ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
ЧТО ТАКОЕ ТЕРМООБРАБОТКА
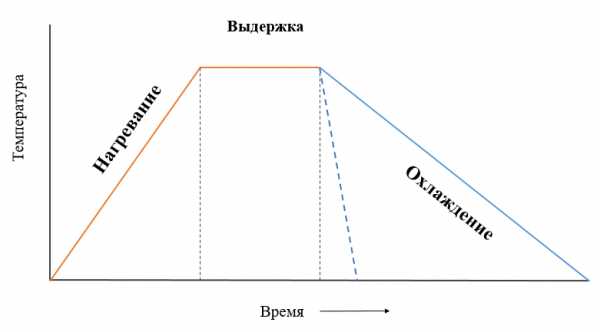
Термическая обработка (термообработка) – это процесс обработки материала для придания ему необходимых свойств. Данный процесс включает в себя несколько стадий: нагрев материала с определенной скоростью до определенной температуры, последующая выдержка в течении определенного времени при заданной температуре и охлаждение с определенной скоростью до заданной температуры.
МАТЕРИАЛЫ, ПОДВЕРГАЕМЫЕ ТЕРМООБРАБОТКЕ
Черные металлы:
- Сталь*
- Чугун
- Сплавы
- Нержавеющая сталь
- Инструментальная сталь
Цветные металлы:
- Алюминий
- Медь
- Латунь
- Титан
*Более 80% процентов термической обработки выполняется для стали
Термическая обработка (термообработка) бывает следующих видов: отжиг, нормализация, закалка, отпуск, поверхностная закалка
- Отжиг
- — это метод термической обработки, при котором металл нагревают до определенной температуры, выдерживают при этой температуре в течение некоторого времени, а затем медленно охлаждают до комнатной температуры. Этот процесс улучшает однородность металла, снижает его твердость, что облегчает дальнейшую механическую обработку. Цели отжига — снижение твёрдости для облегчения механической обработки, улучшение микроструктуры и достижение большей однородности металла, снятие внутренних напряжений.
- Закалка
- — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
- Отпуск
- — это метод термообработки, используемый для повышения упругости сплавов на основе железа, таких как сталь. Металлы на основе железа очень твердые, но также часто слишком хрупки для использования в разных целях. Процесс отпуска может использоваться для изменения твердости, пластичности и прочности металла, что обычно облегчает обработку.
- Нормализация
- — это процесс отжига стали, где ее нагревают на 30-50°C выше, чем при отжиге, и долго выдерживают при критической температуре. Сталь, обработанная таким способом, должна охлаждаться воздухом. Термическая обработка при нормализации приводит к получению более мелких аустенитных зерен, а при воздушном охлаждении образуются более очищенные ферритные зерна. Этот процесс улучшает обрабатываемость, пластичность и прочность стали.
- Поверхностная закалка
- – процесс, позволяющий достигнуть высокой прочности и твердости поверхностного слоя, сочетающегося с достаточной вязкостью сердцевины. Такая закалка может быть достигнута за счет кратковременного нагрева поверхностного слоя металла до температуры закалки и последующего быстрого охлаждения. При этом скорость нагрева должна быть такой, чтобы тепло не успело распространиться вглубь детали, в противном случае произошла бы объемная закалка изделия.
СХЕМА ПРОЦЕССА ТЕРМООБРАБОТКИ
Отжиг для снятия напряжений
Сфероидизация
Закалка и отпуск
Стандартная закалка и отпуск
Мартенситная закалка
Поверхностная закалка
Карбюризация
Цианирование
Азотирование
Карбонитрирование
Закалка пламенем
Индукционная закалка
Электронно-лучевая закалка
Лазерная закалка
ОЧЕРЕДНОСТЬ ПРОЦЕССА ТЕРМООБРАБОТКИ
Промывка
- Предварительная промывка с коагулятором
- Де-фосфатная система
- Промывка спреем
Нагревание
- Подогрев
- Нагревание
- Выдержка и диффузия
- Предохлаждение
- Отпуск
- Покрытие поверхности
- Промывка
ПРИМЕР ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕМОГО ДЛЯ ТЕРМООБРАБОТКИ
- Оборудование для очистки/промывки металла (мойка-полоскание)
- Газовая печь
- Прямое нагревание с использованием горелок, запущенных непосредственно в печь
- Непрямого нагрева: радиационная труба, муфельная печь, ретортная печь и т.д.
- Нагревательные ванны с соляным расплавом (свинцовым расплавом)
- Кипящий слой
- Электрическая печь
- Индукционный нагрев
- Электрический нагрев
- Другое (лазер, электронный луч, и т.д.)
- Охлаждающее оборудование
- Система транспортировки и загрузки материалов
- Лабораторное оборудование, оборудование для тестирования качества
ВИДЫ ПЕЧЕЙ ДЛЯ ТЕРМООБРАБОТКИ
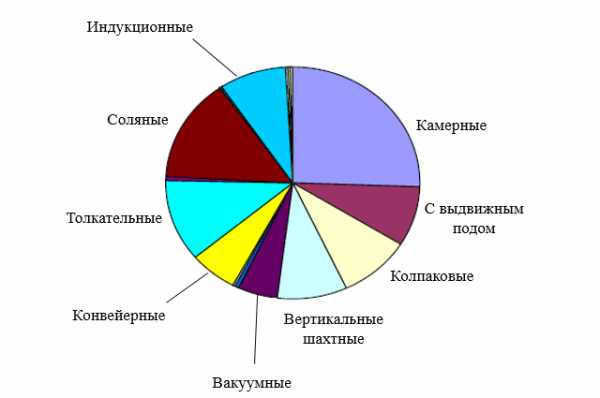
- ❑ Камерные печи
- ❑ Печи с выдвижным подом
- ❑ Колпаковые печи
- ❑ Вертикальные шахтные печи
- ❑ Вакуумные печи
- ❑ Плавильные печи
- ❑ Печи с роликовым подом
- ❑ Печи с барра-роликами
- ❑ Полосные непрерывные
- ❑ Индукционные непрерывные
- ❑ Конвейерные печи
- ❑ Толкательные печи
- ❑ Печи кипящего слоя
- ❑ Соляные печи
- ❑ Печи с вращающимся подом
- ❑ Плазменные печи
- ❑ Индукционные печи
- ❑ Лазерные печи
- ❑ Электронно-лучевые печи
- ❑ Пламенные печи
Особенности печей разных видов нагрева
ПЕЧИ ПЕРИОДИЧЕСКОГО И НЕПРЕРЫВНОГО ДЕЙСТВИЯ
ПЕЧИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
- Система нагрева располагается в изолированной камере с дверцей для загрузки и выгрузки
- Партийное производство
Пример: камерная печь, шахтная печь, колпаковая печь, элеваторная печь
ПЕЧИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
- Механизмы транспортировки работы через печь включают вращающиеся поды и прямоходные конвейеры
- Поточное производство
КОМПОНЕНТЫ ТИПИЧНОЙ ЛИНИИ ТЕРМООБРАБОТКИ
www.metiz.com.tw
КОНВЕЙЕРНЫЕ ПЕЧИ С ЭЛЕКТРИЧЕСКИМ НАГРЕВОМ. РЕАЛИЗОВАННЫЕ ПРОЕКТЫ
РЕАЛИЗОВАННЫЕ ПРОЕКТЫ
Закалочные печи для термической обработки крепежных изделий, внешний вид конвейерной печи с электрическим нагревом, реализованные проекты печей для термической обработки
кликните на фото для увеличения
Общий вид
линии печи закалки
и отпуска
конвейер
закалочной печи
Вибрационный бункер и магнитный конвейер для загрузки крепежа в моечное устройство
Автоматическая панель
управления линией
оборудования
Установочные болты для
установки натяжения
ленты конвейера
Регуляторы
электрического
напряжения
Двигатель вентиляторов для равномерного распределения температуры внутри закалочной печи
Первичная
моечная
машина
Защитные щитки
цепной передачи
ленты конвейера
индикации
событий
Прибор самописец,
фиксирует изменение температуры
в печи закалки и отпуска
Панель настройки и
установки температуры
закалочной печи
Контроллер углеродного
потенциала печи
закалки и печи отпуска
Контроллер
подачи
воздуха
Индикаторы
силы
тока
Газовые
датчики
Контролер углеродного
потенциала
печи отпуска
Индикаторы
напряжения
и силы тока
линии печи
закалки и отпуска
Панель управления
загрузчиком
крепежной продукции
Зона предварительного
нагрева
закалочной печи
Двигатель первичного
моечного
устройства
Панель настройки и
установки температуры
отпускной печи
Экран сообщений о
неисправностях системы и
кнопки сброса
Конвейер печи отпуска,
зона выгрузки готовой
отожженной продукции
Зона выгрузки
термически обработанного
крепежа
обработанного крепежа
в технологическую тару
Панель
управления
эндогенератором
Панель настройки и
установки температуры
закалочной печи
Контроллер углеродного
потенциала печи закалки
и печи отпуска
Температурный
датчик
моечного устройства
Датчики температурного контроля
и контроля уровня масла
закалочного бака
Температурный
датчик
эндогенератора
Газовая горелка
для сжигания
отходящего газа
Устройстро для
подачи защитного газа
— азота
Эндогенератор линии
печи закалки
и отпуска
Двигатель
вторичного
моечного устройства
Датчик уровня воды
системы охлаждения
эндогенератора
Прибор самописец,
фиксирует изменение температуры в
печи закалки и отпуска
Прибор для определения
и контроля твердости
крепежной продукции
Прибор для определения степени
прочности крепежа
методом скручивания головки
www.metiz.com.tw
Оборудование для термообработки металлов, метизов, крепежа из Тайваня – iMachine
Термическая обработка позволяет улучшить функциональные характеристики ответственных узлов, конструкционных деталей, крепежа, проволоки за счёт изменения структуры металлов при соблюдении необходимых температурных режимов. Термообработка позволяет достигнуть нужной прочности, износостойкости, задироустойчивости, сопротивлению усталостному и хрупкому разрушениям, повысить стойкость материала к коррозии, улучшить его жаропрочность и пр.Различают следующие виды термообработки: отжиг, закалку, отпуск, химико-термическую обработку.
Отжиг применяют для повышения пластичности и степени деформации материала (сфероидизирующий отжиг), приданию однородности макроструктуры металла и устранению металлургических дефектов (нормализация), снижения внутренних напряжений, придания металлу мелкозернистой структуры (рекристаллизационный отжиг). Отжиг проволоки предшествующий холодной объёмной штамповке позволяет повысить пластичность и уменьшить сопротивлению деформированию металла, что существенно продлевает срок службы инструмента, применяемого для последующей высадки изделий. Для предотвращения образования окалины и окисления проволоки в печах отжига, поставляемых «Ай Машин Тулс», применяется специальная защитная атмосфера, состоящая из инертных газов (азот, водород).
Закалка – это процесс термической обработки изделий, заключающийся в нагреве до определённой температуры (зависит от марки стали изделия), выдержке для завершения структурных превращения и быстром охлаждении в закалочной среде (вода, масло, растворы солей, щелочей и т.д.). Смысл закалки заключается в придании изделиям повышенной твёрдости и максимальной прочности, однако при этом снижается их ударная вязкость, повышается хрупкость. Крепёжные детали с классами прочности 8.8 и выше (для стержневых деталей типа болт) обязательно должны подвергаться закалке и отпуску.
Для устранения негативных эффектов закалки, в термообработке крепежа и метизов применяется процесс отпуска, суть которого состоит в нагреве изделий несколько ниже температуры закалки и последующем медленном охлаждении в воздушной среде. Отпуск является заключительным этом термообработки крепежа, поэтому его функцией является придание изделиям требуемых характеристик. Отпуск металлов позволяет снизить хрупкость и устранить внутренние напряжения, увеличить ударную вязкость и пластичность изделий.
Химико-термическая обработка — это процесс изменения химического состава поверхностных слоёв металла, который происходит при соблюдении необходимых температурных режимов. Химико-термическую обработку изделий проводят для повышения их поверхностной твёрдости и износостойкости.
Одной из основных разновидностей ХТО является цементация. Цементация – это процесс насыщения поверхностного слоя металла углеродом. Насыщение углеродом позволяет повысить поверхностную твёрдость и прочность металла, увеличить его износостойкость. При этом сердцевина изделия остаётся мягкой и вязкой. В тайваньском оборудовании от «Ай Машин Тулз» применяется газовая цементация изделий, преимуществом которой, является контроль глубины науглероженного слоя, высокая экономичность и производительность.
Также в производстве различных конструкционных деталей, ответственных узлов и соединения применяются следующие виды химико-термической обработки: нитроцементация, азотирования, цианирование, алитирование, хромирование и пр.
Спектр оборудования для термической обработки крепежа, метизов, проволоки, деталей, узлов и пр., предлагаемый «Ай Машин Тулз» включает:
- закалочно-отпускные агрегаты конвейерного типа с функцией цементации;
- купольные печи сфероидизирующего и нормализационного отжига в защитной среде;
- шахтные печи для отжига и цементации изделий;
- камерные печи
- вакуумные печи
taiwan-fasteners.com
Технология производства крепежа
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
(для справки)
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения.
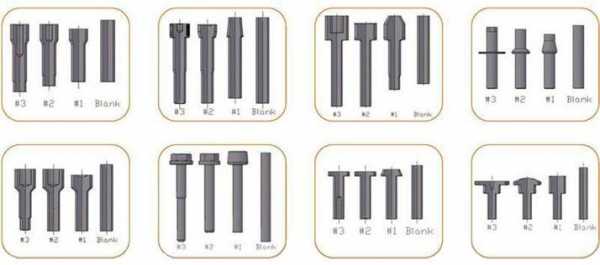
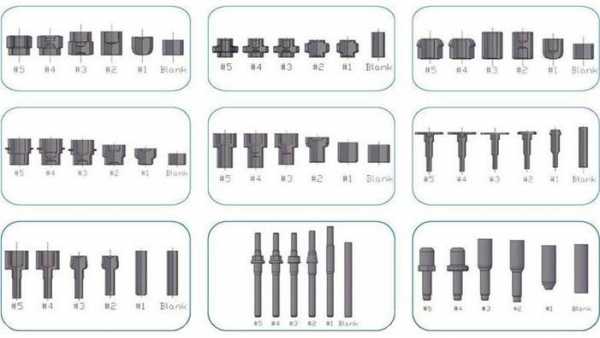
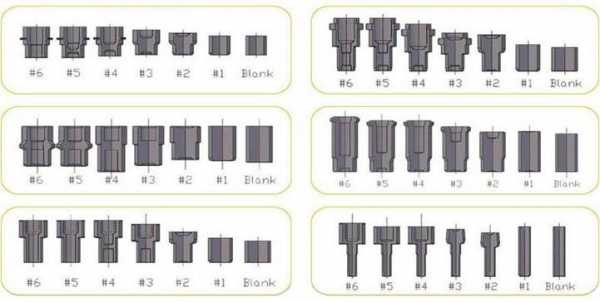
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
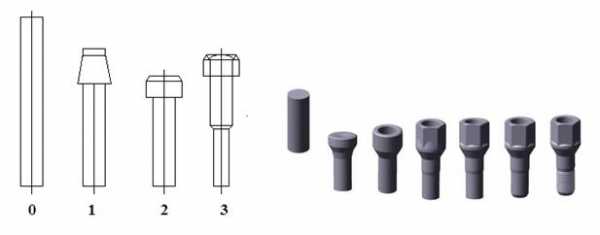
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
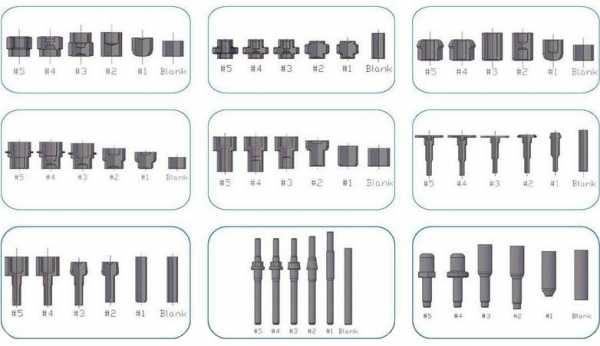
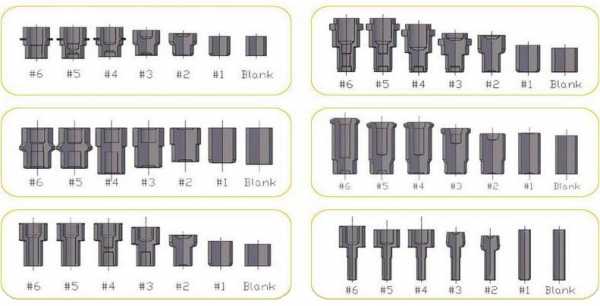
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
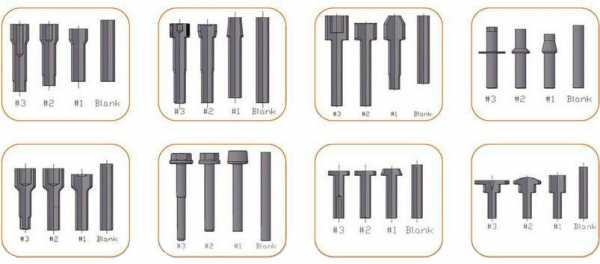
4-х позиционный автомат

5-ти позиционный автомат
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьб шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовых резьб на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.
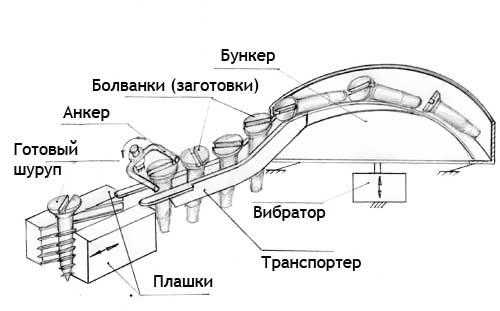
Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
Чтобы сделать точный расчет стоимости оборудования для организации производства саморезов пришлите нам пожалуйста подробные технические характеристики продукции которую Вы хотите производить и чертёж, а именно:
- Наименование изделия крепежа.
- Диаметр головки.
- Длина стержня.
- Производительность оборудования (шт./мин.).
- Чертёж продукции.
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
www.metiz.com.tw
Технология производства метизов
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
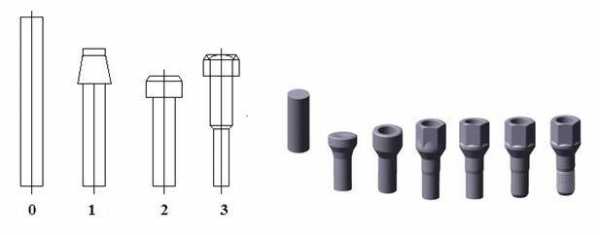
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь, тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
4-х позиционный автомат

5-ти позиционный автомат
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.

Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для болтов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
metalvis-yug.ru
Саморезы всех видов оптом | Производитель метизов и крепежа в Китае
04.03.2016
В последние годы спрос на различные строительные комплектующие в России существенно вырос. Многие компании ищут возможность закупать такие изделия как саморезы оптом, по выгодной цене, для этого обращаясь напрямую к производителям. Но не все из них предлагают качественный товар по доступной цене. Однако, они есть.
Наша фабрика — Maihong Fasteners -расположена в одном из самых развитых промышленных районов Китая — провинции Чжэцзян. Мы специализируемся на производстве различных видов крепежа и метизов. Выпуск фосфатированных саморезов для гипсокартона, дерева и металла оптом — одно из главных направлений деятельности нашей компании.
Мы экспортируем саморезы контейнерами напрямую из Китая, и можем предложить своим клиентам очень выгодные цены на нашу продукцию. Однако, не все покупатели доверяют китайским производителям, сомневаясь в качестве товара.
Чтобы развеять лишние сомнение, мы расскажем вам о том, как именно производятся саморезы (фосфатированные или оцинкованные) на нашей и других китайских фабриках, а также о способах контроля качества и о том, как уже на этапе заказа понять, что вы получите в итоге от данного поставщика.
Закупка сырья
Начнём с того, что для производства саморезов (для металла, дерева и гипсокартона) обычно используется два вида низкоуглеродистой стали: 1022а и q235. Сталь поставляется на завод в бухтах в виде проволоки нужного диаметра.
Q235
Это китайская марка стали, цифры 235 означают показатель предела текучести, который равен 235 Mpa для этой стали. Данный вид сырья используется для дешевых саморезов, которые термически не обрабатываются. Мы вообще не рекомендуем вам покупать такие саморезы оптом в Китае, но все-таки, если вам нужна очень низкая цена, то вы можете рассмотреть данный вариант. Однако, саморезы из стали q235 не получится вкрутить во что-то тверже дерева. Поэтому будьте готовы.
1022
Это самая распространенная марка стали для производства саморезов. Саморезы, произведенные из этой стали, необходимо закаливать, что значительно повышает их прочность и надежность, но в то же время увеличивает себестоимость производства. Данный вид саморезов можно использовать и для работы с металлом. Поэтому, если вы планируете купить саморезы оптом в Китае, то вам определенно стоит выбрать именно этот вид стали, что будет лучшим решением вопроса «цена- качество».
Если вы не уверены в том, из какой стали производит саморезы ваш поставщик, то обратите внимание на маркировку на бухтах проволоки, которые стоят на складе. На маркировке должна быть обозначена марка стали. Если же таковая отсутствует, то это серьезный повод задуматься о надежности производителя.
Сырье для производства саморезов
В том случае, когда заказ уже размещен, и вы хотите быть уверенным в качестве саморезов, то просто напишите нам, и мы возьмем образцы из вашей партии для проведения лабораторного анализа физических характеристик и химического состава стали.
Формовка
Непосредственно производство самореза осуществляется на двух станках: холодновысадочном автомате и резьбонакатном станке.
Не первом станке происходит нарезка проволоки на отрезок нужной длины, в зависимости от размера самореза, и формирование шляпки.
На резьбонакатном станке на заготовке нарезается резьба на заготовке.
Если вы приезжаете на фабрику производителя саморезов в Китае и не уверены в том, что качество и физические параметры саморезов будут соответствовать вашим требованиям, то вам нужно обратить внимание на несколько моментов:
- Оборудование какой марки и производителя стоит на фабрике. Чаще всего это либо тайваньское, либо китайское оборудование, дешевое или дорогое.
- Техническое состояние оборудования — насколько оно удовлетворительно.
- Журналы с записями замеров выпускаемых в течение рабочей смены саморезов. Любой станок со временем изнашивается и начинают появляться отклонения от стандартов в размерах самореза. Наличие такого журнала очень важно, так как в нем зафиксированы объективные данные по товару.
Записи о замере размеров саморезов на фабрике Maihong Fasteners
Термообработка
Если у вас есть планы купить саморезы оптом в Китае от производителя, то вам обязательно стоить обратить внимание на то, как и где производитель осуществляет термическую обработку саморезов. Это очень важный этап, влияющий на технические характеристики самореза даже больше, чем все остальные.
Наша компания — Maihong Fasteners — осуществляет термическую обработку саморезов и другого крепежа на специализированном предприятии, крупнейшем в провинции Чжэцзян в этой отрасли. Стоимость их услуг по обработке саморезов для гипсокартона и саморезов для металла на порядок выше, чем на небольших кустарных фабриках. Но почему мы выбрали именно их? Все просто: на данном предприятии расположено 7 линий для термообработки только саморезов. При этом саморезы больших размеров и маленьких закаливаются на двух разных линиях. Зачем это нужно? Дело в том, что при термообработке саморезов маленьких размеров изделие из комнатной температуры попадает прямиком в печь с температурой около 500 градусов.
Саморезы больших размеров закаляются на линии с постепенным увеличением температуры. Это делается для того, чтобы саморез не гнулся от резко высокой температуры.
Если вы и раньше закупали саморезы оптом в Китае, то возможно вы сталкивались с тем, что тонкие и длинные саморезы немного гнутые. Это происходит именно по причине того, что саморезы всех размеров проходят термическую обработку на одной линии.
Некоторые фабрики, занимающиеся термической обработкой саморезов и других метизов и крепежа, для снижения издержек и повышения производительности складывают саморезы в несколько слоев на линии термообработки. Из-за этого та часть метизов и крепежа, которая оказывается в середине, обрабатывается значительно хуже и имеет не самые лучшие технические характеристики.
Саморезы, которые только что прошли термическую обработку
Гальваническое покрытие
Качество и надежность покрытия (оцинковки, оксидирования) сильно зависит от толщины слоя, который, в свою очередь, прямо пропорционален времени нахождения метизов в ванной с нужными растворами.
Полностью автоматическая линия для оксидирования и оцинковки саморезов
Для того, чтобы гарантировать равномерный слой покрытия самореза, мы перед этим обрабатываем саморезы на пескоструйном оборудовании. Многие фабрики на этом экономят.
Упаковка
Если вы планируете купить саморезы оптом из Китая от нашей фабрики — Maihong Fasteners, то мы можем предложить вам и дополнительные услуги, среди которых — возможность заказать саморезы в фирменной упаковке с логотипом вашей компании. Таким образом будет расти узнаваемость вашего бренда в том регионе, где вы ведете свою деятельность.
Заказывая товар напрямую от производителя, вы перестаете зависеть от местных оптовиков, их поставок и их ценовой политики.
Все коробки упаковываются в качественные паллеты из бруса и плотно обтягиваются пластиковой пленкой. Таким образом мы можем гарантировать сохранность и целостность груза.

На контейнер вешается пломба, и груз приходит к вам на склад в том же количестве и состоянии, как при погрузке на нашей фабрике.
У нас доступна для заказа как индивидуальная упаковка для розничных магазинов и супермаркетов, так и промышленная тара. На ваш выбор.
Экспорт из Китая и оформление документов
Если вы уже были в Китае и ездили по фабрикам–производителям саморезов, то могли обратить внимание на то, что у многих из них нет лицензии на экспорт, на каких-то отсутствует англоговорящий персонал, и есть даже такие, где не пользуются компьютером, хотя их существенно меньше. И это не шутки.
Если вы не хотите тратить свое время на решение задач, не связанных напрямую с продажами и расширением клиентской базы, и заниматься лишними техническими и организационными вопросами, то трижды подумайте, прежде чем размещать заказ на одну из таких фабрик.
У нашей компании — Maihong Fasteners — есть лицензия на экспорт метизной продукции из Китая и возможность возвращать НДС при экспорте, что позволяет нам предлагать товар по максимально низкой цене. Сотрудничая с нами, вы можете быть уверены, что все обязательства будут выполнены в указанные сроки, а качество продукции не разочарует!
Таможенное оформление саморезов в России и доставка в ваш регион
На проятжении уже более 10 лет мы каждый месяц экспортируем в Россию несколько десятков контейнеров саморезов и другой метизной продукции. За эти годы накоплен огромный опыт работы и много ценной информации от наших клиентов и их таможенных брокеров касательно особенностей доставки и таможенного оформления метизов в российских портах. Здесь мы уже писали о том, какие риски могут возникнуть, если не уделять должного внимания проработке логистических и финансовых схем.
Наша компания давно и активно сотрудничает с таможенными брокерами в портах Владивосток, Восточный и Санкт-Петербург. Мы готовы сделать для вас полный расчет себестоимости саморезов оптом из Китая, включая таможенное оформление и доставку до вашего склада.
Кровельные саморезы
Кровельные саморезы представляют собой саморезы со сверлом, металлической шайбой и прокладкой из резины или EPDM. Их также часто называют саморезами для металлочерепицы.
Технология производства таких саморезов в целом не сильно отличается от технологии производства обычных изделий. Тем не менее, существуют некоторые особенности, на которые стоит обратить внимание при покупке кровельных саморезов оптом в Китае:
- Качество оцинковки. Кровельный саморез подвергается серьезным воздействиям окружающей среды, поэтому нужно обязательно следить за качеством и толщиной покрытия.
- Толщина, диаметр и качество материала резиновой или EPDM прокладки.


Саморезы с пресс-шайбой
Саморез с пресс-шайбой можно заказать как со сверлом, так и острый. Саморез с пресс-шайбой предназначен для крепления металлических профилей, а также металлического листа к деревянным конструкциям.


Купить саморезы оптом по выгодной цене
Если вы хотите узнать, насколько выгодно сможете заказать в компании Maihong Fasteners оптом саморезы кровельные, саморезы с пресс-шайбой, а также другие виды крепежа и метизов, то свяжитесь с нами через форму обратной связи или по телефону, и мы рассчитаем вашу заявку.
С нами работать надежно и выгодно! Звоните — и мы ответим на любые ваши вопросы!
metizi-optom.com
Общая информация по конвейерным печам непрерывного действия.
КОНВЕЙЕРНЫЕ ПЕЧИ. ОБЩАЯ ИНФОРМАЦИЯ
КОНВЕЙЕРНЫЕ ПЕЧИ ДЛЯ ЗАКАЛКИ С ПОСЛЕДУЮЩИМ ОТПУСКОМ И НИТРОЦЕМЕНТАЦИИ
Конвейерные печи могут осуществлять целый спектр процессов термообработки, начиная с цементации, нитроцементации, отпуска и заканчивая резким охлаждением в масле, в воде, в полимерах и в соли. Они широко применимы для термообработки большого количества различных мелких предметов, таких как болты, винты, подшипники, штампованные детали небольших размеров. Автоматическая линия конвейера, с электрическим или газовым нагревом, может включать:
- Систему для загрузки и обработки материала.
- Устройство для взвешивания и дозирования.
- Печь твердой закалки и отпуска.
- Моечную машину для винтов или лент.
- Масляный сепаратор и центрифугу.
- Резервуар для резкого охлаждения и полировки изделия.
- Систему управления с контрольно-измерительными приборами.
КОНВЕЙЕРНЫЕ ПЕЧИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЖИГА, ПАЙКИ В ПЕЧИ ДЛЯ ЗАКАЛКИ НА ТВЁРДЫЙ РАСТВОР
Одной из главных особенностей конвейерных печей непрерывного действия является равномерность термообработки. Обрабатываемые изделия последовательно располагаются и распределяются на линии конвейера и следовательно, проходят все необходимые температурные градиенты в процессе термообработки. Источником нагрева может выступать электричество или газ, с использованием различных защитных атмосфер в зависимости от вида термической обработки:
- пайка
- отжиг
- закалка на твердый раствор
- твердая закалка (для упрочнения сплавов)
Наиболее часто встречаемый вид термообработки — пайка, которая соединяет различные металлы вместе (сталь, нержавеющая сталь, медь, бронза, латунь, алюминий и др.). Свариваемый материал, как правило, состоит из паяльной пасты или металла, которые размещаются непосредственно на площади для пайки.
КОНВЕЙЕРНЫЕ ПЕЧИ ДЛЯ СПЕКАНИЯ
Одной из главных особенностей конвейерных печей непрерывного действия является равномерность термообработки. Обрабатываемые изделия последовательно располагаются и распределяются на линии конвейера и следовательно, проходят все необходимые температурные градиенты в процессе термообработки. Источником нагрева может выступать электричество или газ, с использованием различных защитных атмосфер в зависимости от вида термической обработки:
- спекание
- спекание/ твердая закалка (для упрочнения сплавов).
Особое внимание уделено проектированию и строительству конвейерной печи непрерывного действия для спекания-упрочнения деталей, получаемого путем сжатия металлических порошков друг с другом. Такой процесс термообработки не требует дополнительных циклов. Готовая продукция в вашем распоряжении.
КОНВЕЙЕРНЫЕ ПЕЧИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОКСИДИРОВАНИЯ И РАСКИСЛЕНИЯ
- Термическая обработка при высоких температурах выполняется в печах данного типа, в соответствующей газовой среде, что непосредственно является причиной изменения химического состава поверхности обрабатываемых материалов.
- Конвейерные печи непрерывного действия применяются для раскисления оксидов из металлических порошков (например, меди, железа, нержавеющей стали). Транспортной системой для обрабатываемой продукции выступает конвейер из жаропрочной стали, который движется поступательно. Объём защитного газа внутри печи сокращается в процессе эксплуатации.
- Оксид сине-черного цвета, направляемый по конвейерной линии состоит из оксида железа и устойчив к атмосферной коррозии. Спекание происходит в присутствии перегретого пара. Пористый материал, который образуются в результате спёкшийся частицы порошка обладает водонепроницаемыми свойствами и приобретает повышенную твердость (например, поршни для холодильных компрессоров).
- В случае магнитных сердечников для электродвигателей и трансформаторов, контролируемое окисление формируется из изоляционного материала, способного ограничить гистерезис (запаздывание, отставание фаз) и паразитарные токи, создаваемые энергией магнитного поля.
- Наряду с термообработкой, отжиг также имеет место, что позволяет увеличить магнитную проницаемость ламинарных узлов, составленных из ранее упомянутых магнитных сердечников. В термообработке, можно использовать перегретый пар, а также экзотермический газ, который производится путем сжигания воздуха /углеводородного топлива.
www.metiz.com.tw