основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
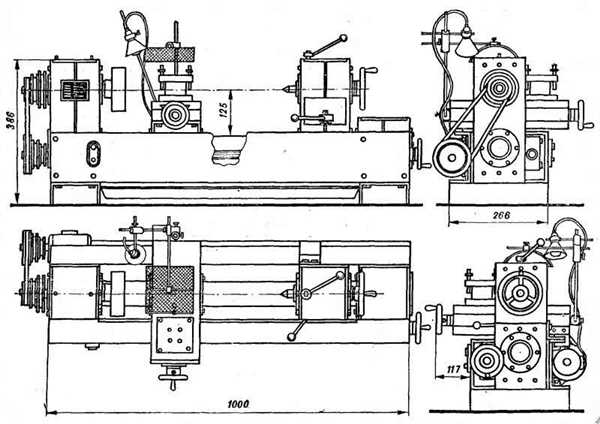
 Общий вид токарного станка по металлу
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.

Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
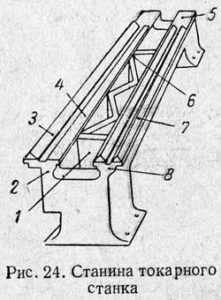
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.

Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.

Коробка скоростей вид сверху
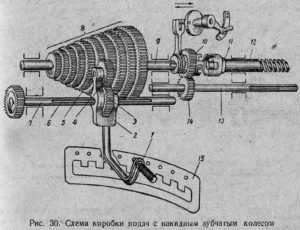
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
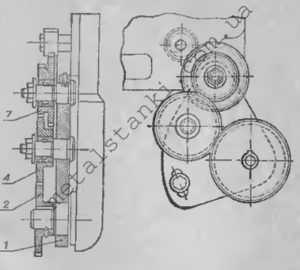
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
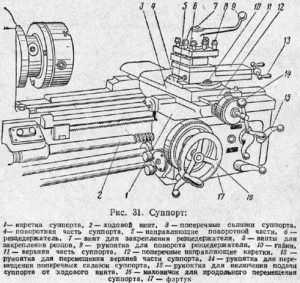
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.

Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.

Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.

Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.

Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок по металлу: конструкция, параметры при обработке
Устройство самого современного станка для токарных работ несмотря на многовековую историю развития и сегодня не сильно отличается от своих прародителей. Практически все приспособления по-прежнему основаны на принципе вращения обрабатываемой детали, зажатой в патрон с одной стороны, и заднюю бабку с другой. Такая компоновка применяется и для деревообрабатывающих станков, и для оборудования для обработки металла. При этом, токарный станок по металлу, несмотря на сложность конструкции, вполне реально собрать и в гаражных условиях, ведь, как показывает практика, ничего невозможного нет.
Теория станков и оборудования насчитывает несколько видов устройств для обработки металла которые могут именоваться токарным станком. Самым простым является токарно-винторезный вид устройства, в основе которого лежит принцип вращения обрабатываемой детали вокруг своей оси в горизонтальной плоскости. Обработка детали проводится резцом или другим приспособлением, рабочая часть которого способна передвигаться как вдоль детали, так и перпендикулярно оси вращения. Само устройство токарного станка по металлу имеет ряд элементов, имеющих специальное название, эти названия идентичны для всех конструкций оборудования.

Основные узлы
В состав конструкции входит два вида узлов те, без которых невозможна работа называются основными, те, которые можно опустить при создании или которые могут быть выполнены в виде дополнительного оборудования обычно именуются неосновными.
Станина
Станина самая массивная часть станка. Она выступает в роли несущей рамы, на нее крепится все оборудование. Это, должно быть массивное и прочное сооружение, по весу станина может достигать 70% массы станка. Вместе с тем, все элементы корпуса станины должны быть максимально точно подогнаны друг к другу и иметь жесткую фиксацию. Большая масса способствует уменьшению вибрации при работе, а точность дает возможность повысить качество обработки детали.

Суппорт токарного станка
Один из самых важных и сложных узлов. В промышленных моделях суппорт имеет несколько регулировок, позволяет перемещать резцедержатель как вдоль оси вращения детали, так и перпендикулярно ей. Подача резца может иметь и вертикальное направление. Для токарного станка, изготавливаемого своими руками этот узел обычно конструируют упрощенным – резец передвигается на салазках только горизонтально, поперек оси вращения детали. Поднятие и опускание осуществляется с последующей фиксацией при выключенном двигателе. А перемещение вдоль оси обычно осуществляется по резьбовой шпильке, установленной вдоль станины.
Вместе с тем, у многих умельцев упрощенная конструкция встречается только в первой собранной модели, в дальнейшем суппорт постоянно модернизируется и усовершенствуется. Но главной задачей этого узла остается все-таки надежная фиксация режущего инструмента и плавная его подача в ходе работы.

Передняя и задние бабки
Для того чтобы придать вращательное движение детали используется передняя бабка. Это сложная конструкция имеющая в своем составе узел фиксации детали, вал, на который крепится этот узел и коробку передач, для изменения скорости вращения. В промышленных станках коробка передач обслуживает не только вращающийся патрон с зажатой деталью, в ней имеется привод и для подачи суппорта. В мини станках, изготавливаемых своими руками передняя бабка, представляет собой вал с патроном для фиксации детали, с одной стороны, а с другой на него насажен шкив для ременной передачи. Вся эта конструкция помажена на пару подшипников и надежно зафиксирована на станине.
Задняя бабка представляет собой подвижный узел, в который крепится неподвижный конусный центр для поддержания детали на весу. Важным моментом выступает то, что центр задней и передней бабки находятся на одном уровне как в горизонтальной, так и вертикальной плоскости. Эти соосно расположенные детали позволяют с одной стороны обеспечить вращение детали вокруг одной оси, с другой обеспечить выполнение и других технологических операций токарных работ, например, сверление отверстий или нарезание внутренней резьбы.

Коробка подач
В самодельных станках по металлу коробка передач часто конструируется как отдельный узел. Основная задача коробки передач обеспечить вращение шпинделя станка с заданной скоростью в нужном направлении. Коробка передач как уже упоминалось раньше может иметь привод еще и на суппорт, эта опция особенно важна при нарезке резьбы и получении максимально качественной обработанной поверхности. Конструктивно коробка может быть выполнена:
- В виде нескольких шестеренок на валах;
- В виде шкивов разного диаметра, на которые движение передается при помощи ременной передачи.
Для мини станков самым простым решением является использование двухскоростной электродрели в качестве привода – здесь в одном корпусе сразу совмещены и двигатель, и коробка передач.

Шпиндель
Шпиндель предназначен для надежной фиксации обрабатываемой заготовки. В таком токарном станке эту роль может выполнять:
- Токарный патрон промышленного производства;
- Планшайба;
- Цанговый патрон;
- Патрон от электродрели;
- Другие виды зажимных устройств.

Другие конструктивные элементы
Перечень узлов и элементов, предназначенных для обеспечения работы самодельного токарного станка по металлу может иметь много пунктов, но наиболее важные в нем будут:
- Салазки;
- Пиноль;
- Резцедержатель;
- Фартук.
Салазки
Салазки предназначены для плавного перемещения резцедержателя. Для самодельных мини станков обычно используются только поперечные салазки, по которым при вращении маховика происходит плавное движение резцедержателя перпендикулярно оси вращения шпинделя. Продольное движение осуществляется при помощи суппорта. Такое решение не дает возможности выполнять большое количество операций, поэтому при конструировании станка стоит предусмотреть еще и поперечные для более точной работы. Ну а для станков, претендующих на высокий результат, не помешают устройства для перемещения резца под углом в 45 градусов к оси вращения.
Пиноль
Используется для закрепления заготовки в задней бабке. Эта деталь должна иметь высокую прочность и надежность, поскольку испытывает постоянное трение о металл заготовки.

Резцедержатель
Назначение резцедержателя – фиксация режущего инструмента на салазках суппорта. В процессе работы в этот узел могут фиксироваться и другие типы инструмента, например, накатки и шарошки. Резцедержатель должен обеспечивать, с одной стороны, надежное крепление резца, а с другой, оперативное изменение положение инструмента относительно обрабатываемой поверхности.

Фартук
Назначение этого элемента конструкции – сбор металлической стружки. Он располагается под станиной и при обработке металла стружка падает на фартук, а не на пол.
Электрическое оснащение станка
К электрооборудованию токарно-винторезного станка относится основное оборудование – электродвигатель с пусковыми конденсаторами и блоком защиты. И вспомогательное электрооборудование – лампа освещения и другие элементы, например, вытяжной вентилятор.
Особе внимание в электрооборудовании следует уделить приборам защиты от поражения электрическим током. Здесь прежде всего необходимо установить реле защиты, сделать вывод защитного заземления и обеспечить пульт управления специальной большой кнопкой выключения электропитания. Наличие этих защитных устройств в составе электрооборудования важное требование правил техники безопасности при работе с таким травмоопасным оборудованием.
Процесс изготовления токарного станка по металлу своими руками, как и процесс промышленного производства имеет несколько этапов. Каждый этап по-своему важен, как важна и последовательность этапов при создании конструкции.
Начальный этап – проектирование. Он начинается с разработки концепции компоновки устройства, его технических параметров и создания технической документации.
Этап практического изготовления включает в себя разметку материала, резку, подгонку и создание первоначальной модели. Далее, идет процесс наладки и подгонки узлов и деталей. Так что говорить о конкретных сроках, за которые можно самостоятельно собрать рабочий токарный станок своими руками не стоит.
Проектирование и чертежи настольного токарного станка
Проектирование подобного рода изделий рекомендуется делать на основе тех задач, которые планируется выполнять на это оборудовании. Чаще всего за основу берутся простые, не требующие высокой квалификации и дорогостоящего оборудования виды работ:
- Гладкая черновая и чистовая обработка цилиндрических деталей;
- Точение ступенчатых фасонов заготовок;
- Обработка конусных поверхностей;
- Формирование уступов, канавок с прямыми и наклонными поверхностями;
- Расточка цилиндров и конусов;
- Нарезание различного вида резьбы;
- Обработка кромок отверстий;
- Формирование рифлёной поверхности;
- Отрезание заготовок.
Определяем необходимые размеры
Вторым важным моментом выступает то, каких размеров заготовки будут обрабатываться при помощи этого станка. Для того чтобы заниматься моделированием достаточно небольших размеров, этот вариант мини станка может иметь небольшие размеры, и целиком помещаться на обычном письменном столе.
Для оборудования, которое планируется применять для обработки заготовок диаметром 50 мм и длиной до 500 необходима будет станина минимальной длины в 750 мм. А для работы с заготовками большей длины потребуется еще и отдельное основание. Простой деревянный стол устройство массой 50-70 кг попросту не выдержит.
Создаем необходимую проектную документацию
Увы, без разработки чертежей при постройке станка своими руками не обойтись. В принципе профессионально вычерчивать все узлы и детали смысла нет, а вот сделать технический рисунок, в котором учесть расположение деталей, способ их соединения и крепления все-таки стоит. При разработке отдельно нужно просчитать размеры станины и всех деталей, которые будут собираться из металлопроката. На рисунках нужно отметить точки соединений, места сверления отверстий и способ фиксации отдельных подвижных узлов. В качестве отдельного документа нужно оформить кинетическую схему станка и схему подключения электрооборудования. Кинетическая схема подразумевает то, как будут расположены шестерни или шкивы коробки передач, и как будет осуществляться изменение скорости вращения шпинделя. А электрическая схема даст возможность правильно подключить электрооборудование.

Совет: отличным подспорьем в качестве наглядного пособия по разработке чертежей могут служить старые советские технические журналы для технического творчества.
Именно в них часто публиковались чертежи оборудования для оснащения домашней мастерской.
Выбор электродвигателя для станка
Среди узлов самодельного станка электродвигатель один из немногих элементов который все-таки придется приобретать в уже собранном виде. Для оснащения маломощных мини-станков для моделирования и несложных работ подойдут небольшие электродвигатели мощностью до 500 вт. Более мощные и высокооборотистые типы двигателей можно устанавливать на станки для серьезных гаражных работ. А вот что касается типа мотора, то здесь лучше отдать предпочтение асинхронным видам. Они надежны, неприхотливы к перепадам напряжения и изменению нагрузки при работе.
Двигатель от стиральной машинки
Использование двигателя от стиральной машины в самодельном металлообрабатывающем станке дает несколько преимуществ – эти моторы доступны, имеют большой ресурс, отдельные модели можно использовать с установленными на них шкивами. Двигатели от современных стиральных машин, кроме всего прочего, можно использовать с автоматическим регулятором оборотов, это упростит конструкцию, поскольку не потребуется мудрить над коробкой передач.

Токарный станок на основе дрели
Для небольших работ в формате настольного токарного станка может подойти и бытовая электродрель. Преимущество этой простой конструкции в том, что узел передней бабки имеет уже готовый вид с регулятором оборотов, переключателем скоростей (для двухскоростных моделей) и патроном для зажима заготовки. Минус этого варианта заключается в том, что фиксировать можно детали максимального диаметра 10 или 13 мм, это максимальный размер детали, которые можно зажать в сверлильном патроне.
Сборка узлов и механизмов станка производится в определенном порядке, позволяющем постепенно собрать нужную конструкцию и при этом в процессе работы избежать крупных ошибок. Рекомендуется начинать работы со сборки основания рабочего стола, станины и суппорта, передней и задней бабки, резцедержателя и установки дополнительного оборудования.

Рама стола
Настольный вариант токарного станка по металлу рекомендуется собирать на специально изготовленном для этого столе. Рамная конструкция из уголка 40х40 или 45х45 отлично выдержит массу станка в 50 и даже 70 кг. В качестве крышки лучше использовать массивную доску из твердых пород дерева толщиной 50 и более мм. Раму стола лучше сразу фиксировать сварным швом.
Станина и суппорт
Станину для небольших станков можно сделать из профильной или обычной толстостенной водопроводной трубы. Для массивных проектов, с мощным двигателем и патроном диаметром 100мм станину лучше собрать из тавра или швеллера.
Суппорт лучше сделать из массивного швеллера. Втулки для движения по направляющим изготавливаются из бронзы, а вот для перемещения суппорта привариваются усиленные гайки. При опоре суппорта на станину делается широкая шлифованная подошва. Поверхность скольжения смазывается литолом или солидолом.

Изготавливаем переднюю и заднюю бабки
Сборка этих узлов требует особой точности и аккуратности. Перед сборкой передней бабки проверяется параллельность оси вала и горизонтальной плоскости станины. Вал не должен иметь ни горизонтального ни вертикального биения. Подшипники жестко насаживаются на вал и также фиксируются на корпусе. Вращение вала должно иметь легкое и свободное. Корпус передней бабки лучше собрать из швеллера, при этом предусмотреть возможность доступа к подшипникам для смазки.
Задняя бабка проверяется на точность по центру пиноли и зажимного патрона. Корпус можно выполнить из профильной трубы. Фиксация пиноли осуществляется при помощи зажимных болтов.
Резцедержатель своими руками
Для резцедержателя нужно использовать металлические пластины толщиной не менее 10 мм. Классическая форма резцедержателя квадратная, сам резец фиксируется прижимными болтами. А собранный держатель прикрепляется к салазкам большим болтом, с приваренной к головке рукояткой.
Направляющие для станка
Направляющие могут быть выполнены из трубы диаметром 15 мм, квадрата 10х10 мм или круглого прута. В качестве вала подачи суппорта и салазок можно использовать шпильки диаметром 18 мм и более.
Что нужно учесть во время сборки?
Для всех видов самодельных станков использование сварных соединений используется как самое надежное. Однако при работе электросваркой металл может деформироваться, из-за чего точность может быть нарушена. Для того чтобы сварка была прочной и правильной рекомендуется сначала сделать несколько пробных швов и только после проверки приступать к окончательному соединению деталей.
Особенности работы на самодельных станках
Для успешной работы на любом оборудовании прежде всего необходим опыт. Поэтому прежде чем приступать к обработке ответственных деталей рекомендуется сначала опробовать оборудование и приспособления станка для простых изделий. Ведь обработка сложной детали, как правило, состоит из ряда простых операций выполнение которых позволяет получить из простой заготовки деталь сложной формы.
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.

Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Правильный уход за станком
Уход за оборудованием не требует сложных приспособлений и операций. Достаточно взять за правило работать заточенным инструментом, убирать после работы стружку и пыль, проводить хотя бы раз в месяц смазку трущихся поверхностей и если это необходимо менять масло в коробке передач станка.
vseochpu.ru
Устройство и принцип работы токарного станка по металлу
Содержание статьи:
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А.К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
-

- Устройство передней бабки
-

- Передняя бабка в разрезе
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.

Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
-
- Схема гитары
-

- Гитара станка
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
-
- Устройство коробки подач
- Коробка подач
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
-
- Чертеж станины
-

- Станина
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
-
- Устройство суппорта
- Суппорт
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
-

- Чертеж задней бабки
-

- Задняя бабка
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
stanokgid.ru
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.

- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.

- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).

Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
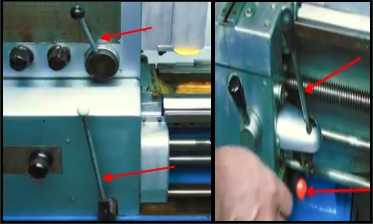
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
www.autoezda.com
Токарный станок — это… Что такое Токарный станок?
станок для обработки преимущественно тел вращения путём снятия с них стружки при точении (См. Точение). Т. с. — один из древнейших станков, на основе которого создавались станки сверлильной, расточной и др. групп. Т. с. составляют значительную группу металлорежущих станков (См. Металлорежущий станок), отличаются большим разнообразием. На Т. с. можно выполнять различные виды токарной обработки: обтачивание цилиндрических, конических, фасонных поверхностей, подрезку торцов, отрезку, Растачивание, а также Сверление и Развёртывание отверстий, Нарезание резьбы и накатку рифлений, притирку (См. Притирка) и т.п. Используя специальные приспособления, на Т. с. можно осуществлять Фрезерование, Шлифование, нарезание зубьев и др. виды обработки. На специализированных Т. с. обрабатывают колёсные пары, муфты, трубы и др. изделия. Основные узлы Т. с. (рис.1): основание с корытом для сбора охлаждающей жидкости и стружки; Станина с направляющими Суппорта и задней бабки (См. Бабка); неподвижная передняя бабка со шпинделем (См. Шпиндель) и коробкой скоростей (См. Коробка скоростей), которая может располагаться и в др. месте, например в основании; передвижная задняя бабка, закрепляемая на станине в определённом положении; Коробка подач, соединённая муфтами с ходовым валиком и ходовым винтом; фартук с механизмом передачи движения от ходового валика к рейке (или к винту подачи поперечных салазок (См. Салазки)) и с механизмом соединения маточной гайки с ходовым винтом; суппорт, состоящий из каретки (См. Каретка), движущейся по направляющим станины, поперечных салазок, перемещающихся по направляющим каретки; поворотная часть с направляющими для верхней каретки, несущей Резцедержатель. Каретка и поперечные салазки перемещаются вручную или автоматически. В Т. с. некоторых моделей верхняя каретка также перемещается автоматически. В механизме фартука предусмотрена блокировка, исключающая одновременное включение подачи от ходового валика и ходового винта и одновременное включение каретки и поперечных салазок. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту. На Т. с. в процессе резания вращение заготовки, закрепляемой в патроне зажимном (См. Патрон зажимной) или в центрах, осуществляется от привода главного движения, обеспечивающего ступенчатое или бесступенчатое регулирование частоты вращения шпинделя для настройки на требуемую скорость резания. Поступательное перемещение режущего инструмента обеспечивается кинематической цепью движения подачи, первое звено которой — шпиндель, последнее — зубчато-реечная передача (при точении) или кинематическая пара ходовой винт — маточная гайка (при нарезании резьбы). Настройка подачи производится с помощью коробки подач (при точении) или установкой сменных зубчатых колёс узла настройки подачи — гитары станка (при нарезании резьбы). Шпиндельный узел выполняется жёстким и виброустойчивым. Опорами шпинделя обычно служат подшипники качения (См. Подшипник качения). В прецизионных Т. с. применяют гидростатические подшипники. На переднем конце шпинделя может устанавливаться Планшайба или патрон, в которых закрепляют заготовки. Задняя бабка используется при обработке заготовок в центрах, а также для закрепления инструмента при сверлении, зенкеровании и развёртывании. В привод главного движения Т. с. могут входить одно- или многоскоростной асинхронный электродвигатель и многоступенчатая коробка скоростей или механический Вариатор либо регулируемый электродвигатель постоянного тока и коробка скоростей (обычно в тяжёлых Т. с.). Иногда в Т. с. применяют др. приводы (например, гидравлические).Требования автоматизации мелкосерийного производства привели к развитию Т. с. с числовым программным управлением (ЧПУ). Эти станки имеют некоторые особенности (рис.2). Наряду с традиционной применяется компоновка, при которой станина имеет наклонные направляющие, что облегчает удаление стружки и защиту рабочего пространства. Зона резания закрыта кожухами. Программируется: переключение скоростей шпинделя, продольные и поперечные перемещения суппорта с бесступенчатым регулированием подачи, быстрые перемещения суппорта, поворот револьверной головки, пуск, остановка и реверс привода главного движения, автоматическая смена инструмента (при наличии многоинструментального магазина). В некоторых центровых станках применяются самозажимные поводковые патроны и автоматизированные задние бабки. Во многих случаях станки имеют поворотные револьверные головки с индивидуальным электро- или гидроприводом. Подачи могут осуществляться от шаговых электродвигателей с гидроусилителями, двигателей постоянного тока, от гидродвигателей; применяют ходовые винты качения (шаровые). Инструменты налаживают вне станка с помощью оптических устройств или приспособлений для настройки резцов по индикаторам или шаблонам. На станке производят только смену и закрепление предварительно налаженных блоков или всего резцедержателя.
Универсальные Т. с. применяют в основном в условиях единичного и мелкосерийного производства. При оснащении Т. с. специальными приспособлениями (гидро- или электрокопировальными суппортами, быстрозажимными автоматизированными патронами и т.п.) область их применения распространяется на серийное производство. В массовом производстве применяют токарные и револьверные автоматы и полуавтоматы. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей. В полуавтомате не автоматизированы движения, связанные с загрузкой и снятием заготовок. Автоматическое управление рабочим циклом этих станков осуществляется с помощью распределительного вала, на котором установлены кулачки.
По принципу осуществления вспомогательных (холостых) движений автоматы и полуавтоматы можно разделить на 3 группы. Первая — станки, имеющие 1 распределительный вал, вращающийся с постоянной для данной настройки частотой; вал управляет рабочими и вспомогательными движениями. Эта схема применяется в автоматах малых размеров с небольшим числом холостых движений. Вторая группа — станки с 1 распределительным валом, имеющим 2 частоты вращения: малую при рабочих и большую при холостых операциях. Обычно эта схема применяется в многошпиндельных автоматах и полуавтоматах. Третья группа — станки, имеющие, кроме распределительного вала, быстроходный вспомогательный вал, осуществляющий холостые движения. О деревообработке Т. с. см. в ст. Деревообрабатывающий станок. См. также Карусельный станок, Револьверный станок.
Лит.: Металлорежущие станки, 2 изд., т. 1, М., 1965.
Г. А. Левит.
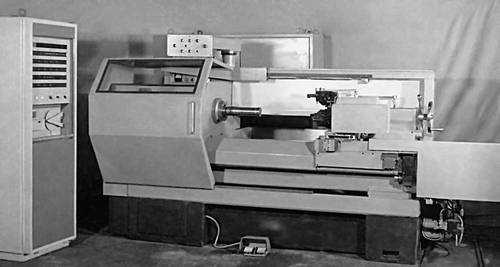
Рис. 2. Токарный патронно-центровой станок с числовым программным управлением производства завода «Красный пролетарий» (модель 16К20ФЗ).

Рис. 1. Универсальный токарно-винторезный станок производства завода «Красный пролетарий» (модель 16К20): 1 — передняя бабка; 2 — коробка подач; 3 — ходовой валик; 4 — ходовой винт; 5 — винт подачи поперечных салазок; 6 — поперечные салазки; 7 — фартук; 8 — верхняя каретка; 9 — каретка суппорта; 10 — рейка; 11 — статина; 12 — основание; 13 — задняя бабка.
dic.academic.ru
Токарный станок с ЧПУ по металлу – характеристики и модели
Огромные технологические возможности по производству качественных деталей из металла, отличающихся высокой точностью своих геометрических параметров, предоставляет современный токарный станок с ЧПУ. Такие станки, выпускаемые отечественными, а также зарубежными производителями, характеризуются высокой эффективностью и исключительной надежностью.

Токарный станок с ЧПУ с револьверной головкой на 12 позиций
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью.
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.

Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Направляющие токарных станков, оснащенных системами ЧПУ, могут располагаться в горизонтальной, вертикальной или наклонной плоскостях. В зависимости от этого модели агрегатов причисляют к определенной категории.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.

Передняя бабка с патроном станка SN-500
На токарных станках, оснащенных системой ЧПУ, шпиндельный узел характеризуется более сложной конструкцией.
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Маркировка токарного оборудования с ЧПУ
Система автоматизированного управления станков токарной группы может быть организована по трем основным схемам.
КонтурнаяДанная схема предполагает программирование траектории перемещения (криволинейной в том числе) рабочего инструмента и контроль над правильностью осуществления данной процедуры.
ПозиционнаяПри реализации такой схемы программируются координаты точек, в которых должен оказаться рабочий инструмент после выполнения определенной технологической операции.
АдаптивнаяДанная схема предполагает совмещение принципов работы двух предыдущих.
По маркировке отечественного токарного оборудования, оснащенного ЧПУ, достаточно просто определить категорию такого устройства.
Буквенно-цифровое обозначение, стоящее в конце маркировки, как раз и указывает на то, по какой системе в данном станке организовано числовое программное управление:
- Ф1 — станки, в которых рабочий инструмент перемещается по предварительно заданным координатам, при этом в них предусмотрена цифровая индикация;
- Ф2 — модели, где перемещение инструмента реализовано по позиционной схеме;
- Ф3 — токарное оборудование, в котором реализована контурная схема управления движением инструмента;
- Ф4 — модели токарных станков с ЧПУ с адаптивной (универсальной) системой управления.

Маркировка токарных станков с ЧПУ
В маркировке некоторых моделей токарных станков с ЧПУ можно встретить буквенно-цифровое обозначение С1-С5, которое говорит о том, что такое оборудование отличается особыми технологическими возможностями. В частности, модели, в маркировке которых присутствуют обозначения С1 и С2, обладают невысоким пределом подач и небольшим диапазоном их регулировки. А вот агрегаты, в маркировке которых есть символы С3, С4 и С5Т, наоборот, имеют увеличенный диапазон подач и отличаются широкими возможностями по их регулировке.
Благодаря своим расширенным возможностям модели станков, в чьей маркировке присутствуют символы С4 и С5, можно использовать для эффективного выполнения многих технологических операций, например, нарезания наружной и внутренней резьбы, обработки заготовок, имеющих цилиндрическую, коническую и фасонную форму, в том числе и ступенчатую. Стоит отметить, что обрабатывать на таких станах можно как наружные, так и внутренние поверхности, отличающиеся сложностью своей конфигурации.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.

Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии. Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки.
Суть программирования отдельной технологической операции, выполняемой на таком станке, заключается в том, что компьютерной программой описывается маршрут, который должен пройти режущий инструмент, чтобы сформировать деталь с заданными геометрическими параметрами.
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Переходы, которые может выполнять токарный станок, оснащенный ЧПУ, делятся на позиционные, элементарные, инструментальные и вспомогательные.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.

Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.
Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

Токарный станок с ЧПУ DMTG модель CKE6150Z
Приводы и вспомогательные устройства
В токарных станках с ЧПУ невысокой и значительной мощности используют различные типы электродвигателей, которые служат приводом главного движения. В первом случае преимущественно используют электродвигатели постоянного тока, во втором — переменного. Отечественные производители, выпускающие станки данной категории, оснащают их электродвигателями асинхронного типа с четырьмя полюсами, которые способны без сбоев работать даже в самых сложных условиях: при наличии в окружающей атмосфере частичек масла, металлической пыли и мелкой стружки. Не страшны таким электродвигателям и критические перегрузки, которые они успешно переносят.

Приводной механизм настольного токарного станка D250x550 CNC
Для привода механизма подач токарных станков с ЧПУ применяются электродвигатели синхронного и асинхронного типа, но чаще всего используют двигатели первого типа, оснащенные индикаторами обратной связи, тормозными элементами, а также магнитами, изготовленными из редкоземельных химических элементов. Для управления такими двигателями в электрической схеме токарных станков используются цифровые преобразователи.
В том случае, если на оборудовании установлен асинхронный двигатель, для управления им необходим частотный преобразователь, собранный на микропроцессорах. При использовании таких электродвигателей на станках устанавливается специальный программатор, оснащенный экраном графического или цифрового типа.

Панель управления токарного станка Trens
На токарных станках, управляемых компьютерными программами, обязательно устанавливаются вспомогательные устройства, к которым относятся:
- загрузочные механизмы;
- механизмы, обеспечивающие зажим заготовки;
- смазывающие устройства;
- устройства, предназначенные для уборки стружки, которая образовывается в процессе обработки;
- механизмы, предназначенные для быстрой смены инструментов.
В отличие от подобных приспособлений, использующихся на обычных станках, данные устройства отличаются высокой производительностью и надежностью своей работы.
Наиболее популярные модели станков
Одной из наиболее популярных моделей токарного станка, оснащенного системой ЧПУ, которая активно используется отечественными производителями, является 16А20Ф3. В качестве управляющей системы на таких станках установлена система Электроника НЦ-31 или 2Р-22. На станках данной модели устанавливается частотно-регулируемый двигатель асинхронного типа, автоматическая головка на 6-12 позиций, шпиндельный узел с тремя скоростями вращения, привод и датчик, которые используются для нарезания резьбы.

Станок токарный серии 16А20Ф3, предназначенный для полуавтоматической обработки металлических деталей
Еще одной популярной моделью является станок МК6713С5, относящийся к категории высокоточного патронного оборудования. В конструкции данного токарного агрегата следует выделить крестообразный суппорт и шпиндель, в держателе которого можно зафиксировать одновременно шесть инструментов. Используя данный токарно-винторезный станок, оснащенный системой ЧПУ, можно эффективно выполнять следующие работы по металлу: нарезать резьбу, точить и растачивать заготовки, выполнять обработку деталей дискового типа.
Представлены на отечественном рынке и подобные токарные станки зарубежных моделей, к наиболее популярным из которых можно отнести следующие.
TRENS SBL300 CNC — токарное оборудование с ЧПУ двухшпиндельного типа. Станок данной модели отличается широкой функциональностью, кроме стандартных токарных операций по металлу, на нем можно выполнять обработку различных валов, фланцев, деталей сложной конфигурации, осуществлять фрезерные операции. Шпиндельный узел этого станка оснащен подшипниками радиально-упорного типа, что позволяет работать на нем на высоких скоростях и получать изделия, отличающиеся высоким качеством. Программное управление станком предусматривает жесткую привязку его координатной системы к геометрии режущего инструмента при помощи специального комплекса подстройки, работающего по контактной схеме. Благодаря этому нет необходимости в четком ориентировании рабочего инструмента по отношению к обрабатываемой заготовке.

Противошпиндель ROXM, устанавливаемый на токарных станках TRENS
Vturn-V760 — станок с вертикальным расположением шпиндельного узла, в качестве конструктивных особенностей которого выделяются следующие: восьмипозиционная рабочая головка, двенадцатидюймовый патрон гидравлического типа, устройство для удаления стружки конвейерного типа, автоматизированный смазочный механизм, резцедержатели различных типов. Кроме того, станок может оснащаться дополнительными технологическими приспособлениями, значительно расширяющими его функциональные возможности. Для удобства управления, которое обеспечивается при помощи системы Fanuc 0i-T, токарный станок данной модели оснащен цветным монитором графического типа.

Шпиндель и револьверная инструментальная головка вертикального токарного станка Vturn-760
LS360 CNC (компания-производитель MetalMaster) — токарный станок, станина которого расположена в наклонной плоскости. На станке данной модели, где установлена система управления Siemens 808D, можно обрабатывать детали, выполненные из обычной и нержавеющей стали, медных и алюминиевых сплавов. Среди конструктивных особенностей данного агрегата стоит выделить надежную гидравлическую систему от японской компании Yuken, восьмипозиционную рабочую головку, импульсную смазочную систему, работающую в автоматическом режиме.
Естественно, на отечественном рынке широко представлена продукция и других зарубежных производителей, среди которой каждый сможет выбрать именно тот станок для токарных работ, какой удовлетворит его по всем параметрам.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Токарно-фрезерный станок – осваиваем универсальный агрегат + видео
Токарно-фрезерный станок – незаменимый предмет на производстве, да и в быту такое оборудование не останется без дела. Его главная особенность заключается в том, что это устройство совмещает в себе все функции токарных и фрезерных агрегатов. Но чтобы правильно подобрать модель, следует более подробно ознакомиться с особенностями, именно этим мы и займемся в нашей статье.
1 Токарный и фрезерный – 2 в 1
Стоит отметить, что первые токарные станки по дереву пользовались популярностью более шести веков назад, и имело то оборудование ножной привод. Безусловно, за столь длительный период конструкция агрегата значительно преобразилась, современные механизмы способны справиться не только с древесиной, но и обработать твердые металлы, сплавы и даже камень, да и функции значительно расширились. Сегодня их используют при изготовлении различных деталей в мебельной и машиностроительной промышленности.

Токарный станок по дереву
Рекомендуем ознакомиться
С помощью такого оборудования делают нарезку внутренней и внешней резьбы, производят раскройку материала и обрабатывают профили. Сейчас поговорим обо всех достоинствах, присущих таким станкам. Они сочетают в себе высокую производительность и относительно компактные габариты. При этом агрегаты очень просты в управлении, особенно это касается машин с ЧПУ. Отдав преимущество последним, вы сможете максимально точно определить время, необходимое на обработку детали либо целой партии. Чтобы контролировать ряд таких агрегатов, достаточно всего одного оператора. Еще один плюс, о котором следует сказать – это универсальность. На одном и том же станке вы сможете обрабатывать совершенно различные материалы.
А вот к недостаткам можно отнести стоимость, причем, чем больше функций, тем выше и цена оборудования. К тому же, высококачественные фирменные агрегаты с ЧПУ нуждаются в сервисном обслуживании. Если в станке вышел из строя какой-либо узел, то отремонтировать неисправность своими силам не получится, нужно обращаться только к профессионалам.
2 Какие виды станка можно выделить?
Универсальный станок – не что иное, как оборудование с ручным приводом. Для него свойственны следующие режимы – сверление, фрезерование и классическая токарная обточка. В зависимости от модели сверлильно-фрезеровальная головка может еще и перемещаться вдоль оси детали. Это оборудование многофункционально, при этом отличается невысокой стоимостью. Оно прекрасно подойдет для бытовых целей либо небольших частных мастерских. Если необходимо изготовить спиральные или простые каннелюры, балясины и ножки для мебели, то вам понадобится токарно-фрезерный станок с копиром.
А вот на более серьезном производстве при массовом изготовлении деталей отлично зарекомендовали себя агрегаты с ЧПУ. Главное достоинство таких машин – полная автоматизация. Они могут работать длительный период без вмешательства человека под управлением только лишь числовой системы. Оборудование снабжено специальным пультом, с помощью которого и происходит управление процессом. А чтобы избежать разбрасывания отходов по всей рабочей плоскости, станину делают под наклоном. Угол его варьируется от 30 до 60°. Кроме того, зона обработки снабжена конвейерным отводом стружки, а механические части направляющих защищены специальным кожухом.

Агрегат с ЧПУ
Инструменты крепятся в шпиндель автоматически либо вручную. Также в зависимости от модели различаются много- и одноинструментные машины. Процесс управления таким агрегатом идет в двухмерном, а также трехмерном пространстве. Различна и мощность оборудования.
Особого внимания заслуживают центры с ЧПУ и С-осью. В этом случае контролируется не только скорость вращения обрабатываемого элемента, но и его угловое положение. Причем точность управления углом поворота менее 0,001°. Такая инновация позволяет обрабатывать не только стандартные детали, но даже червячные передачи, шестеренки и иные изделия сложной формы.
Еще одна особенность такого оборудования – наличие противошпинделя. Этот элемент расположен на месте, отведенном под заднюю бабку. Цель противошпинделя заключается в том, чтобы перехватить деталь за правую сторону и обработать противоположную часть без вмешательства оператора. Так что такой агрегат можно использовать для серийного производства. Отдав предпочтение оборудованию с противошпинделем и парой сменщиков приводного инструмента, можно значительно увеличить скорость обработки. Плюс появится возможность работать с еще более сложными элементами. Комбинированный станок незаменим при круглофрезерной либо рельефной обработке.
3 Конструкция и характеристики станков – общие параметры
Состоит это оборудование из станины и режущего инструмента. Также может присутствовать консоль, на которой расположены горизонтальные направляющие, хотя встречаются и бесконсольные модели. Рабочий инструмент фиксируется в специальной фрезерной головке, причем благодаря конусности последней появляется возможность устанавливать в нее же и токарные насадки. Отдельного внимания заслуживает мотор агрегата, ведь именно он определяет мощность оборудования.
Если речь идет о машинах с ЧПУ, то присутствует дополнительно и пульт, посредством которого происходит управление рабочим процессом. Аналогичное устройство имеет и токарно-фрезерный станок с копиром. Малогабаритный комбинированный агрегат предназначен в основном для домашнего использования. Его главными достоинствами выступают компактные размеры. Однако высота и ширина – это не единственное, на что следует обращать внимание при выборе такого агрегата. Огромное значение играет питающее напряжение, и лучше всего, когда оборудование работает от трехфазной сети. Для домашнего использования вполне достаточно станка мощностью около одного киловатта. А вот на производстве понадобятся более мощные машины.

Токарно-фрезерный станок с копиром
Конечно, многие ориентируются в первую очередь на стоимость, но если вы уже решили сделать такое приобретение, то стоит обращать внимание на надежность и функциональность, в противном случае экономия выйдет боком. Желательно, чтобы на всех ручках и рычагах была нанесена градиентная шкала, это значительно повысит точность обработки. Поинтересуйтесь, из какого материала выполнены все узлы и механизмы, кто производитель. Не стоит доверять сомнительным фирмам!
Наличие дополнительных приспособлений в разы повышает функциональность изделия. Проследите, чтобы на выбранном оборудовании была возможность нарезать резьбу с разным шагом. Еще комбинированный станок должен быть оснащен специальным рычагом для переключения направления резца. Это даст вам возможность делать операцию самостоятельно. Также желательно, чтобы перемещение суппорта во всех плоскостях было автоматическим. Не забудьте при выборе агрегата, особенно если стан малогабаритный, поинтересоваться максимальными размерами обрабатываемой детали, ведь этот параметр во многом определяет область использования оборудования.
К важным характеристикам следует отнести также количество скоростей и частоту вращения шпинделя. Обратите внимание на такие параметры, как диапазон метрических и дюймовых резьб, продольных подач, максимальный диаметр концевой и торцевой фрезы.
4 Популярные модели и их отличительные особенности
Особого внимания заслуживает продукция всемирно известного европейского производителя TRENS. Универсальный станок этого бренда укомплектован очень прочной наклонной станиной. Такие машины прекрасно зарекомендовали себя на средне- и крупносерийном производстве. Особенно актуально это приобретение, если необходима обработка деталей нестандартной формы.
Модель SBL 300 превосходно справится с основными фрезерными процедурами. С помощью такого станка вы без труда нарежете резьбу, проведете обработку и доводку сложных элементов. К преимуществам еще следует отнести шпиндель высокой прочности. Благодаря этому свойству вы можете эксплуатировать оборудование длительный период без остановок. Также стоит отметить и скорость обработки, а особая система фиксации и С-ось обеспечивают мгновенное переключение режимов и великолепный крутящий момент.

Модель SBL 300 для основных фрезерных процедур
Станок SBL 500А представляет собой более сложный агрегат, в отличие от предыдущей модели, и с его помощью можно обрабатывать элементы весом более тонны. Устройство оснащено электрическим приводом фирмы Siemens либо Fagor. А числовое программное управление позволяет легко наладить все настройки. Также внимания заслуживает гидравлический механизм для фиксации деталей. Это оборудование позволяет произвести не только ряд стандартных операций, но и внеосевое сверление.
Однако если вы желаете стать обладателем самого современного устройства этого производителя, то следует обратить внимание на модель SBL 700. На этом агрегате без особого труда можно обработать даже криволинейные заготовки, также не проблема и ступенчатый профиль. Производители постарались, и новое оборудование может работать с крупногабаритными деталями весом до 2,5 тонны. Безусловно, контролировать работу будет ЧПУ. Кроме того, вы сможете подключить станок к простому ПК и задать параметры обработки.
Оборудование Takisawa серии ТММ 250 оснащено парой токарных шпинделей и револьверных головок. Еще этот комбинированный станок укомплектован инструментальным магазином большой емкости (30 позиций, но при желании можно увеличить до 90). Работая на таком агрегате, нет необходимости делать переустановку деталей, за счет чего достигает отличная точность обработки. А благодаря сокращению вспомогательного времени, которое затрачивается на передачу детали, обеспечивается превосходная скорость. Устройство оснащено двумя 15-ти позиционными револьверными головками и приводом мощностью 3,7/5,5 кВт. Частота вращения достигает 6000 об/мин.
5 Каким должно быть рабочее место?
В этом пункте мы перейдем к практической части и рассмотрим общие правила использования. Не важно, эксплуатируете вы токарно-фрезерный станок по металлу либо по дереву, в любом случае особое внимание следует уделять технике безопасности. К работе допускаются только опытные специалисты, проследите, чтобы в мастерскую не проникли дети. Обязательно содержите рабочее место в чистоте и перед включением оборудования удостоверьтесь, что на нем нет посторонних предметов.

Рабочее место для токарно-фрезерных работ
Прежде чем подключить комбинированный стан к сети, проверьте, чтобы переключатель находился в положении «OFF». Агрегат должен быть отключен от сети, если планируется техническое обслуживание либо регулировка. Никогда не оставляйте включенное устройство без присмотра. Обязательно проведите визуальный контроль машины на наличие механических повреждений и проверьте, все ли элементы зафиксированы достаточно надежно. В случае даже незначительных на ваш взгляд неисправностей оборудование к эксплуатации не допускается. Работать на нем можно только после устранения всех поломок.
Особое внимание уделите выбору рабочей зоны. В мастерской должно быть сухо, так как влага негативно скажется на работоспособности агрегата. Позаботьтесь, чтобы рабочее место хорошо освещалось. Используйте комбинированный станок только по предназначению. Обязательно во время работы надевайте соответствующую одежду, которая не должна быть чрезмерно свободной. Наличие ювелирных украшений, галстука, перчаток и т.д. может привести к травматизму.
Соберите длинные волосы, желательно спрятать их под головным убором. Выбирайте обувь на низкой нескользкой подошве. С помощью защитных очков вы убережете органы зрения от возможных повреждений. В мастерской должна быть установлена хорошая вытяжка, особенно это актуально во время шлифования и резания на высоких скоростях. Эти операции обычно сопровождаются сильным образованием вредной пыли, которая способствует заболеваниям органов дыхания. Можете совместно с вытяжной системой использовать и респиратор.
tutmet.ru