сроки поставки аналогов 16К20 и 1К62, заполните и отправьте заявку
Современные аналоги
На данный момент выпускаются несколько близких аналогов различных брендов таких как: Stalex, Proma, МetallMaster, Jet. В этой статье будет представлен небольшой обзор данного оборудования (особенности, преимущества и недостатки, технические характеристики) и выберем подходящий аналог для ваших работ.
Stalex C6140W
Рассматривать начнем с аналогичной модели Stalex C6140W. Данный станок предназначен для токарной обработки, нарезания резьбы, сверления различных металлов. Кроме того, Stalex C6140W способен производить обработку различных полимерных материалов. Станок имеет коробку передач с большим выбором подач, что позволяет оптимально подобрать необходимую скорость обработки деталей, также на станке установлено УЦИ по 3-м осям, что делает работу оператора наиболее точной и удобной, это в свою очередь увеличивает производительность. Помимо этого, на станке реализована работа передач в масляной ванне, что способствует уменьшению трения и сокращению расхода энергии.

Stalex C6140W
Также Stalex C6140W имеет еще ряд дополнительных особенностей:
- реверсивное, толчковое вращение шпинделя;
- централизованная система смазки суппорта;
- регулируемая задняя бабка для точения конусов;
- дублирующий рычаг включения вращения заготовки.
Скачать паспорт Stalex C6140W
Proma SPF-1000P/1500P
Следующий станок, который является аналогом 16К20 и 1К62, Proma SPF-1000P/1500P.
К его преимуществам можно отнести: подсветку рабочей зоны (дает возможность трудиться на плохо освещенных рабочих местах), безопасность (специальный экран защищает от попадания каких-либо посторонних вещей во вращающийся патрон, что делает работу на оборудовании безопаснее), точение деталей небольшого размера (на станине установлен люнет, который позволяет обрабатывать заготовки большой длины и малого диаметра, при этом оператор получает равномерную обработку без прогиба заготовки. В дополнение к этому имеется быстрая фиксация (на задней бабке находится пиноль с ходом, благодаря чему можно легко и быстро фиксировать заготовку в центре и начать точение).

Proma SPF-1000P
В недостатки следует записать подвижный люнет на бронзовых вкладышах (неподвижный на шарикоподшипниках), а также тот факт, что все ручки на передней бабке переключаются по щелчку, который надо «нащупать», а к этому уже нужно будет привыкнуть.
Также к основным особенностям этого Proma SPF-1000P/1500P относят:
- ножной тормоз;
- все подвижные узлы работают в масляной ванне;
- установлено УЦИ;
- простое и удобное управление;
- высокое качество;
- кнопка экстренной остановки;
- долгий срок эксплуатации;
- установлена система смазочно-охлаждающей жидкости.
Скачать паспорт Proma SPF-1000P/1500P
MetalMaster MLM 460×1500
Следующим аналогом для изучения будет MetalMaster MLM 460×1500. Это токарный станок универсального типа. Преимущества данного оборудования заключаются в наличии системы Camlock D1-6 для зажима шпинделя (разновидность муфт быстрого соединения с помощью эксцентриковых кулачков), отшлифованной закаленной станины достаточно большой ширины с основанием из цельного материала, задней бабки со смещением до 13 мм для обработки конусов большого размера, большого числа шагов резьбы при нарезке, съемного мостика для обработки заготовок, имеющих большой диаметр.

MetalMaster MLM 460×1500
Кроме вышеперечисленных достоинств данного аналога в целом, можно выделить их еще и у УЦИ:
- значительно увеличенная точность при точении;
- экономия времени на точение деталей различной сложности.
Скачать паспорт MetalMaster MLM 460×1500
Jet GH-1840 ZX DRO
Последний аналог 16К20 и 1К62, который будем рассматривать – это
Jet GH-1840 ZX DRO. Данный станок – довольно мощное оборудование уже профессионального класса. Оно необходимо для осуществления сверхточных работ по металлу и дереву. Jet GH-1840 ZX DRO выделяется своей массивностью и усиленной конструкцией. Его направляющие выставляются при помощи дисплея цифровой индикации.

Jet GH-1840 ZX DRO
Можно отметить следующие особенности:
- благодаря коробке передач можно нарезать резьбу без снятия/установки шестерен;
- автоподача продольного и поперечного суппорта;
- механизм привода шпинделя постоянно функционирует в масляной ванне, что как было сказано выше, способствует уменьшению трения и сокращению расхода энергии;
- централизованная система подачи смазки продольного суппорта.
Скачать паспорт Jet GH-1840 ZX DRO
| 1К62 | 16К20 | Stalex C6140W | Proma SPF-1000P/1500P | Metal Master MLM 460X1000/1500 | Jet GH-1840 ZX DRO | |
| Диаметр обточки над станиной (мм) | 400 | 400 | 420 | 460 | 460 | 460 |
| Расстояние между центрами (мм) | 1000/1500 | 710/1000/ 1400/2000 | 1000/1500 | 1000/1500 | 1010/1515 | 1015 |
| Частота вращения шпинделя об/мин | 12,5-2000 | 12,5-1600 | 9-1600 | 40-1800 | 25-2000 | 25-1800 |
| Количество скоростей | 23 | 22 | 24 | 12 | 12 | 12 |
| Конус шпинделя | MК-6 | MК-6 | MК-6 | MK 6 | MK 6 | МK-7 |
| Проходное отверстие шпинделя (мм) | 45-55 | 52 | 56 | 52 | 58 | 80 |
| Пиноль задней бабки | МK-5 | МK-5 | МК-5 | MK 4 | MK 4 | МК-5 |
| Ход пиноли задней бабки (мм) | 200 | 150 | 150 | 170 | 123 | 124 |
| Метрическая резьба (мм) | 0,5-192 | 0,5-112 | 0,5-224 | 0,2-20 | 0,1-14 | 0,5-20 |
| Дюймовая резьба (ниток/дюйм) | 24-1,625 | 56-0,5 | 72-1/8 TPI | 1—72 | 2-112 | 72″-1 5/8″ TPI |
| Модульная резьба | 0,5-48 | 0,5-112 | 0,5-112 MP | 0,25-10 | — | 0,25-10 МP |
| Питчевая резьба | 96-1 | 56-0,5 | 56-1/4 DP | — | — | 96 – 3-1/4 DP |
| Мощность (кВт) | 10 | 11 | 7,5 | 5,5 | 5,5 | 8,8 |
| Вес (кг) | 2140 | 2835/ 3005/ 3225/ 3685 | 2150 | 1850/2010 | 1720/2200 | 2267 |
| Габариты (Д×Ш×В) (см) | 2812×1166×1324/ 3200х1166х1324 | 2505×1190×1500/ 2795×1190×1500/ 3195×1190×1500/ 3795×1190×1500 | 2510 ×1000 ×1285 | 2360x1000x1200 2860x1000x1200 | 225×112×170 / 285×112×170 | 2462×1016×1241 |
Если вам необходимо подобрать и просчитать стоимость и сроки поставки аналогов 16К20 и 1К62, заполните и отправьте заявку
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru