20. Единичное, серийное, массовое производство их отличительные признаки.
Тип производства— это комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, типом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
(Примечание — Номенклатура продукции— классифицированный перечень продукции, производимой отдельным предприятием или целой отраслью хозяйства).
Единичное производство— представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск).
Особенности:
Разнообразие выпускаемой продукции
Уникальность и небольшие количества продукции
Длительный производственный цикл
Прерывный производственный процесс
Применение универсального оборудования, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками.
Серийное производство— это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска.
Особенности:
Постоянство выпускаемой продукции, ее большие количества (Постоянство выпуска довольно большой номенклатуры изделий).
Высокая специализация труда
Ритмичность выпуска (выпуск сериями, с определенным чередованием)
Применение универсального и специального оборудования
Относительносокращается длительность производственного цикла.
Массовое производство— представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно.
Особенности:
Изготовление однотипной продукции в больших объемах в течение длительного времени
Ограничение номенклатуры выпускаемых изделий (завод или цех выпускают одно-два наименования изделий)
Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации)
Узкая специализация труда (рабочие выполняют 1-3 постоянных операции)
Специализированное оборудование и высокопроизводительная оснастка
Значительно сокращается длительность производственного цикла.
Фактор | Единичное | Серийное | Массовое |
Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специаль. | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологического процесса | Укрупненный метод (на изделие, на узел) | Подетальная | Подетально-пооперационная |
Применяемый инструмент | Универсальный, в значительной степени специальный | Универсальный и специальный | Преимущественно специальный |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна и та же операция над одной деталью |
Квалификация рабочих | Высокая | Средняя | В основном невысокая, но имеются рабочие высокой квалификац. (наладчики, инструментальщики) |
Взаимозаменяемость | Пригонка | Неполная | Полная |
Себестоимость единицы изделия | Высокая | Средняя | Низкая |
studfiles.net
Что такое массовое производство? Массовый тип производства :: BusinessMan.ru
Массовое промышленное производство представляет собой процесс выпуска изделий в большом объеме. Оно осуществляется на узкоспециализированных предприятиях на протяжении продолжительного периода. Рассмотрим подробнее особенности, которыми обладает массовое производство товаров. 
Общая характеристика
Механизированное и автоматизированное массовое производство отличается неизменной номенклатурой выпускаемых изделий. Благодаря внедрению в процесс передовых технологий значительно снижается доля ручного труда. Общество массового производства характеризуется специализацией рабочих мест на исполнение одной, закрепленной на постоянной основе операции. Изготовление изделий осуществляется на особом оборудовании. Основными особенностями, которыми отличается массовое производство, выступает незначительная трудоемкость, небольшая продолжительность процесса. 
Преимущества
Узкая специализация рабочих мест ориентирована на исполнение ограниченного количества постоянно повторяющихся операций. За счет больших объемов и низкой трудоемкости массовый тип производства экономически выгоден. Это обусловлено минимальной себестоимостью выпускаемых изделий. Одним из основных условий для создания массового производства выступает устойчивый и большой спрос на товары.
Отличия от единичного выпуска
Массовое производство формирует благоприятные условия для развития и углубления специализации, повышения эффективности труда. Большие объемы позволяют максимально загружать оборудование без переналадки, как это происходит при серийном и единичном выпуске. Кроме того, массовое производство продукции осуществляется при четко установленном режиме работы. Все эти факторы способствуют не только снижению себестоимости выпускаемых изделий.
Они, кроме прочего, обеспечивают повышение качества продукции. Так, себестоимость опытного экземпляра автомобиля, изготовленного по методу единичного выпуска, обычно в 20-30 раз выше, чем у того, который выпущен в крупносерийном потоке. Кроме этого, как практика показывает, качество опытного экземпляра ниже, чем массового в несколько раз. Это различие в технико-экономических показателях отмечается только пи выпуске трудоемких, сложных изделий. Однако и в таких сравнительно простых отраслях, как пищевая или текстильная промышленность, где это отличие меньше, оно все-таки составляет порядка 40-50%. 
Недостатки
Несмотря на указанные экономические выгоды, есть у этого процесса и ряд минусов. Одним из существенных является то, что в кризисных условиях массовое производство является самым уязвимым сектором. Кроме того, недостатком такого выпуска выступает ориентирование не на конкретных потребителей с их индивидуальными нуждами и запросами, а на усредненный стандарт. Минусом является и жесткость технологии. С ней связаны сложности при перестройке производства, в котором используется большое количество узкоспециализированного оборудования.
Специфика
В качестве характерной черты массового производства выступает выделение предприятий в соответствии с типом конечной сборки изготавливаемых изделий. Технологическая специализация не ограничена данной классификацией. В некоторых случаях используется разделение по изготовлению агрегатов, узлов и так далее. Необходимо отметить наличие прямой зависимости между технологией и ассортиментом. Чем меньше будет разнообразие выпускаемой продукции, тем сложнее осваивать новые технологии и расширять номенклатуру товаров. Это, в свою очередь, означает, что расходы на перепрофилирование предприятия будут высокими. В связи с этим адаптация производств в постоянно меняющихся условиях рынка должна осуществляться в переделах имеющихся мощностей предприятия. Эта задача решается за счет гибкости структуры производства и использования внутренних ресурсов для ее совершенствования. 
Преодоление трудностей
Для сглаживания недостатков, которые характерны для массового производства, широко применяется метод стандартизации и унификации материалов, агрегатов, узлов, деталей, используемых для изготовления и комплектации продукции. При изменении набора элементов или их взаимного расположения появляется возможность добиться существенного изменения характеристики готовых изделий, приспособить их к потребностям потребителей. Анализируя эффективность производства, специалисты отмечают, что наиболее перспективным способом организации процесса по выпуску товаров выступает сочетание массовых и крупносерийных технологий. Это позволяет адаптировать оборудование и предприятие в целом к новому спросу с меньшими потерями. 
Начало массового производства печатной продукции
В Христианской Европе метод оттиска на ткани появился примерно в 1300 году. Созданные на полотнищах изображения отличались большими размерами и сложностью. С течением времени ткань стала вытесняться бумагой. И когда последняя получила широкое распространение, стала доступной для низших слоев населения, популярность стали набирать гравюры на религиозную тему небольшого размера. Чуть позже появились игральные карты. Массовое производство печатных изделий началось, как свидетельствуют источники, в 1425 году. Выпуск бумаги в Европе был налажен с середины 12 столетия.
Изготовление на заказ
Массовое производство по данному типу считается синтезом двух достаточно давно конкурирующих отраслей менеджмента. Данный сектор образован сочетанием выпуска стандартных изделий и изготовления экземпляров по индивидуальным проектам. Процесс направлен на создание экземпляров, точно соответствующих потребностям и желаниям группы потребителей или каждого заинтересованного покупателя. Отчасти начало массового производства таким способом стало возможным благодаря внедрению новых технологий. 
В заключение
Итак, в качестве основного признака массового производства выступает выпуск однородной продукции в больших объемах на протяжении сравнительно продолжительного времени. Для предприятий, задействованных в данном секторе, характерна ограниченная номенклатура изделий. Высокое качество товаров и значительные объемы выпуска делают экономически обоснованной детальную проработку технологических процессов. Это, в свою очередь, позволяет применять специализированное высокопроизводительное оборудование, а также автоматические линии (системы машин). Все это, в комплексе с относительно небольшой трудоемкостью и простотой обслуживания агрегатов, значительно облегчает привлечение рабочей силы.
businessman.ru
Характеристики различных типов производства
Характерной особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Так, автомобили, тракторы изготовляются миллионами штук в год, сельскохозяйственные машины – десятками тысяч и т. д. Изготовление таких изделий обычно осуществляется на специализированных заводах ила в специализированных цехах, относящихся к массовому производству.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Смена изделий в массовом производстве происходит не часто и сопровождается, как правило, реконструкцией предприятия или цеха.
Большие объемы выпуска и высокая стабильность конструкции обусловливают экономическую выгоду тщательной разработки технологических процессов. Операции технологического процесса дифференцируются до отдельных переходов и выполняются на специальном оборудовании при помощи специальной оснастки.
Значительные объемы выпуска и дифференциации технологических процессов позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии).
Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций.
Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, совершенно исключаются доводочные и пригоночные работы.
При любом изменении конструкции изделия, технологических процессов, систем планирования, учета и других сторон организационно-технической деятельности предприятия требуются большие затраты средств и времени и могут возникнуть перерывы в выпуске продукции предприятия в целом. В связи с этим возникнет необходимость большой централизации всех функций управления. Стандартные планы разрабатываются заводским плановым органом, технологические процессы – отделом главного технолога и т. д.
Из всех типов производства поточно-массовое производство является наиболее эффективным.
Серийное производство является наиболее распространенным типом производства.На машиностроительных предприятиях серийного типа изготовляется достаточно большая номенклатура изделий, хотя и более ограниченная, чем в единичном производстве. Часть изделий являются родственными по конструктивно-технологическим признакам.
Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов; изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Относительно большие размеры программ выпуска однотипных изделий, стабильность конструкции, унификация деталей позволяют использовать для их изготовления наряду с универсальным специальное высокопроизводительное оборудование и специальную оснастку.
Поскольку в серийном производстве выпуск изделий повторяется, экономически целесообразно разрабатывать технологические процессы обработки и сборки детально; представлять каждую операцию в виде переходов; устанавливать режимы обработки, точные названия станков и специальной оснастки и технические нормы времени.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это позволяет рабочему хорошо освоить инструмент, приспособления и весь процесс обработки; приобрести навыки и усовершенствовать приемы обработки.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. При этом возникают необходимые условия для установления строгого порядка чередования изделий в цехах, на производственных участках и рабочих местах.
Основные особенности единичного производства заключаются в следующем. Программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупнено. Это объясняется тая, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений, обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент. В единичном производстве широко применяются универсально-сборные приспособления (УСП), которые собирают из нормализованных элементов, а после использования расчленяют на элементарные детали. Многократное использование элементов УСП экономически эффективно.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что, естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Технологические процессы разрабатываются укрупненно по всей операции в целом. Детализация технологических операций осуществляется непосредственно в цехах мастерами и квалифицированными рабочими.
Так как в единичном производстве используется весьма разнообразная и часто меняющаяся номенклатура машин, в нем широко применяется универсальное оборудование, позволяющее обрабатывать широкий перечень деталей, а специальные станки, полуавтоматы и автоматы используются весьма редко.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Они должны обладать широким кругом разнообразных навыков, уметь настраивать станок.
Для устранения разнообразия работ за отдельными рабочими местами закрепляют определенный вид работ. Ограничение видов работ дает хорошие результаты, так как оно позволяет повысить производительность труда рабочих и качество продукции.
Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ (в том числе доводочных) вызывают значительное удлинение производственного цикла.
В связи с тем что технологические процессы детализируются и уточняются непосредственно в цехах и централизованное планирование большой номенклатуры затруднено, значительная часть технологического и планового руководства из аппарата заводоуправления переносится в цехи-изготовители.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Значительная трудоемкость продукции; высокая квалификация привлекаемых для выполнения операций рабочих; повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20-25%от полной себестоимости.
Организационно-технические особенности отдельных типов производства существенным образом сказываются на экономике предприятий. Например, съем чугунных отливок с 1м2производственной площади литейных цехов в серийном производстве в два-три раза, а в массовом – в четыре-пять, раз больше, чем в единичном. Чем больше объем производства изделий, чем ближе предприятие к массовому типу производства, тем меньше затраты живого труда, тем больше удельный вес расходов по содержанию оборудования.
Таблица 1
Характеристика типов производства
Фактор | Единичное | Серийное | Массовое |
Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологического процесса | Укрупненный метод (на изделие, на узел) | Подетальная | Подетально-пооперацион-ная |
Применяемый инструмент | Универсальный, в незначительной степени специальный | Универсальный и специальный | Преимущественно специальный |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На. Каждом станке выполняется одна и та же операция над одной деталью |
Квалификация рабочих | Высокая | Средняя | В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
Взаимозаменяемость | Пригонка | Неполная | Полная |
Себестоимость единицы продукции | Высокая | Средняя | Низкая |
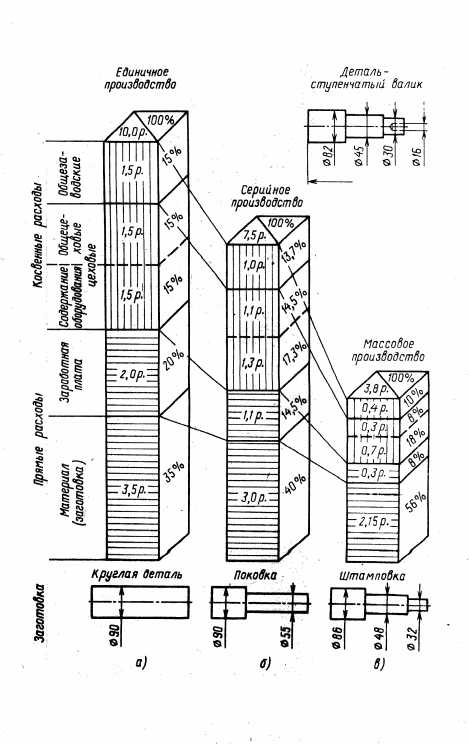
Рис.1. Структура себестоимости в различных типах производства
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели (табл. 1).Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры (рис. 1).Такое различие себестоимости изделия в различных типах организации производства определяется сложным взаимодействием разнообразных факторов: концентрацией производства одинаковых деталей (изделий), повышением технологичности конструкций и внедрением прогрессивных типовых технологических процессов, применением производительного оборудования, внедрением совершенных форм организации производственных процессов – непрерывно-поточных механизированных и автоматических поточных линий, лучшей организацией труда и управления производством. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства.
studfiles.net
Доля — ручной труд — Большая Энциклопедия Нефти и Газа, статья, страница 1
Доля — ручной труд
Cтраница 1
Доля ручного труда по новому техническому решению ( 50 3 %) показывает тольк о соотношение затрат труда в данном конструктивном решении и не характеризует изменение затрат труда по сравнению с замененной техникой. [1]
Поэтому доля ручного труда в электромашиностроении еще велика. [2]
Резкое сокращение доли ручного труда, комплексная механизация и автоматизация производства становятся непременным условием экономического роста. [3]
Для определения доли ручного труда более удобно пользоваться либо отношением стоимостей работ, либо отношением числа рабочих. [4]
В уменьшении доли ручного труда и увеличении механизированного труда состоит одна из важных качественных и социальных характеристик научно-технического прогресса. На XXV съезде КПСС было указано на необходимость дальнейшего перевода строительного производства на непрерывный процесс комплексной механизированной сборки зданий и сооружений из укрупненных строительных конструкций, деталей и узлов заводского изготовления х в целях не только повышения производительности живого труда, но и уменьшения доли ручного труда. [5]
Для снижения доли ручного труда рукавные фильтры на очистке воздуха после дробления были заменены более эффективными циклонами типа ЦН-15 и СЦН-4-0. Это позволило организовать рецикл отходящего воздуха и резко снизило выбросы в атмосферу. [6]
При определении доли ручного труда по предлагаемой технологии производства работ следует более четко относить производственные операции, выполняемые вручную, к ручному труду, а не к механизированному, пусть даже выполняемому с помощью внешних источников энергии, а не мускульной силы человека. Например, согласно Инструкции ЦСУ СССР по проведению единовременной переписи рабочих ручного и механизированного труда по профессиям электросварщики, выполняющие дугоэлектри-ческую сварку трубопроводов и других конструкций, отнесены к группе рабочих механизированного труда. [7]
В настоящее время доля ручного труда во вспомогательном производстве значительно выше, чем в основном. Это определяет особую роль механизации этих работ и необходимость осуществлять ее более быстрыми темпами. [8]
В целях сокращения доли ручного труда, его механизации и повышения производительности и культуры производства, необходимо централизованное изготовление большого ряда стандартизованных и тестированных ручных переносных и других устройств, использующих инструменты из шлифовальной шкурки. [9]
Такая конструкция уменьшает долю ручного труда. [10]
В цехах первичной переработки доля ручного труда ко всем затратам труда составляет ок. [11]
При установке дополнительного оборудования доля ручного труда, применяемого в производстве, может быть значительно сокращена. [12]
Шин и параллельное снижение доли ручного труда в производстве, что в равной мере уменьшает вероятность выбора между заменой ручного труда или старой техники новой машиной. И если последняя направляется не на вновь строящееся предприятие, то повышается частота вытеснения новой машиной морально устаревших средств труда. [13]
Из-за отсутствия специальных станков возрастает доля ручного труда, связанная с укладкой провода большого сечения и шинки прямоугольной формы, с укладкой пленочной или бумажной межслоевой и межобмоточной изоляции. Эти трудности возрастают с увеличением габаритной мощности и напряжения. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
13. Организация единичного и серийного производства
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Технико-экономические характеристики этих типов производства.
Единичное и близкое к нему мелкосерийное производства характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупненно в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой, обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ выполняют рабочие-универсалы высокой квалификации.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату. Эта доля, как правило, составляет 20-25 %.
Серийное производство характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате возникают сравнительно простые связи между рабочими местами и создаются предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых деталей, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Для предприятий серийного производства характерны значительно меньшие, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
Еще ответ:
Серийному типу организации производства соответствует партионный метод организации производства. Партионный метод организации производства представляет собой построение производственного процесса при изготовлении партии изделий. Такой метод производства целесообразен, экономически оправдан в условиях, когда на предприятии обширная номенклатура изделий, каждое из которых выпускается в небольшом количестве.
Партионный метод организации производства применяется на предприятиях серийного и на отдельных участках массового производства и имеет следующие характерные черты:
1. Изготовление продукции сериями и запуск деталей в производство партиями. Серия — все конструктивно и технологически подобные изделия. Партия — количество одновременно запускаемых в производство деталей. Эта особенность метода требует от производства гибкости, т. е. возможности быстро перестраиваться на выпуск новой продукции.
2. Периодическая переналадка оборудования, количество которого зависит от размера партии деталей и частоты их повторяемости.
3. Расположение оборудование по группам однородных станков и агрегатов, так как за каждым рабочим местом закреплено выполнение не строго определенной деталеоперации, а несколько деталеопераций, поэтому организационно и экономически невыгодно располагать оборудование по ходу технологического процесса одной, пусть даже важной, самой трудоемкой в изготовлении детали. В цехе таких деталей может быть несколько десятков. Однако все они имеют, как правило, разную последовательность выполнения технологических операций.
4. Использование транспортных средств общего назначения (краны, тележки, электрокары и другие подобные транспортные средства), так как передача изделий с операции на операцию производится партиями и выполнение операций по времени на отдельных рабочих местах строго не регламентируется.
5. Применение универсального и специального оборудования. Конкретное их соотношение на предприятии зависит от размера партии однотипных деталей, запускаемых в производство, и частоты их повторяемости.
6. Достижение равномерной работы обеспечивается не синхронизацией операций по отношению к такту потока или ритму, а разработкой и соблюдением в производстве ряда нормативов, организующих производственный процесс. Важнейшими из них являются: величина партии деталей, длительность производственного цикла изготовления различных партий деталей, период повторяемости запуска партий, размеры задела, стандартные графики запуска-выпуска, в которых определяются только крайние точки — дни запуска и выпуска данной партии деталей.
7. Закрепление за рабочим местом нескольких периодически повторяющихся деталеопераций, что связано с изготовлением продукции сериями и запуском деталей в производство партиями. Уровень серийности процесса характеризуется коэффициентом серийности.
8. Значительный объем незавершенного производства как между рабочими местами, так и между производственными участками, что связано с запуском деталей в производство партиями.
Размеры партий деталей, запускаемых в производство, достигают больших величин и они передаются с операции на операцию, после окончания обработки всей партии деталей или в размере транспортной партии.
Партионный метод организации производства имеет несколько разновидностей в зависимости от объема выпуска и широты номенклатуры изделий.
Различают три разновидности партионного метода организации производства: мелкосерийный, который приближается по своим особенностям к индивидуальному (единичному) методу организации производства; среднесерийный — это классическая форма партионного метода; крупносерийный партионный метод организации производства, в значительной степени по особенностям своей организации приближается к поточному методу. Отнесение завода, цеха к той или иной разновидности партионного метода организации производства основывается на масштабе выпуска и широте номенклатуры изделий.
Выпуск продукции во все больших количествах при партионном методе организации производства позволяет провести значительную унификацию выпускаемых изделий и технологических процессов на базе стандартизации или нормализации деталей.
Перед партионным методом организации производства стоят следующие задачи: во-первых, перенесение в условия партионного производства как можно большего числа элементов поточного производства; во-вторых, обеспечение равномерной работы на всех участках производства; в-третьих, сокращение продолжительности производственного цикла.
Важнейшее организационно-экономическое значение для партионных методов организации производства имеет величина и повторяемость партий деталей, запускаемых в производство. Именно размер партии деталей оказывает решающее влияние на эффективность производства в цехе, на предприятии.
Мелкие партии деталей снижают загрузку оборудования вследствие большого количества переналадок, они ухудшают такие показатели работы, как производительность труда, себестоимость продукции, но одновременно снижают размеры незавершенного производства и потребность в производственной площади для его хранения. Крупные партии деталей, например, равные месячной программе, позволяют наладить ритмичность производства, повысить загрузку оборудования, сократить время на его переналадку, повысить производительность труда, улучшить качество, снизить себестоимость продукции. Вместе с тем крупные партии увеличивают остатки незавершенного производства, удлиняют производственный цикл, требуют больших производственных площадей для хранения незавершенного производства. Поэтому надо запускать в производство не минимальный и не максимальный размеры партий деталей, а оптимальный размер. Только такая партия позволит цеху, предприятию снизить текущие производственные расходы.
Правильное определение оптимального размера партии деталей является сложной технико-экономической задачей, так как надо учесть влияние многих факторов, условий производства, а именно: трудоемкость изготовления, громоздкость и материалоемкость деталей, наличие производственной площади для хранения незавершенного производства, достижение высокого уровня нагрузки на дорогостоящее, уникальное оборудование. Если эти и другие факторы учтены, то будут созданы предпосылки для достижения высоких технико-экономических показателей работы предприятия, цеха.
Важным фактором, влияющим на оптимальный размер партии деталей, а, следовательно, на повышение эффективности производства, является трудоемкость изготовления деталей. Зависимость здесь такая: чем выше трудоемкость, тем меньше должен быть размер партии деталей, запускаемой в производство, так как крупная партия значительно увеличивает продолжительность производственного цикла, размер незавершенного производства, а следовательно, «омертвляются» значительные материальные, финансовые ресурсы предприятия.
Размер партии должен учитывать громоздкость и материалоемкость деталей, так как эффективность производства в значительной мере зависит от наличного состава транспортных средств на предприятии, их грузоподъемности. Для большой партии крупногабаритных деталей требуется больше производственных площадей для их складирования. Высокая материалоемкость деталей приводит к отвлечению значительных финансовых средств предприятия, а следовательно, к замедлению оборачиваемости оборотных средств, что в условиях рыночной экономики означает постепенное разорение предприятия.
Размер партии деталей должен быть увязан с имеющейся в цехе производственной площадью. При этом чем меньше производственной площади в цехе, тем меньше должен быть размер партии деталей, запускаемой в производство. Отсутствие требуемой площади для хранения незавершенного производства приводит к снижению качества изготавливаемых деталей, росту брака, организационным потерям деталей на производстве. Большие встречные грузопотоки при небольшой производственной площади будут затруднять передачу крупной партии деталей с операции на операцию, с участка на участок, ухудшать условия труда, технику безопасности на производстве.
Технологический процесс изготовления ряда деталей предусматривает выполнение одной-двух операций на очень дорогостоящем, сверхточном (прецизионном) оборудовании, переналадка которого требует огромных затрат времени и средств. В этом случае снижение общих затрат на производство возможно лишь при высоком коэффициенте загрузки такого оборудования, что возможно, если увеличивается размер партии деталей, запускаемой в производство. Однако при этом возрастут расходы по ряду других статей затрат, например, увеличиваются расходы на хранение незавершенного производства. Дорогостоящее оборудование экономически выгодно использовать при высокой и интенсивной загрузке.
На оптимальный размер партии деталей могут оказывать определенное влияние еще ряд условий производства, характерных для конкретного цеха.
Тенденция ухудшения технико-экономических показателей работы предприятия при партионном методе организации производства по сравнению с поточным является следствием сокращения объема выпуска продукции и расширения номенклатуры, ассортимента продукции.
При партионном методе организации производства возрастает доля затрат на оплату труда, увеличиваются условно-постоянные расходы на единицу продукции. Однако надо отметить, что партионные методы организации производства диктуются иными организационно-техническими условиями по сравнению с поточным производством. Применение поточного метода организации производства в условиях серийного производства может привести к еще более резкому ухудшению технико-экономических показателей работы предприятия.
Вместе с тем есть значительные резервы повышения эффективности партионного метода организации производства. Это, прежде всего, резервы повышения равномерности производства продукции, пропорциональности, параллельности, непрерывности, специализации производства в прямоточности грузовых потоков.
Резерв равномерности при партионном методе организации производства оценивают в денежном и натуральном измерениях, а также с помощью коэффициента равномерности производства.
Резерв равномерности производства продукции представляет собой дополнительное количество продукции, которое предприятие может получить при ее изготовлении равными партиями в равные промежутки времени. Для этого необходимо определить причины неравномерной работы и принять меры по повышению коэффициента равномерности производства продукции. Основными причинами неравномерной работы предприятия являются: нарушения графика подачи сырья или материалов в связи с плохой организацией обслуживания рабочих мест, низкий уровень организации технологического процесса, внеплановая остановка оборудования из-за технической неисправности, изменения спроса, присущие рыночной экономике.
Равномерность работы предприятия оказывает большое влияние на величину условно-постоянных расходов, приходящихся на единицу продукции. Повышение уровня равномерности производства приводит к улучшению использования активной части основных производственных фондов, в первую очередь рабочих машин и оборудования.
Резерв повышения пропорциональности при партионном методе организации производства представляет собой дополнительный объем продукции, который предприятие может получить в результате устранения диспропорций в производственной мощности участков, цехов или отдельных групп оборудования. Для выявления уровня пропорциональности проводятся расчеты сопряженности участков цеха.
Ликвидация непропорциональности в цехах предприятия может производиться в одних случаях проведением модернизации оборудования; в других — пересмотром технологического процесса и норм, сокращением номенклатуры работ; в третьих — увеличением сменности производства на данном участке. Резерв пропорциональности можно определить в денежной форме, если его выразить в резерве рабочего времени в связи с устранением непропорциональности смежных участков производства. Выявленный резерв рабочего времени в человеко-часах умножается на среднюю часовую выработку рабочих.
Резерв параллельности при партионном методе организации производства определяется выявлением возможности сокращения длительности производственного цикла в результате перехода с последовательного на смешанный или параллельный вид движения предметов труда. Расчеты показывают, что, при прочих равных условиях, рабочее время производственного цикла (технологический цикл) сокращается при смешанном виде движения предметов труда (сочетания производственных операций) на 30—40%; при параллельном — на 45—50% по сравнению с последовательным сочетанием операций. Сравнивая расчетный технологический цикл при параллельном виде движения предметов труда с фактическим, определяют резерв времени и возможный дополнительный выпуск продукции. Вместе с тем надо учитывать, что переход на параллельный вид движения предметов труда ведет к снижению коэффициента загрузки оборудования, так как возникают простои оборудования на многих рабочих местах, а следовательно, увеличиваются текущие производственные расходы. Поэтому наряду с расчетом дополнительного количества продукции, которое предприятие может изготовить в результате повышения уровня параллельности, необходимо определять возможное увеличение себестоимости продукции в связи со снижением интенсивности нагрузки оборудования. Увеличения себестоимости продукции можно избежать за счет снижения затрат по ряду статей цеховых условно-постоянных расходов, приходящихся на единицу продукции, в связи с возрастанием объема выпуска продукции.
Принцип непрерывности предусматривает непрерывное движение предметов труда по операциям производственного процесса. Этот принцип не считается нарушенным при наличии перерывов в работе оборудования вследствие транспортировки предметов труда внутри цеха или между цехами завода. Непрерывность нарушается, если предметы труда скапливаются между операциями, участками, цехами.
Уровень непрерывности производственного процесса характеризуется коэффициентом непрерывности. Коэффициент непрерывности меньше единицы свидетельствует о пролеживании деталей, перерывах в обработке предметов труда. Для определения резерва непрерывности необходимо подсчитать время перерывов, в течение которого предметы труда пролеживают между рабочими местами по организационным причинам, в связи с техническими неполадками на производстве.
Надо сокращать время перерывов в результате пролеживания партии деталей из-за серийности производства, т. е. время ожидания начала обработки партии деталей ввиду занятости рабочего места обработкой деталей другого серийного изделия, изготавливаемого в этом же цехе. Время такого пролеживания партии деталей нельзя полностью сократить в условиях партионного метода организации производства (это возможно только в условиях поточного метода организации производства), но есть значительные резервы сокращения этих перерывов на каждом предприятии.
Надо сокращать время перерывов в результате пролеживания деталей из-за партионности производства (из-за запуска деталей в производство партиями), т. е. время ожидания окончания обработки последней детали в конкретной партии, так как только после этого вся партия деталей будет подана на другое рабочее место для последующей обработки. Чтобы потери времени пролеживания из-за партионности были минимальными, надо запускать в производство не минимальный размер партии деталей и не максимальный, а оптимальный ее размер. В условиях поточного метода организации производства потерь времени из-за партионности нет, если детали передаются поштучно.
Надо сокращать время перерывов в результате пролеживания деталей из-за несинхронности смежных рабочих мест, находящихся на производственном участке цеха. Эти потери времени можно сократить путем создания небольших поточных линий, состоящих из двух-трех станков, агрегатов или сборочных мест. В этом случае можно за счет различных организационно-технических мероприятий уравнять длительность обработки деталей на этих рабочих местах с таким расчетом, чтобы продолжительность операций была равна или кратна такту производственного процесса на участке цеха. В условиях непрерывно-поточных линий все операции синхронизированы и такого рода потерь рабочего времени нет.
Надо сокращать время перерывов в результате пролеживания партии деталей из-за недостатков в организации обслуживания рабочих мест, например, из-за нарушения графика ремонтного обслуживания рабочих мест, графика поставки материалов, комплектующих деталей. При анализе непрерывности производства выявляют возможность и целесообразность устранения всех перерывов, имеющих место в производственном процессе.
При пространственном размещении производственных участков определяющим является принцип прямоточности. При определении резервов прямоточности анализируют пути движения деталепотоков. Определяют кратчайший путь движения различных партий деталей, начиная от запуска их в производство и кончая выпуском готовой продукции, исключающим их возвратные движения в процессе производства. Следовательно, надо разработать комплекс мероприятий по компоновке взаимосвязанных рабочих мест, участков, цехов, складских и других служб, обеспечивающих самый короткий путь перемещения партии деталей в пространстве. Оптимизация технологических планировок оборудования в цехе позволит значительно сократить производственный цикл, снизить затраты на транспортировку и себестоимость изготовления партии продукции.
Эффективность партионного метода организации производства в целом уступает поточному. Однако надо отметить одно преимущество партионного метода организации производства перед поточным методом организации — сравнительная легкость перехода с производства одного на выпуск другого вида продукции. Это объясняется тем, что оборудование на предприятии при партионном методе располагается по видам однотипных станков, поэтому переход на выпуск новых или модернизированных изделий не требует технологической перепланировки оборудования в цехе, достаточно ограничиться его переналадкой. При поточном методе организации производства оборудование расположено по ходу технологического процесса изготовления строго определенных деталей, поэтому переход на выпуск новой продукции потребует коренной технологической перепланировки оборудования в цехах завода, значительных затрат средств и времени. Детали вновь осваиваемого изделия, даже если их изготавливают по прежней технологии, почти всегда имеют иную последовательность выполнения операций, а, следовательно, необходима перепланировка поточных линий.
Индивидуальный (единичный) метод организации производства
В тех случаях, когда продукция изготавливается единицами или мелкими партиями, применяется индивидуальный (единичный) метод организации производства.
Индивидуальный метод организации производства характерен для заводов и цехов, изготовляющих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением через большой промежуток времени, когда конструкция изделия значительно изменится. Например, по индивидуальному методу организации производства изготавливают турбины, уникальные станки, корабли, металлургическое оборудование. Это продукция заводов тяжелого машиностроения и судостроения.
Индивидуальный метод организации производства свойственен также заводам и цехам, производственная программа которых включает в себя изготовление большого числа систематически меняющейся продукции в ограниченных количествах, например, опытное производство, специальное инструментальное производство.
На заводах тяжелого машиностроения производственная программа устанавливается на длительный период (более года) и уточняется за 6 месяцев до начала отчетного периода, так как только при этих условиях органы технической подготовки производства смогут успеть разработать необходимую техническую документацию. Объем производства измеряется в натуральном и стоимостном показателях.
Если производственная программа состоит из большого числа постоянно меняющейся продукции, то номенклатура этой продукции не всегда известна к началу года, а если и известна, то отсутствуют нормативы, характеризующие заказанную продукцию. Поэтому объем производства при такой разновидности единичного метода организации производства определяется в стоимостных или в условно-натуральных показателях.
Индивидуальный (единичный) метод организации производства характеризуется рядом черт:
1. Изделия запускаются в производство в размере, равном всему количеству изделий в заказе. Детали запускаются в производство, как правило, партиями, равными всей потребности в них для выполнения заказа.
2. Вместо подетальней технологии разрабатывается маршрутная технология, в которой определяются только цехи-изготовители, виды обработки, инструмент. Причем маршрутная технология предусматривает выполнение возможно большего количества следующих друг за другом операций на одном станке, так как выгодно переналадить станок, где уже находится деталь (часто крупногабаритная), и тем самым сократить расходы на транспортировку. Разработка подетальной технологии нецелесообразна еще и потому, что полная технологическая подготовка надолго задержала бы начало выпуска изделия и значительно повысила бы себестоимость изготовления изделия.
3. Изготовление деталей и узлов изделия не закрепляется за конкретным рабочим местом.
4. Оборудование располагается группами однородных станков.
5. Применяется, как правило, универсальное оборудование, обеспечивающее изготовление деталей широкой номенклатуры, а также уникальные станки, станки высокой мощности и точности.
6. Применяются, как правило, универсальные приспособления, пригодные для закрепления на станке самых разных деталей; универсальный режущий инструмент, допускающий выполнение нескольких типовых операций; универсальный измерительный инструмент, позволяющий измерять детали разных размеров.
7. На работе используются рабочие-универсалы высокой квалификации, имеющие определенные навыки выполнения значительного количества разнообразных операций, которым разрешается самостоятельно решать вопросы детализации технологии.
8. В условиях единичного производства усложнено материально-техническое обеспечение, так как для производства требуется огромный ассортимент материалов и высокая оперативность органов снабжения.
Перечисленные особенности индивидуального метода организации производства увеличивают затраты на производство, обусловленные сложностью работ, универсализацией оборудования и увеличением производственного цикла. Поэтому здесь необходимо поддерживать не только высокий уровень организации производства, но и стремление к концентрации производства однотипных изделий, так как это создает возможность перехода от единичного и мелкосерийного производства к партионному методу организации производства.
Технико-экономические расчеты в индивидуальном производстве охватывают расчеты загрузки оборудования, величину заделов продолжительности производственного цикла, разработку цикловых графиков выполнения заказа, предусматривающих максимальное совмещение во времени отдельных работ.
Продолжительность производственного цикла изготовления при индивидуальном методе организации производства определяется путем построением циклового графика изготовления изделия, т. е. определяется рабочее (технологическое) время производственного цикла. В основу этого графика положена продолжительность цикла изготовления наиболее трудоемкой детали каждой сборочной единицы по каждому цеху в отдельности. Обработка остальных, менее трудоемких деталей, может производиться параллельно с изготовлением трудоемкой ведущей детали. К технологическому циклу надо прибавить также время межоперационных перерывов и время естественных перерывов.
При индивидуальном (единичном) методе организации производства календарное планирование является сложным, учитывая ряд его особенностей. Во-первых, для изделий с длительным производственным циклом надо тесно увязывать план изготовления и выпуска продукции с технологической подготовкой производства. Во-вторых, в момент составления календарных планов-графиков выпуска продукции отсутствуют нормы затрат живого труда, овеществленного труда, т. е. нормы времени, расхода материалов, топливно-энергетических ресурсов. В-третьих, сложно распределять производственные процессы во времени и в пространстве с учетом наиболее полной загрузки всех рабочих мест и обеспечения выполнения заказа в установленный заказчиком срок.
Пути совершенствования индивидуального (единичного) метода организации производства: 1. Организация параллельной работы конструкторов, технологов и совмещения технической подготовки производства с выполнением производственной программы, что значительно сокращает длительность производственного цикла. 2. Использование унифицированных и нормализованных деталей и узлов как предпосылки организации поточного метода организации производства, что ведет к росту загрузки оборудования, производительности труда. 3. Типизация технологических процессов, т.е. выбор наиболее рациональных технологических процессов и распространение их на изготовление однотипной по технологии продукции, что позволит сократить расходы на оснастку.
studfiles.net
Массовое производство
Количество просмотров публикации Массовое производство — 45
Массовое производство характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода. Механизация и автоматизация массового производства позволяют значительно снизить долю ручного труда. Для массового производства характерны неизменная номенклатура изготовляемых изделий, специализация рабочих мест на выполнении одной постоянно закрепленной операции, применение специального оборудования, небольшая трудоемкость и длительность производственного процесса, высокая автоматизация и механизация.
Массовое производствохарактеризуется узкой специализацией рабочих мест, ориентированных на выполнение одной-двух постоянно повторяющихся детале-операций (в большинстве случаев Кср = 1). Себестоимость и трудоёмкость продукции массового производства по сравнению с единичным и серийным производствами минимальна. Этот тип производства экономически целесообразен при достаточно большом объёме выпуска продукции. Необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию. В условиях экономического кризиса массовое производство становится наиболее уязвимым.
Основной признак массового типа производства – изготовление большого объёма однородной продукции в течение относительно длительного периода. Для предприятий массового производства характерно ограничение номенклатуры выпускаемых изделий (нередко 1÷2 наименования). Большие объёмы выпуска и высокая стабильность конструкции делают экономически целесообразной детальную разработку технологических процессов. Это позволяет применять высокопроизводительное специальное оборудование и автоматические системы машин (автоматические линии), что облегчает набор рабочей силы. Характеристика типов производств представлена в таблице 2.1.
Таблица 2.1 – Характеристика типов производства
| Фактор | Единичное | Серийное | Массовое |
| Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько |
| Повторяемость выпуска товарной продукции | Не повторяется | Периодически повторяется | Постоянно повторяется |
| Применяемое технологическое оборудование | Универсальное | Универсальное, специальное | В основном специальное |
| Расположение технологического оборудования | Групповое, технологический принцип | Групповое и цепное, предметный и технологический | Цепное, предметный |
| Разработка технологического процесса | Укрупненный метод (на изделие, узел) | Подетальная | Подетальная, пооперационная |
| Закрепление операций за станками, k з.оп | Специально не закреплены, kз.оп> 40 | Определенные операции закреплены, 10÷20 | На каждом станке – одна операция, 1÷2 |
| Квалификация рабочих | Высокая | Средняя | Невысокая |
| Взаимозаменяемость | Неполная | Полная | Полная |
| Себестоимость единицы | Высокая | Средняя | Низкая |
| Степень реализации базовых принципов организации производства | Низкая степень непрерывности процессов | Средняя степень поточности производства | Высокая степень непрерывности процесса |
Массовое производство создает благоприятные условия для углубления специализации, резкого роста производительности труда, высокой загрузки оборудования (без переналадки, как в единичном и серийном производстве), установления четкого ритма работы. Все это приводит к повышению эффективности производства – снижению себестоимости продукции, повышению ее качества и росту производительности труда. К примеру, себестоимость опытного образца автомобиля, который изготавливается по методу единичного производства, как правило, в 20÷30 раз выше себестоимости этого же автомобиля, когда он освоен и сходит с конвейера массового производства. Вместе с тем, надежность и долговечность опытного образца автомобиля в несколько раз ниже, чем массового изделия.
Такое огромное различие технико-экономических показателей единичного и массового производства характерно в основном лишь для производства особо сложной, трудоемкой продукции, однако даже в таком относительно простом производстве, как пошив одежды или приготовление пищи, где это различие меньше, оно все же составляет от 40 до 50 %.
Вместе с тем массовое и крупносерийное производство имеет ряд недостатков, главными из которых являются ориентация не на конкретного потребителя с его индивидуальными запросами, а на усредненные стандарты, и жесткость технологии, предопределяющая трудности перестройки производства из-за наличия значительного количества специального оборудования и оснастки.
В массовом производстве существуют все виды специализации со своей спецификой. Характерная черта специализации массового производства – выделение предприятий по типу конечной сборки выпускаемой продукции. Технологическая специализация не ограничивается выделением сборочных производств, в ряде случаев применяются подразделения по изготовлению узлов, агрегатов и т. д. Существует прямая зависимость: чем меньше на предприятии ассортимент выпускаемых изделий, тем труднее освоить новые технологии и расширить номенклатуру изделий, а значит, затраты на подготовку производства по выпуску новых изделий будут более высокими. По этой причине при адаптации предприятий в новых (рыночных) экономических условиях изменение и совершенствование ассортимента продукции должно осуществляться в рамках имеющихся производственных мощностей, за счёт гибкости производственной структуры и использования внутренних резервов ее совершенствования. Для преодоления недостатков массового производства широко используется технический метод унификации и стандартизации материалов, деталей, узлов и агрегатов, из которых комплектуется готовое изделие. Изменяя набор комплектующих элементов, их взаимное расположение, можно значительно изменять характеристику готовой продукции и приспосабливать ее к требованиям заказчика. Очевидно, что сочетание крупносерийного и массового производства с приближением конечной продукции к индивидуальному спросу – наиболее перспективный метод организации производственного процесса.
referatwork.ru
Массовое производство
ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ОТРАСЛИ
Массовое производство характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода. Механизация и автоматизация массового производства позволяют значительно снизить долю ручного труда. Для массового производства характерны неизменная номенклатура изготовляемых изделий, специализация рабочих мест на выполнении одной постоянно закрепленной операции, применение специального оборудования, небольшая трудоемкость и длительность производственного процесса, высокая автоматизация и механизация.
Себестоимость продукции массового производства по сравнению с продукцией единичного и серийного производства минимальна. Этот тип производства экономически целесообразен при достаточно большом объеме выпуска продукции. Необходимым условием массового производства является наличие устойчивого и значительного спроса на продукцию. В условиях экономического кризиса массовое производство становится наиболее уязвимым.
Характеристика типов производства
ФАКТОР | Единичное | Серийное | Массовое |
Номенклатура | Неограниче нная | Ограничена сериями | Одно или Несколько Изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, Частично Специальное | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологическо го процесса | Укрупненный метод (на изделие, узел) | Подетальная | Подетальная, пооперационная |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна операция |
Квалификация рабочих | Высокая | Средняя | Невысокая |
Взаимозаменяе мость | Неполная | Полная | Полная |
Себестоимость Единицы Продукции | Высокая | Средняя | Низкая |
Степень Реализации Основных Принципов Организации Производства | Низкая степень Непрерывности Процессов | Средняя степень поточности производства | Высокая степень Непрерывности и Прямоточности производства |
Сферы экономики
Экономика любой страны представляет собой единый комплекс взаимосвязанных отраслей. Народнохозяйственный комплекс имеет особые отраслевые, воспроизводственные, региональные и иные структурные характеристики. При анализе народного хозяйства в экономических исследованиях обычно используются такие …
Структура цикла
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий. Время выполнения основных операций обработки изделий составляет технологический цикл и определяет время, в течение которого осуществляется …
ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ОТРАСЛИ
Л. Л. Мешкова, И. И. Белоус, Н. М. Фролов В условиях развития рыночных отношений растет необходимость в специалистах экономического профиля, умеющих осуществлять техническую подготовку, управление производством, анализировать его с точки …
msd.com.ua