Линии производства труб — переработка пластмасс
Модификации и характеристики трубных линий
| № | Модель трубной линии | ЛТПС-32 3×20 | ЛТПС-45 16×63 | ЛТПС-63 20×110 | ЛТПС-75 63×160 | ЛТПС-90 110×315 | ЛТПС-125 160×630 |
| 1 | Диаметр трубы, мм. | 3-20 | 16-63 | 20-110 | 63-160 | 110-315 | 160-630 |
| 2 | Толщина стенки, мм. | 1,0-4,0 | 2,0-5,0 | 2,0-10,0 | 3,0-12,0 | 4,0-25,0 | 6,0-40,0 |
| 3 | Производительность, кг/час. | 22 | 60 | 160 | 200 | 300 | 350 |
| 4 | Мощность, кВт, не более | 15 | 45 | 80 | 90 | 170 | 220 |
| 5 | Расход охлаждающей воды, м3/ч | 1,2 | 2,5 | 3,0 | 4,0 | 5,5 | 6,0 |
| 6 | Расход сжатого воздуха, м3/ч. | 1,0 | 1,2 | 1,4 | 1,5 | 1,8 | 2,0 |
| 7 | Габаритные размеры (Д x Ш x В), мм. | 1400x960x1700 | 20000x1500x2000 | 25000x1700x2200 | 33000x2000x2500 | 38000x2500x2800 | 42000x2800x2800 |
- Экструдер
- Бункер
- Фильтр
- Головка трубная
- Ванна водяная
- Ванна вакуум-водяная
- Машина тянущая
- Устройство отрезное
- Устройство приемное
Экструдер ЭПС 63×30
Предназначен для переработки гранулированных полимерных материалов в изделия методом экструзии.
Особенности :- Применение электропривода переменного тока и питание от частотного преобразователя;
- Компактность;
- Современные методы настройки
- Мобильная наладки оборотов шнека для выхода на заданную толщину стенки изготавливаемой трубы;
- Экономия потребляемой энергии;
- Переработка различных полимерных материалов;
- Скоростной процесс экструзии;
- Контроль за процессом плавления сырья.
Головка трубная экструзионная
Выполнена по модульному типу, головка покрывает определенный диапазон диаметров.Предназначена для формирования заготовки трубы.
Для изготовления труб на разные диаметры комплект оснастки включает в себя сменные матрицы и дорны.
Ванна вакуум-калибровочная
Предназначена для охлаждения труб в режиме вакуумного калибрования.
Особенности :- Оснащение устройством продольного перемещения;
- Применение нержавеющей стали;
- Применение специальной автоматики
- Качественное вакуумное калибрование и охлаждение;
- Быстрый и качественный пуск при переналадке на другой типоразмер трубы;
- Возможность регулирования ванны по высоте
Машина тянущая
Предназначена для протягивания труб с заданной скоростью.
Особенности :- Современный дизайн;
- Удобство управления;
- Применение современных комплектующих;
- Оснащение новым счетчиком метража
- Плавность подвода траверс;
- Регулировка усиления сжатия протягиваемой трубы;
- Исключение проскальзывания и рывков;
- Отсчет метража с точностью до миллиметра
Устройство отрезное
Предназначено для резки труб из полимерных материалов на мерные длины.
Особенности :- Соответствие отрезным устройствам зарубежных аналогов;
- Простая конструкция;
- Применение современной пневматики фирмы «FESTO», компактность;
- Обеспечивает ровный и качественный рез трубы;
Приемное устройство
Предназначено для приема отрезков полиэтиленовых труб до 6 м.
- Простая конструкция;
- Применение современной пневматики фирмы «FESTO»;
- Надежность в эксплуатации;
- Возможность приема отрезков труб диаметрами до 225 мм.
Устройство намоточное
Предназначено для намотки бухт из полиэтиленовых труб диаметром от 20 мм. до 110 мм.
Устройство намоточное представляет собой блочную конструкцию и состоит из привода технологического и катушки.
Привод технологический предназначен для установки и вращения катушки и состоит из основания, диска упорного, опоры качения верхней, соединенительных муфт, шариков, электродвигателя переменного тока, редукторов.Основание предназначено для установки всех механизмов устройства намоточного и представляет собой жесткую сварную конструкцию, изготовленную из стального проката.
Перед пуском устройства намоточного изготавливаемая труба подается с тянущего устройства и фиксируется на катушке. За счет бесступенчатой регулировки числа оборотов двигателя, подбирается вращение катушки, соответствующее линейной скорости подачи трубы. Далее производится намотка трубы и формирование бухты с заданной длиной трубы. По окончании намотки производится отрезка трубы и закрепление ее на бухте.Упакованную бухту снимают с устройства намоточного с помощью средств механизации изготовителя. После снятия бухты процесс повторяется.
Получаемая продукция
polimer-servis.ru
Оборудавание для производства трубы Карат (большой диаметр полиэтилена (PE) трубы по обмоточной структуре )
описание продукта:
Производственная линия с использованием полиэтилена (HDPE) смолы высокой плотности в качестве основного сырья, горячей навивки формования, имеющий высокую устойчивость к внешней емкости под давлением трубы обмотки структуры B-типа с полипропилена (ПП) однослойных гофрированных труб в качестве опорной конструкции, в обиходе называться каратах трубки . Внутренняя поверхность трубы гладкая, круглая снаружи армирующей структуры, высокой жесткости и сильным ударопрочность, соединение уплотнительная термоклеем,представляет собой гибкий трубопровод.
1、Использование экструдера с высоким КПД, высокая продуктивность, низкое потребление энергии.
2、Специально разработанные покрытие матрицы, увеличение трубы кольцевую жесткость, легкие монтаж и разборка.
3、Европейские или японские бренды зажигания и устройство обнаружения пламени, автоматически определяет рабочее состояние пламени, с высокой степенью надежности и безопасности производства.
4、Система выпуска использует платформу отбуксировали структуру , выпуск высокая эффективность.
5、Производственная линия принимает систему управления PLC, человеко-машинный интерфейс, контролировать весь производственный процесс, в автоматическом производстве, оператор может точно настроить различные параметры производства в соответствии с фактическим положением , и может быть сохранить данные в систему управления .

область применения
●Подземный дренаж, канализация, вентиляция и другие коммунальная техника
●Железные дороги, шоссе,стадион канализация и другие строительство по дороге
●Ядерная энергетика, металлургические заводы, электростанции, нефтехимические, порта, станций и других областях
●Пляжи,солончаковый бассейн, морское русло,мягкий грунт, полоса землетрясения и других территорий суровых климатов
www.extruder.cn
Линии для изготовления электросварных труб
Стальные электросварные трубы обладают высокой прочностью, относительно небольшой массой, пластичностью и
применяются в различных отраслях промышленности, строительстве и пр.
Сварные трубы диаметром до 1400 мм для стальных трубопроводов изготавливают следующих видов:
— спиральношовные по ГОСТ 8696-74;
— водогазопроводные по ГОСТ 3262-75.
Сварные трубы изготавливают из различных сталей, например: по ГОСТ 380-88 или ГОСТ 19281-89.

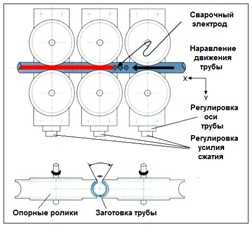
Трубы изготавливаются на линиях холодной прокатки труб роликами, путем последовательного формования плоской ленты в трубу. Для сварки шва, заготовка разогревается электрическим током в индукционной катушке, сжимается прижимными роликами и сваривается.
Полный технологический цикл получения электросварных труб

Структурная схема линии
Принцип работы линии для производства стальных прямошовных электросварных труб:
1. Гидравлический размотчик подает ленту (штрипс) к сварочному устройству.
2. Материал ровно обрезается и сваривается встык, затем с помощью втягивающего устройства штрипс поступает в накопитель.
3. Накопительная клеть предназначена для обеспечения бесперебойной работы линии. Для предотвращения спутывания штрипса ширина клети регулируется винтовой системой вручную.
4. После накопителя штрипс подается в формообразующее устройство, где происходит формирвание круглой заготовки трубы.
5. Далеее происходит процесс сварки.
6. Обрезка шва резаком.
7. Охлаждение.
8. Затем труба подается к калибрующей системе, там ей придается требуемая форма (квадратная, прямоугольная, либо окончательно выравнивается круглая).
9. Передвижное отрезное устройство, «летающий резак», с ЧПУ, захватывает трубу и производит отрезку заданной длины.
10. Готовая продукция подается на стол приема готовой продукции (штабелер).
11. Далее продукция может быть упакована, промаркирована и складирована
.
Формирующие ролики

Линии для изготовления прямошовных труб из низкоуглеродистых сталей
Линии производства Китай
от180.000
Долларов США.Линии для изготовления круглых и профильных электросварных труб из низкоуглеродистой стали с δs ≤ 345Mpa, δb ≤ 610Mpa, предназначенных для применения в промышленности, строительстве, мебельном производстве, прокладки различных трубопроводов и т.д.
Характеристики


Линии для изготовления прямошовных труб из нержавеющей стали
от100 000
Долларов СШАЛинии для изготовления круглых и профильных (квадратных, прямоугольных)
труб
из нержавеющей стали, предназначенных
для применения в промышленности, строительстве, мебельном производстве,
медицине и т.д.
Характеристики Фото

Машины для полировки труб
Цена по запросу
Для полировки наружной поверхности труб применяются специальные полировочные машины.Характеристики Фото

Машины для калибровки труб
отЦена по запросу
Для получения более точной прямолинейности труб применяются специальные калибровочные машиныХарактеристики
samstal.ru
Изготовление полипропиленовых труб и необходимое оборудование для производства
Рассматривать тему об изготовление полипропиленовых труб и фитингов для трубомагистралей водоснабжения и отопления, нужно с предварительной детальной характеристики материалов, используемых для производства.
Полипропиленовые трубы и фитинги имеют большое количество достоинств, которые выделяют их среди стальных аналогов:
- они намного легче;
- не поддаются влиянию коррозии;
- не зарастают внутри в процессе использования;
- не создают вибрации и урчания, а также остальных шумов;
- не лопаются, когда замерзает вода в системе;
- не проводят электрозаряд;
- не нуждаются в покраске;
- очень просты в работе.
Трубы и фитинги из полипропилена могут работать не один десяток лет. Это экологически чистая продукция, которую успешно используют для трубомагистралей любого уровня сложности. Поэтому их производство и изготовление широко налажено во всем мире.
Использование фитингов с хромированными и латунными вставками позволяет комбинировать эти заготовки со стальными трубами.

Конструкция из данных материалов выходит очень герметичной, и это применение приносит ощутимую экономическую выгоду.
Немного о полипропилене
Содержание статьи:
Полипропилен является исходным продуктом полимеризации пропилена и этилена в конкретных количествах. Полученный материал назван рандом сополимер PPRC.
На отечественном рынке не сегодняшний день нет достойного аналога зарубежным полимерам. У нас для изготовления полипропиленовых труб применяют финский RA 130E BOREALIS и венгерский TIPPLEN CS4-8000 TVK.
Суть процесса изготовления труб простая, и он не очень трудоемкий. Говоря о нем нужно выделить следующие особенности:
- небольшие энергетические затраты при изготовлении;
- экологическую безвредность;
- для производства, монтажа и использования одной комплектлинии по изготовлению полипропиленовых труб и фитингов не нужно много места (это приблизительно 100 м2);
Комплектлиния экструзии полипропиленовых трубопрокатов – это завершенный цикл экструзии, калибровки, охлаждений, вытяжек и т.д.
Сырьевой материал для работы
 Они бывают следующих видов:
Они бывают следующих видов:
- Полимеры невысокого и высокого давления.
- Поливинилхлорид;
- Полипропилен;
- Полибутилен.
Виды оборудования для изготовления
Оборудование для производства полипропиленовых труб (эксрудеры) – это машины таких типов:
- Шнековые. Они функционируют подобно соковыжималке или мясорубке.
- Бесшнековые. Они применяются для выпуска заготовок из смешанных материалов. Главной деталью в данных механизмах становится диск.
- Комбинированные. В этих механизмах шнекувую часть сочетают с диском.
ВАЖНО! Шнековий вид машин считается самым распространенным оборудованием для производства изделий из пластика.

Линии по изготовлению труб из пластика кроме экструдера имеют и такое оборудование:
- Система, подающая сырье.
- Машина, которая нарезает заготовки.
- Емкость для калибровок и охлаждения.
- Вытягивающий механизм.
- Смеситель.
- Транспортирующая лента.
- Вакуумная формовка.
- Накапливающий механизм, который выполняет укладку заготовок.
Выбор сырья
При выборе сырья останавливают выбор на гранулированном полимере, но при этом нужно внимательно смотреть на срок его годности.
А полипропилен и полиэтилен этими показателями практически не ограничивают, что делает его более удобным для использования.

С экономичной точки зрения выгодный сополимер и ПНД.
ВАЖНО! При открытии собственного производства для изготовления полипропиленовых труб и фитингов, советуют поддерживать сотрудничество с одним поставщиком. Потому, что смена сырья требует смены оборудования для выпуска полипропиленовой продукции.
Процесс изготовления
Главное оборудование, которое занимается обработкой сырья и превращает его в полипропиленовую трубу или фитинг, называется экструдер. А непосредственно само изготовление проходит в такой последовательности:
- Сырье для изготовления труб и фитингов подают в специальную камеру. Он является мелкими гранулами или идет в форме стружки. Также часто берут в работу вторичный сырьевой материал, прошедший предварительную обработку (измельчение). Вторичное сырье смешивают с основным.
- Используя электрический или газовый нагрев, засыпанную массу расплавляют. Показатели температуры при этом составляют от 230 до 250 градусов. Но он при этом не превращается в жидкость, а только становиться тягучим. Чтобы эта тягучая разогретая масса не приставала к стенкам аппарата, их покрывают тефлоном.
- Далее экструдер из густой смеси выдавливает заготовки по выставленному размеру. Обычно длина заготовки равняется двум с половиной метров. Все эти действия оборудование выполняет очень оперативно и абсолютно в автономном режиме. Человеческое вмешательство требуется только для установки нужных параметров для работы. Самое хорошее оборудование для производства полипропиленовых труб и фитингов способно выпускать до 200 кг изделий за час работы.
- Дальнейший этап это охлаждение заготовок. Для этого их укладывают в емкость для охлаждения. Процесс остывания происходит за пару минут. Затем он превосходно держит заданные габариты. В емкости для охлаждения пластик поддается процессу формирования, в ходе процесса материал основательно округляется и набирает нужных форм.
- По окончании технологического процесса производства, на изделия наносится маркировка, которая отображает параметры эксплуатации изделий, здесь проставляют номер партии и дату производства изделия. Затем заготовки расфасовывают, упаковывают и направляют в складские помещения или к потребителям.
Видео
Кроме основных изделий (труб), нужно производить комплектующие детали. Зачастую их производят на тех предприятиях, что и трубы.
Только для производства полипропиленовых фитингов приходится ставить дополнительное оборудование (станок).
Он не занимает большое количество площади, зато дает возможность увеличить ассортимент продукции. Для компаний это становиться важным фактором, особенно в условиях высокой конкуренции.
Главные проблемы и трудности производства
Выпускают строительные материалы почти все страны мира. Это относиться и к полипропиленовым трубам и другой пластиковой продукции, изготовление которых превосходно наладили в России.
Основная проблема отрасли кроется в том, что отечественные инвесторы не очень активно финансируют приобретение нового современного оборудования.
Многим предприятиям приходиться действовать старым технологиям, которые теряют свою актуальность на данный момент.
Единоразовые капитальные затраты могли бы стать залогом получения высокой прибыли в будущем. Но, этого не делают. Поэтому отечественные трубопрокатные материалы не могут создать достойную конкуренцию зарубежным аналогам.
Внешних отличий, если сравнить наши и зарубежные полипропиленовые изделия, нет. Но, практическое использование показывает разные результаты.
Видео
Отечественные заготовки не так переносят износ, не такие долговечные, и частенько имеют сюрпризы в виде брака, которые становятся причиной прорыва.
По выше изложенным причинам потребители чаще отдают предпочтение более дорогой, но качественной продукции немецких, чешских и турецких производителей.
Видео
И в конце нужно добавить, что изготовление полипропиленовых труб превратили в автоматизированное производство, которое не требует огромных энергетических и трудовых затрат. Также это производство почти не имеет отходов и не приносит вред окружающей экологии.
Записи по теме:Загрузка…
trubanet.ru