Универсальные токарно-винторезные станки: устройство
Наиболее распространенным типом металлообрабатывающего оборудования можно назвать токарно-винторезные станки. Они могут использоваться для проведения точения и многих других операций. Универсальный токарно-винторезный станок имеет определенные конструктивные особенности, о которых поговорим далее подробно.
 Универсальный токарно-винторезный станок
Универсальный токарно-винторезный станокОсновные конструктивные элементы
Принципиальные схемы токарного винторезного станка не существенно отличаются друг от друга. Практические все модели, входящие в эту группу, могут использоваться для проведения следующих операций:
- Развертывания отверстий.
- Выполнения операций по обтачиванию и растачиванию поверхностей. Токарно-винторезный станок имеет устройство, которое позволяет изменять как наружную, так и внутреннюю цилиндрическую поверхность. При этом тело вращения может быть коническим или фасонным.
- Рассматривая токарно-винторезные станки и их назначение следует уделить внимание возможности подрезки и обработки торцевых поверхностей.
- При установке соответствующей оснастки и режущего инструмента можно выполнять операции, связанные со сверлением и зенкированием.
- Многие токарно-винторезные станки имеют технические характеристики, позволяющие проводить нарезание резьбы на самых различных поверхностях.
Основные узлы токарно-винторезного станка
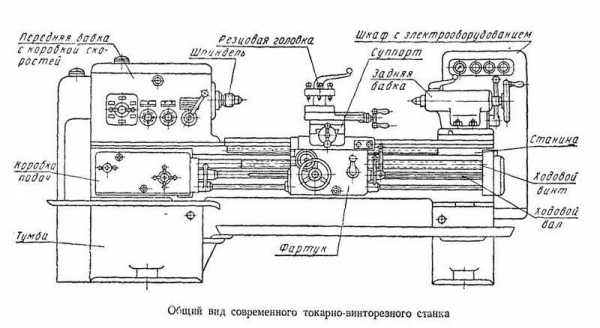
Токарно-винторезный станок может иметь описание с указанием того, для решения каких задач может проводится установка данного оборудования. Несмотря на отношение к одной группе, токарно-винторезные станки по металлу могут иметь различную конструкцию. Практически все модели имеют следующие конструктивные элементы:
- Передние и задние бабки, в которых помещают основные системы: коробку скоростей, подач и электроснабжения.
- Суппорт, предназначающийся для крепления режущего инструмента.
- Детали токарного-винторезного станка образуют систему передачи вращения от электрического двигателя, которую называют коробкой скоростей.
- Шпиндель. Кинематическая схема токарно-винторезного станка передает вращение шпинделю, в котором крепиться заготовка.
- Несущая станина. Для того чтобы все узлы могли точно позиционироваться относительно друг друга, они крепятся жестко или подвижно, на станине. Данный элемент конструкции также предназначается для гашения вибрационной и иной нагрузки.
- Токарно-винторезный станок имеет область применения в сфере нарезания резьбы, предусматривает наличие сменных гитарных шестерен. Путем подбора сменных колес проводится настраивание наиболее подходящего режима резания.
- Электрический блок для управления оборудованием.
- Фартук. Эта конструкция позволяет защитить зону резания, предотвратить разброс стружки и СОЖ. Кроме этого фартук может иметь и дополнительную оснастку.
Рассматривая основные узлы токарно-винторезного станка следует учитывать, что он отличается наличием ходового винта, а также возможностью проведения операции нарезания резьбы.
Модели токарно-винторезных станков могут быть предназначены для проведения самых различных технологических процессов, но зачастую имеют схожую компоновку. При этом разница заключается в качестве сборки и размерах основных силовых агрегатов.
Типовой блок управления
Рассматривая современный универсальный токарно-винторезный станок следует уделить внимание блоку управления. Для указания основных параметров обработки устанавливаются рычаги и рукоятки, кнопки и другие блоки управления. К основным особенностям отнесем следующие моменты:
- Как правило, устанавливается рукоятка для указания количества оборотов. Универсальный токарно-винторезный современный станок может изменять данный показатель, который выбирают в зависимости от требуемых режимов резания.
- Токарно-винторезный станок имеет устройство, позволяющее образовывать резьбовую поверхность. Ее параметры устанавливаются при помощи специального блока управления. Не стоит забывать о том, что некоторые параметры можно задать исключительно путем установки требующихся сменных колес.
- Есть и рукоятки, которые позволяют управлять суппортом. Токарно-винторезные станки имеют основные узлы, которые позволяют обеспечивать механическую подачу для быстрой установки позиции и обработки с неизменяемым показателем скорости перемещения.
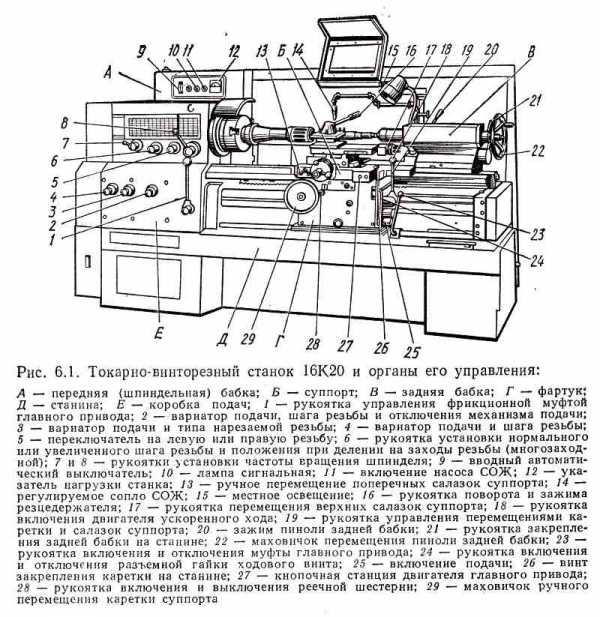
Органы управления токарно-винторезных станков на примере модели 16К20
Токарно-винторезный станок с ЧПУ имеет более сложную компоновку. Это связано с тем, что подобное оборудование может работать без вмешательства оператора на промежуточных этапах.
Классификация
Токарно-винторезные станки имеют классификацию, которая позволяет определить основные параметры. Многие токарно-винторезные станки имеют чертежи, которые позволяют определить сложность конструкции, ее ремонтопригодность и другие параметры. Различные виды токарно-винторезных станков имеют самую разную компоновку. Установленные правила определяют то, что токарно-винторезный станок должен иметь паспорт. Именно в нем указывается вся важная информация об оборудовании.
Основными параметрами, по которым проводится классификация, можно назвать нижеприведенный список:
- Масса конструкции.
- Максимальные размеры устанавливаемой заготовки.
Устанавливаемые детали-токарного винторезного станка могут несколько отличаться, что и отражается на классификации оборудования.

Вариант внешнего вида универсального токарно-винторезного станка
По признаку диаметрального размера заготовки прецизионный токарно-винторезный станок или другого типа делятся на несколько групп. Этот показатель может варьировать в диапазоне от 100 до 4 000 мм. Что касается длины заготовок, то показатель варьируется в достаточно большом диапазоне.
Рассматривая вес конструкции можно выделить то, что прецизионный токарно-винторезный станок относят к следующим группам:
- Тяжелые модели имеют массу до 400 тонн. Токарно-винторезные современные станки повышенной точности с подобным весом устанавливают для обработки заготовок, диаметр которых варьируется в пределе от 1 600 до 4 000 миллиметров. Токарно-винторезный станок высокой точности в этой группе встречается довольно редко.
- Вес до 15 тонн. В этой категории встречаются токарно-винторезные станки моделей, на которых могут обрабатываться заготовки с диаметральным размером от 600 до 1 250 мм.
- Масса до 4 тонн. Токарно-винторезный станок настольного типа также относится к этой группе. Как правило, диаметр поперечного сечения составляет 250-500 мм.
Следует учитывать, что прецизионный токарно-винторезный станок легкой группы устанавливается в домашних условиях, особой подготовки помещения проводить не нужно. Модели токарно-винторезных станков этой группы могут работать и от стандартной домашней сети 220В, для чего на новом оборудовании устанавливаются современные электрические двигатели.
Еще одним важным параметром классификации можно назвать производительность. Различные модели токарно-винторезных станков могут применяться в различных условиях производительности. По данному критерию выделяют:
- Для штучного или мелкосерийного производства. Токарно-винторезный станки в паспорте имеют информацию, касающуюся производительности. Область применения по данному признаку учитывается при наладке производства по выпуску штучных партий.
- Для среднесерийного и массового производства. Современный прецизионный токарно-винторезный станок этой группы устанавливается на различных заводах и производственных линиях в случае, когда нужно получить большую партию деталей за короткий срок.
- Крупносерийное производство, установка на конвейерных линиях. Станки по металлу с ЧПУ или станок по металлу с УЦИ этой группы могут обеспечивать бесперебойное производство. Довольно часто кинематическая схема токарно-винторезного станка высокой производительности имеет возможность быстрой настройки под заданные параметры. Также в эту группу можно включить модели с ЧПУ.
Общий вид токарно-винторезного станкаКонструкция некоторых винторезных станков имеет устройство с УЦИ.
Проведенная классификация позволяет подобрать наиболее подходящую модель под определенные условия работы. Так есть виды, подходящие для установки в заводах машиностроительной отрасли, другие в большей степени подходят для изготовления деталей, которые используются при изготовлении бытовых приборов. Многие варианты исполнения с УЦИ и ЧПУ появилось относительно недавно.
Какие могут проводится операции?
Крупногабаритный или настольный токарно-винторезный станок устанавливается для образования деталей типа вал или фланец. Режущим инструментом выступает проходной резец, который подбирается под условия резания.
Кроме этого есть и подрезные резцы, которые можно использовать для обработки торцевых поверхностей. Образование канавок проводится при установке резцов упорного типа. Различные типы резцов применяются для проведения определенных операций. При этом уделяется внимание форме, а также виду используемого материала при изготовлении. Прецизионный токарно-винторезный станок также позволяет проводить основные виды работ.
Некоторые виды данного оборудования могут применяться и для выполнения сверлильных операций. Но стоит учитывать, что в данном случае сверло расположено вдоль оси заготовки. Принцип действия данной схемы сверления следующий: инструмент крепиться в специальной оснастке на задней бабке, находится в неподвижном состоянии, а вращение получает сама заготовка. Задняя бабка может перемещаться в продольном направлении для осуществления подачи.
Технические характеристики
При выборе наиболее подходящей модели всегда рассматриваются технические характеристики. Они определяют особенности работы и возможность применения в той или ной ситуации.
Основные технические характеристики заносятся в описание. К ним можно отнести:
- Количество оборотов: минимальный и максимальный показатель. Основные технические характеристики определяют возможность обработки по заданным параметрам. Создавая чертеж технолог указывает то, при какой скорости вращения должно проходить резание.
- Класс точности. В чертеж заносятся данные о том, с какой точностью должна проводится обработка. В ГОСТ установлены нормы определения класса точности, по которым маркируется оборудование.
- Для того чтобы можно было регулировать показатель скорости вращения шпинделя устанавливается коробка передач. Установленные стандарты ГОСТ требуют указания в паспорте число передач.
- Деталь может иметь самые различные размеры, что определяет возможность установки.
- Вес и габаритные размеры.
- Величина подачи и максимального перемещения по оси.
Все технические характеристики можно узнать их паспортных данных и другой документации.

Общий вид токарно-винторезного станка
Особенности УЦИ
Рассматривая прецизионный токарно-винторезный станок следует отметить его применимость в самых различных сферах.
Довольно большое распространение получили варианты исполнения с УЦИ. Данные виды токарного оборудования имеет высокую точность работы благодаря отображению осей основных органов на индикационном дисплее. Существует довольно большое количество моделей с УЦИ, каждая обладает своими особенностями. Прецизионный токарно-винторезный станок снабжается узлами, которые свойственны и остальным моделям, относящимся к этой группе. Токарно-винторезный станок с УЦИ обходится дешевле, чем токарно-винторезный станок с ЧПУ, что определяет рентабельность их установки в определенных случаях.
Для чего предназначен рассматриваемый блок? Этот цифровой блок позволяет контролировать положение различных элементов конструкции, а также вычислять требуемую информацию, к примеру, расстояние, на которое должен перемещаться суппорт или другой элемент. Производство подобных блоков началось относительно недавно, назначение некоторых моделей расширяется за счет их оборудования данным блоком управления.
Варианты с ЧПУ

Токарно-винторезный станок с ЧПУ
Современным подходом можно назвать установку оборудования с числовым программным управлением. Электрическая схема с принципиальной измененной конструкцией основных узлов позволяет добиться высокой точности обработки. К особенностям электросхемы и всей конструкции данного типа можно отнести нижеприведенные моменты:
- Токарно-винторезный станок ЧПУ производится в соответствии с ГОСТ: класс точности и другие параметры также указываются в паспорте. В ГОСТ установлены и другие стандарты, которые стоит учитывать при выборе оборудования.
- Все подвижные органы работают от мини блока управления. Это определяет то, что токарно-винторезный станок имеет сложную электрическую схему.
- Многие модели мини, могут устанавливаться в домашних условиях по причине небольшого веса. При этом подобные токарно-винторезные станки с высокой точностью мини типа могут выдерживать большую нагрузку.
- У конструкции есть блок индикации и ввода основной информации. Государственный стандарт и ГОСТ определяет применение определенных языков программирования, которые применяются для указания пути обработки и основных режимов.
- Настольный токарно-винторезный станок по металлу (мини тип) применяется для высокоточной обработки и получения малогабаритных деталей. Токарно-винторезные станки повышенной точности широко используются при производстве деталей различной электроники и бытовой техники. Мини оборудование имеет высокую точность и небольшую потребительскую мощность, что определяет рентабельность установки.
Многие производители создают токарно-винторезные станки по ГОСТ, но стоит учитывать, что самое современное оборудование производится за границей, где не учитывается данный стандарт.
Мини токарно-винторезный станок обойдется намного дешевле, но у них есть ограничение по размерам заготовки.
В заключение отметим, что рассматривая типы токарно-винторезных станков, следует уделять внимание возможности установки самой различной оснастки. Токарно-винторезные станки по металлу имеют классификацию, которая указывается в маркировке. Каждая цифра и буква обозначают самую различную информацию, применяется маркировка с учетом принятых норм.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарные станки — Токарные станки с ЧПУ
ТС1625Ф3 токарный станок с ЧПУ, производство Россия
Классика, проверенная временем. Данный станок разработан нашей компанией с учетом особенностей эксплуатации Российским потребителем. Многолетняя практика модернизации станков с ЧПУ, длительный этап крупноузловой сборки, опыт нескольких поколений компоновок станин позволили нам запустить в производство мощный и практичный станок. Мощно и практично: 2300 Нм, Мотор шпинделя 25/10 кВт; РГ VDI до 12 инстр.; Siemens 828D
см Реализованные проекты
| Основные характеристики | |
|---|---|
| Макс. диаметр изделия типа диск, мм | 520 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 280 |
| РМЦ, мм | 1000, 1500 |
| Диаметр отверстия шпинделя, мм | 77 |
| Момент на шпинделе (продолжительно), Нм | 966 |
 Прекрасное решение для обработки крупногабаритных изделий (⌀ до 880 мм, L до 1500 мм) сложной формы из широкой номенклатуры материалов.
Прекрасное решение для обработки крупногабаритных изделий (⌀ до 880 мм, L до 1500 мм) сложной формы из широкой номенклатуры материалов.см Реализованные проекты
| Основные характеристики | |
|---|---|
| Макс. диаметр изделия типа диск, мм | 800 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 460 |
| РМЦ, мм | 1500 |
| Диаметр отверстия шпинделя, мм | 105 |
| Момент на шпинделе (продолжительно), Нм | 2746 |

Первая партия из 7 станков отгружена клиенту в 2018м году, после 6 месяцев эксплуатации все выявленные замечания учтены во втором поколении оборудования. Увеличили скорость перемещения по осям, добавили лезвийные блоки, телескопическую защиту направляющих.
| Основные характеристики | |
|---|---|
| Макс. диаметр изделия типа диск, мм | 320 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 160 |
| РМЦ, мм | 350 |
| Диаметр отверстия шпинделя, мм | 48 (36 с гидро) |
| Момент на шпинделе (продолжительно), Нм | |

Простой и надежный станок для начала бизнеса в металлообработке.
Цельнолитое основание, широкая станина, бесступенчатое регулирование скорости вращения, шпиндель 7.5 кВт, резец 25х25
| Основные характеристики | |
|---|---|
| Макс. диаметр изделия типа диск, мм | 340 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Диаметр отверстия шпинделя, мм | 53 |
| Момент на шпинделе (продолжительно), Нм | 48 |
 Простой и надежный токарный станок с ЧПУ, имеет компоновку, проверенную временем.
Простой и надежный токарный станок с ЧПУ, имеет компоновку, проверенную временем. Цельнолитое основание, широкая станина, двухдиапазонная коробка скоростей шпинделя, шпиндель 7.5 кВт, резец 25х25
см Реализованные проекты
| Основные характеристики | |
|---|---|
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Диаметр отверстия шпинделя, мм | 53 |
| Момент на шпинделе (продолжительно), Нм | 610 |
Токарные станки предназначены для обработки поверхностей тел вращения. Такое оборудование используется в основном в металлообрабатывающей промышленности. Оно эффективно как в единичном производстве, так и в массовом. Оснащение станка ЧПУ позволяет значительно увеличить скорость работ и улучшить точность.
Конструкция токарных станков
Принципом работы токарного станка является вращение заготовки, которая обрабатывается неподвижно или плавно перемещающимся инструментом. Обработка ведется путем снятия слоя металла. На токарных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности. Станок может быть использован для получения и обработки осевых отверстий.Наибольшую популярность имеют токарные станки с горизонтальным расположением шпинделя и ЧПУ. Такая конструкция крайне универсальна и подходит для многих операций. На станках этого типа можно обрабатывать деталь значительной длины. Также они позволяют нарезать резьбы разного типа: модульные, метрические, дюймовые и др. Разница между моделями этих станков заключается в допустимом размере обрабатываемой детали.
Преимущества использования ЧПУ
Цифровая идентификация не добавляет станку новых функциональных возможностей, но позволяет значительно улучшить выполнение операций. Устройство выводит на табло полученную информацию, что снижает затраты времени на выполнение операций.Основным достоинством применения ЧПУ считается высокий уровень автоматизации производства. Достаточно просто купить токарный станок, оснащенный чпу, и настроить его на автоматическую работу. Он сможет выполнить весь ряд операций, которые не требуют смены инструмента или перемещения заготовки. Главной заботой станочника в таком случае становятся подготовительные и наладочные операции. Это позволяет одному работнику одновременно обслуживать несколько станков.
stankomach.com
Классификация токарных станков
Классификация токарных станковВ соответствии с классификацией, разработанной Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), токарные станки можно отнести к первой группе, то есть станки выпускаемые серийно начинаются с цифры 1.
Токарная группа станков подразделяется на 9 типов
1. одношпиндельные автоматы и полуавтоматы
2. многошпиндельные автоматы и полуавтоматы
3. револьверные
4. сверлильно-отрезные
5. карусельные
6. токарные и лобовые
7. многорезцовые
8. специализированные
9. разные токарные
Вторая цифра в номере модели означает — тип станка, остальные одна или две цифры характеризуют основные параметры станка или обрабатываемой заготовки.
Модель 16К20 – токарный станок, где высота центров 200мм. Буква К – обозначает модернизацию базовой модели.
Модель 1525 – это токарно-карусельный станок. На таком станке можно обрабатывать деталь диаметром до 2500мм.
Есть некоторые виды станков 1Д62, 1К62 и другие. Буква может стоять после номера группы или типа станка. Если буква ставится после шифра модели, то она имеет совершенно другое значение например: может быть указан класс точности станка. Станки по степени точности делятся на пять классов(Н) Нормальная точность
(П) Повышенная точность
(В) Высокая точность
(А) Особо высокая точность
(С) Особо точные или прецизионные
Станки с числовым программным управлением ЧПУ обозначаются индексами в конце шифра станка
Ц – цикловое программное управление
Т – оперативная система управления
Ф1 – цифровая индикация
Ф2 – числовое позиционное программное управление
Ф3 – контурная система ЧПУ
Ф4 и Ф5 – комбинированные системы ЧПУ (многоцелевые станки)
модель 16К20Ф3 – токарный станок с контурной системой управления
модель 1713Ц – токарный многорезцово-копировальный полуавтомат с цикловой системой программного управления (ПУ)
модель 16К20Т – токарный станок с оперативной системой управления
модель 1Е811Ф1 – токарно-затыловочный станок с цифровой индикацией и предварительным набором координат
Чем больше функций у станка, тем сложнее написания названия (модели станка). При наличии револьверной головки для автоматической смены режущего инструмента в конце модели ставится буква Р, при наличии магазина инструментов в конце шифра ставится буква М.
www.tokar-work.ru
история изобретения и современные модели
В настоящее время широко известен токарный станок. История его создания начинается с 700-х годов н.э. Первые модели применялись для обработки древесины, 3 века спустя был создан агрегат для работы с металлами.
Первые упоминания
В 700-х годах н.э. был создан агрегат, частично напоминающий современный токарный станок. История его первого удачного запуска начинается с обработки древесины методом вращения заготовки. Ни одной детали установки не было сделано из металла. Поэтому надежность таких устройств довольна низкая.
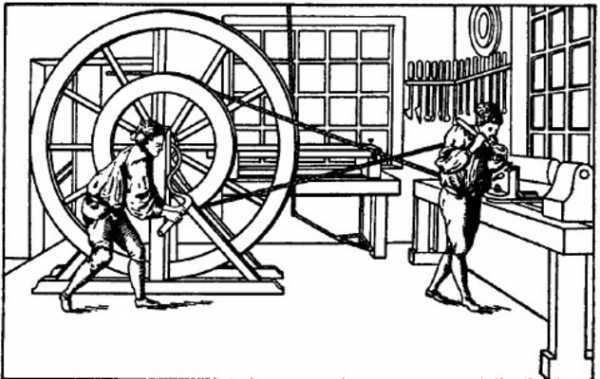
В то время низкий КПД имел токарный станок. История производства восстановлена по сохранившимся чертежам, рисункам. Чтобы раскрутить заготовку требовалось 2 крепких подмастерья. Точность получаемых изделий невысокая.
Информацию об установках, отдаленно напоминающих токарный станок, история датирует 650 годом до н. э. Однако общим у этих машин был только принцип обработки — методом вращения. Остальные узлы были примитивны. Заготовка приводилась в движение в прямом смысле руками. Использовался рабский труд.
Созданные модели в 12 веке уже имели подобие привода и на них могли получить полноценное изделие. Однако держателей инструмента еще не было. Поэтому о высокой точности изделия было рано говорить.
Устройство первых моделей
Старинный токарный станок зажимал заготовку между центрами. Вращение осуществлялось руками всего на несколько оборотов. Неподвижным инструментом осуществлялся рез. Аналогичный принцип обработки присутствует в современных моделях.
В качестве привода для вращения заготовки мастера использовали: животных, лук со стрелами привязанный веревкой к изделию. Некоторые умельцы для этих целей строили подобие водяной мельницы. Но значительно повысить производительность так и не получалось.

Первый токарный станок имел деревянные части, и с увеличением количества узлов терялась надежность устройства. Водяные приспособления быстро теряли актуальность ввиду сложности ремонта. Только к 14 веку появился простейший привод, значительно упростивший процесс обработки.
Ранние приводные механизмы
Прошло несколько веков с изобретения токарного станка до реализации на нем простейшего приводного механизма. Представить его можно в виде жерди закрепленной посередине на станине поверх заготовки. Один конец очепа привязан веревкой, которая обернута вокруг заготовки. Второй закреплен с педалью для ног.
Этот механизм успешно работал, но не мог дать необходимую производительность. Принцип работы был построен на законах упругой деформации. При нажатии на педаль осуществлялось натяжение веревки, жердь изгибалась и испытывала значительное напряжение. Последнее передавалось заготовке, приводя ее в движение.
Провернув изделие на 1 или 2 оборота, жердь освобождалась и снова изгибалась. Педалью мастер регулировал постоянную работу очепа, заставляя непрерывно вращаться заготовку. Руки при этом были заняты инструментом, совершая обработку древесины.
Этот простейший механизм унаследовали следующие версии станков, которые уже имели кривошипно-шатунный механизм. Аналогичную конструкцию привода впоследствии имели механические швейные машинки 20-го века. На токарных станках при помощи кривошипа добились равномерного движения в одну сторону.
За счет равномерного движения мастера стали получать изделия правильной цилиндрической формы. Единственное чего не хватало — жесткости узлов: центров, державок инструмента, приводного механизма. Из дерева изготавливались держатели резцов, что приводило к их отжиму при обработке.
Но, несмотря на перечисленные недостатки, стало возможным выпускать даже шарообразные детали. Обработка металлов еще была затруднительным процессом. Даже мягкие сплавы вращением не поддавались реальному точению.
Положительным сдвигом в конструировании станков было внедрение универсальности в обработке: уже на одной машине выполнялась обработка заготовок различного диаметра и длины. Это достигалось регулируемыми держателями и центрами. Однако большие детали требовали значительных физических затрат мастера на реализацию вращение.
Многие умельцы приспособили маховик из чугуна и других тяжелых материалов. Использование силы инерции и притяжения облегчило труд обработчика. Однако промышленных масштабов достигнуть было еще сложно.
Металлические детали
Основной задачей изобретателей станков было повысить жесткость узлов. Началом технического перевооружения стало применение металлических центров, зажимающих заготовку. Позже уже внедрили шестеренчатые передачи из стальных деталей.

Металлические запчасти позволили создать винторезные станки. Жесткости уже хватало для обработки мягких металлов. Постепенно совершенствовались отдельные узлы:
- держатель заготовок, позже названный главным узлом — шпинделем;
- конусные упоры оснащались регулируемыми механизмами для изменения положения по длине;
- работа на токарном станке стала легче с изобретением металлического держателя инструмента, но требовался постоянный отвод стружки при повышении производительности;
- чугунная станина повысила жесткость конструкции, что позволило обрабатывать детали значительной длины.
С внедрением металлических узлов раскрутить заготовку становится сложнее. Изобретатели задумались о создании полноценного привода, желая исключить ручной труд человека. Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель.
Равномерность перемещения режущего инструмента осуществлялась червячной передачей при помощи рукоятки. Благодаря этому получалась более чистая поверхность детали. Сменные блоки позволили реализовать универсальную работу на токарном станке. Механизированные конструкции усовершенствовались столетиями. Но по сей день принцип работы узлов базируется на первых изобретениях.
Ученые изобретатели
В настоящий момент, покупая токарный станок, технические характеристики анализируют в первую очередь. В них приводятся основные возможности в обработке, габариты, жесткость, скорость производства. Ранее с модернизацией узлов постепенно вводились параметры, согласно которым модели сравнивали между собой.
Классификация машин помогала оценивать степень совершенства того или иного станка. После анализа собранных данных Андрей Нартов, отечественный изобретатель времен Петра I-го, модернизировал предыдущие модели. Его детищем стал настоящий механизированный станок, позволяющий производить различные виды обработок тел вращения, нарезать резьбу.
Плюсом в конструкции Нартова была возможность изменять скорость вращения подвижного центра. Также им были предусмотрены сменные блоки шестерен. Внешний вид станка и устройство напоминают современный простейший токарный станок ТВ3, 4, 6. Аналогичные узлы имеют и современные обрабатывающие центры.

В 18-ом веке Андрей Нартов представил миру самоходный суппорт. Ходовой винт передавал равномерное перемещение инструмента. Генри Модсли, английский изобретатель, представил свою версию важного узла к концу столетия. В его конструкции изменение скорости перемещения осей осуществлялось благодаря разному шагу резьбы ходового винта.
Основные узлы
Для обработки 3D-деталей резанием методом вращения идеально подходят токарные станки. Обзор современной машины содержит параметры и характеристики основных узлов:
- Станина — основной нагруженный элемент, рама станка. Изготавливают из прочных и твердых сплавов, преимущественно применяется перлит.
- Суппорт — остров для крепления вращающихся инструментальных головок либо статичного инструмента.
- Шпиндель — выступает в роли держателя заготовок. Основной мощный узел вращения.
- Дополнительные узлы: ШВП, оси скольжения, механизмы смазки, подачи СОЖ, воздухоотборники из рабочей зоны, охладители.
Современный токарный станок содержит приводные системы, состоящие из сложной электроники управления и двигателя чаще синхронного. Дополнительные опции позволяют убирать стружку из рабочей зоны, измерять инструмент, подавать СОЖ под давлением непосредственно в область реза. Механика станка подбирается индивидуально под задачи производства, от этого зависит и стоимость оборудования.

Суппорт содержит узлы для размещения подшипников, которые насажены на ШВП (шарико-винтовую пару). Также на нем монтируются элементы для контакта с направляющими скольжения. Смазка в современных станках подается автоматически, контролируется ее уровень в бачке.
В первых токарных станках перемещение инструмента осуществлял человек, он выбирал направление его движения. В современных моделях все манипуляции осуществляет контроллер. Понадобилось несколько веков для изобретения подобного узла. Электроника значительно расширила возможности обработки.
Управление
В последнее время распространены токарные станки с ЧПУ по металлу — с число-программным управлением. Контроллер управляет процессом реза, отслеживает положение осей, вычисляет движение по заложенным параметрам. В памяти хранится несколько этапов реза, вплоть до выхода готовой детали.
Токарные станки с ЧПУ по металлу могут иметь визуализацию процесса, что помогает проверить написанную программу до начала движения инструмента. Весь рез можно увидеть виртуально и вовремя исправить ошибки кода. Современная электроника контролирует нагрузку на оси. Последние версии программного обеспечения позволяют определить поломанный инструмент.
Методика контроля поломанных пластин на державке основана на сравнении графика нагрузок оси при нормальном режиме работы и при превышении аварийного порога. Отслеживание происходит в программе. Сведения для анализа контроллеру подает приводная система либо датчик мощности с возможностью оцифровки значений.
Датчики положения
Первые станки с электроникой имели концевики с микровыключателями для контроля крайних положений. Позже на винтопару стали устанавливать кодеры. В настоящее время используются высокоточные линейки, способные замерить люфт в несколько микрон.
Оснащаются круговыми датчиками и оси вращения. Шпиндельный узел мог быть управляемым. Это требуется для реализации фрезерных функций, которые выполнялись приводным инструментом. Последний часто встраивался в револьверную головку.
Измерение целостности инструмента производится при помощи электронных щупов. Они же облегчают работу по поиску точек привязки для старта цикла реза. Зонды могут замерять геометрию получаемых контуров детали после обработки и автоматически вносить корректоры, закладываемые в повторную чистовую обработку.
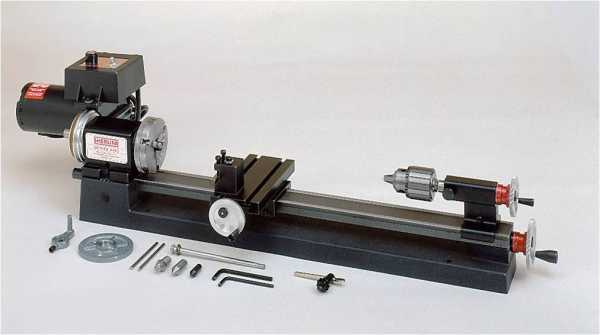
Простейшая современная модель
Токарный станок ТВ 4 относится к учебным моделям с простейшим приводным механизмом. Все управление осуществляется вручную.

Рукоятки:
- регулируют положение инструмента относительно оси вращения;
- задают направления нарезания резьбы правой или левой;
- служат для изменения числа оборотов главного привода;
- определяют шаг резьбы;
- включают продольное перемещение инструмента;
- отвечают за крепление узлов: задней бабки и ее пиноли, головки с резцами.
Маховики перемещают узлы:
- пиноль задней бабки;
- каретку продольную.
В конструкции предусмотрена цепь освещения рабочей зоны. Система безопасности в виде защитного экрана предохраняет работников от попадания стружки. Конструкция станка компактная, что позволяет его использовать в учебных классах, помещениях сервиса.
Токарно-винторезный станок ТВ4 относится к простым конструкциям, где предусмотрены все необходимые узлы полноценной конструкции по обработке металлов. Шпиндель имеет привод через коробку передач. Инструмент закреплен на суппорте с механической подачей, приводится в движение винтопарой.
Размеры
Шпинделем управляет асинхронный двигатель. Максимальный размер заготовки может быть в диаметре:
- не более 125 мм, если проводить обработку над суппортом;
- не более 200 мм, если обработка проводится над станиной.
Длина заготовки зажимаемой в центрах не более 350 мм. В сборе станок весит280 кг, максимальные обороты шпинделя 710 об/мин. Эта скорость вращения является определяющей при чистовой обработке. Питание производится от сети 220В частотой 50 Гц.
Особенности модели
Коробка скоростей станка ТВ4 связана с двигателем шпинделя клиноременной передачей. На шпиндель же вращение передается от коробки через ряд шестерней. Направление вращения заготовки легко меняется фазировкой главного двигателя.
Гитара служит для осуществления передачи вращения от шпинделя к суппортам. Имеется возможность переключать 3 скорости подачи. Соответственно нарезается три разного типа метрические резьбы. Плавность и равномерность хода обеспечивает ходовой винт.
Рукоятками задается направление вращения винтопары передней бабки. Также рукоятками задаются скорости подач. Суппорт ходит только в продольном направлении. Узлы следует смазывать согласно регламентам станка вручную. Шестерни же забирают смазку из ванны, в которой они работают.
На станке реализована возможность работы вручную. Для этого используются маховики. Происходит зацепление реечной шестерни и зубчатой рейкой. Последняя прикручена к станине. Такая конструкция позволяет при необходимости включать ручное управление станком. Аналогичный маховик применяется для перемещения пиноли задней бабки.
fb.ru