Станки для производства окон ПВХ
СодержаниеПластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.
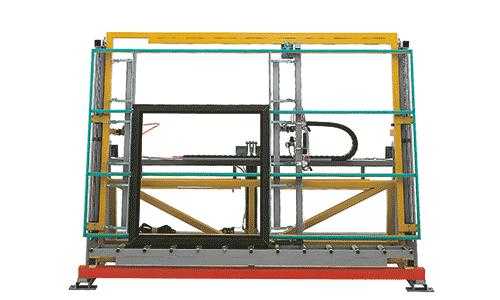
Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Читайте также: станок для производства вагонки своими руками.
Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.

Цех по производству ПВХ окон
- Свариваются две части окна — рама и створка, подготовленные на предыдущих этапах. Режим сварки и технологические особенности операции указываются поставщиком металлического профиля, согласно им настраивается используемое оборудование. Важными параметрами являются время прогрева, выдержки и сила сжатия деталей при стыковке.
- По завершению соединения на линии сварного шва остается наплыв, который уделяется на зачистном оборудовании. Такие станки оснащены фрезами под разные типоразмеры оконного профиля.
- Выполняется нарезка штапиков — пазов, на которые в раме фиксируется стеклопакет.
- Установка стеклопакетов и фурнитуры — это последний этап, по завершению которого проверяется работоспособность и качество сборки готового изделия.
Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
Производственный процесс (видео)
к меню ↑
Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.

Emmegi Norma
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.

Aluma SE-1
Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.

Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.
Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
Читайте также: «Разновидности и технология сварки швов — потолочных, горизонтальных, вертикальных».
к меню ↑
Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.

Сборочный стол и стеллажи для профилей
Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Оборудование для производства пластиковых и ПВХ окон
Многие предприниматели стараются начать производство современных деталей интерьера, для открытия бизнеса из ПВХ материалов потребуется оборудование для производства пластиковых окон, позволяющее самостоятельно изготавливать конструкции, а не заказывать у других производителей. Это поможет сократить время ожидания выполнения заказов.
В настоящее время при строительстве зданий используют в большинстве случаев пластиковые окна. Многие стараются поменять деревянные окна на пластиковые, поскольку они отличаются своей прочностью и шумоизоляцией.
Производства пластиковых окон
Пластиковые окна стали трендом в сфере строительства и занимают первое место среди окон, изготовленных из других материалов.
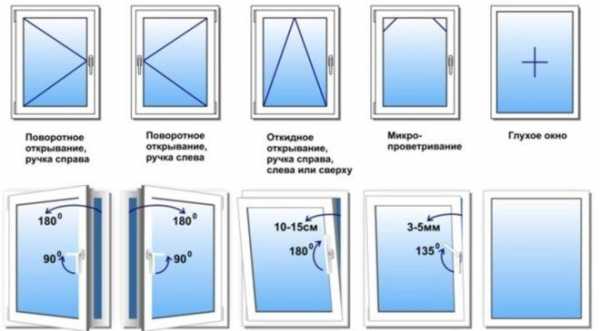
Виды пластиковых окон
Они экологические, энергосберегающие, но при этом очень просты в использовании. Чтобы их изготовить, нужно приложить немало усилий.
Чтобы начать производство нужно выполнить необходимые требования:
- Сначала необходимо позаботиться о помещении для оборудования цеха по изготовлению.
- В помещении должно быть достаточно места для того, чтобы поместилось необходимое оборудование.
- Работникам должно было просторно и комфортно работать.
- Минимальная площадь для цеха – 50 квадратных метров.
- Арендовать помещение лучше в промышленной зоне, где плата за аренду ниже, чем в других районах.
- Офисное помещение лучше оборудовать в местах, где проходит большое количество людей, которые могут стать потенциальными заказчиками.
- Оборудование должно соответствовать мощности производства.
Для начала производства можно приобрести базовое оборудование. На первых порах его будет достаточно. При этом лучше использовать оборудование немецких производителей, но оно стоит больших денег. Французское оборудование для производства окон имеет характеристики отечественного рынка, но стоят в евро.
Чтобы немного сэкономить, можно купить оборудование турецких производителей. Его стоимость устроит начинающего предпринимателя. Станки для производства окон бывают недорогие, но срок эксплуатации их меньше.
Еще один вариант – воспользоваться оборудованием бывшего употребления. Для увеличения продуктивности необходимо следить за исправной работой оборудования.
Кадры – решают все!
Выбор оборудования для производства металлопластиковых окон не последняя проблема предпринимателя. Подбор персонала – ответственный момент. Для производства нужны опыт, знания, поэтому необходимо подобрать людей, являющихся профессионалами в ремесле. Помимо рабочих, следует нанять:
- инженера;
- менеджера по продажам;
- маркетолога, следящего за состоянием рынка.
Иногда директора нанимают специалиста по наладке и подбору оборудования для изготовления пластиковых окон. Такая манипуляция существенно экономит время руководства на всех этапах.
Дополнительно следует нанять мастера по замене и аудиту оборудования для производства окон ПВХ.
Оборудование для производства ПВХ окон
Технология изготовления
Главным в производстве металлопластикового окна является профиль. Качество обязано быть высшего уровня, прочность каждого станка для производства окон ПВХ влияет на результат и прибыль. Именно от этого элемента зависит срок эксплуатации.
Этапы изготовления
Сначала разрезается профиль согласно указанным размерам, производится рамки и створки.
На втором этапе изготовления придают прочность армирующим профилем. Его размеры должны совпадать с размерами пластмассового профиля. Обе составляющие соединяются между собой.
Дальше необходимо произвести фрезерование. Здесь необходимо удалить накопленную в середине профиля влагу. Для этого фрезой делают отверстия.

Для того, что бы просушить профиль окна, делаем отверстия фрезой
На следующем этапе проводится установка фурнитуры. Ходовой частью является именно фурнитура, поэтому она должна быть высокого качества.
После этого детали собираются в одну конструкцию – для этого все сваривают, зачищают швы.
После этих работ приступают к установке стекла. Оно обязано быть качественным. Стекло устанавливается в раму, фиксируется алюминием. Затем кладут второй лист стекла, производят отпресовку.

Сборка, обжим и заливка стеклопакета
А для создания профиля устанавливают фурнитуру. Именно она является держателем всех конструкций в замке.
Затраты на производство
Для начала производства необходимы стартовые вложения. Учитывая, каким образом будет вестись бизнес, расходы делят на две группы.
Прямые расходы, необходимые для производства:
- Аренда помещения – искать хорошее помещение следует за пределами населенного пункта.
- Расходы на оборудование, необходимое для производства.
- Стоимость оборудования для производства зависит от страны-изготовителя, степени новизны, состояния.
- Расходы на закупку материалов, необходимых для изготовления, подобные затраты производятся ежемесячно.
- Оплата работы персонала – эти расходы ежемесячные, постоянные.
- Расходы на оплату коммунальных услуг. В них входят счета на электричество и водоснабжение.

Коммунальные платежи один из пунктов расходов
Косвенные растраты необходимы, хотя и не имеют никакого отношения к производству:
- Для регистрации необходима определенная сумма для приобретения лицензии и сертификатов. Эти документы необходимы для производства.
- Создание рекламы – продвижение продукта необходимо для успешного ведения бизнеса.
- Расходы на оплату налогов, составляющие двадцать процентов от всей прибыли.
Оборудование, которое необходимо для производства
Чтобы предприятие приносило успех, необходимы станки для производства. Поэтому следует приобрести:
- пилу для разрезания профиля согласно размерам;
- пилу для нарезки штапиков;
- станок для крепления армирующего профиля;
- станок для изготовления дренажных отверстий;
- фрезерные станки;
- аппаратура для сваривания профиля;
- торцефрезерный станок;
- станок для зачистки поверхности профиля;
- установка для производства остекления рамок;
- станок для изгиба профиля;
- пресс для обработки углов.

Пресс для обработки углов для окон
Кроме вышеперечисленного оборудования, необходимо установить вытяжки, чтобы пыль от производства не скапливалась в помещении. Дополнительно нужно приобрести оборудование для сборки окон: машины для мойки, подъема готовой продукции.
Актуальность производства
Предприятия, занимающиеся изготовлением пластиковых окон, обладают большим спросом у частных лиц и компаний, занимающихся строительством. Потребители желают получить качественный товар, при этом хотят получить его по низкой стоимости. Пластиковые окна заказывают компании, занимающиеся монтажом металлопластиковых окон.
Профильные окна отличаются своей простотой, одновременно они долговечны, обладают отличными теплоизоляционными и звукоизоляционными свойствами. По этим причинам большинство людей с большим удовольствием производят замену старых окон на профильные. Поскольку строительство зданий в нынешнее время ведется очень активно, то и производство окон будет постоянно актуально.
По ассортименту окна разделяются всего лишь на белые и ламинированные, при этом созданы они по одному и тому же принципу. А вот модели окон могут быть одностворчатыми, двухстворчатыми, трехстворчатыми или даже четырехстворчатыми.

Четырехстворчатое окно пвх
Но и в этом случае окна изготавливаются на одном и том же оборудовании.
Каждое окно изготавливается под заказ и по индивидуальным размерам. Если же заказывается большая партия окон для строительства многоэтажных зданий, в этом случае все окна изготавливают по единому шаблонному размеру. Кроме этого, идет шаблонное моделирование окон.
Рекомендации
Контроль производства возлагается на руководителя, при этом следить за соответствием стандартов должен технолог. В его задачу входит распределение задач между работниками и контроль над самим процессом.
В обязанности инженера входит контроль оборудования и проведением ремонтных работ в случае поломки. Готовая продукция уходит к кладовщику, который обеспечивает ее хранение.
Производство металлопластиковых окон – весьма прибыльное дело, которое может принести немалые доходы. Однако, чтобы прибыль была максимальной – в первую очередь требуется приобрести качественное оборудование, которое прослужит верой и правдой долгие годы.
Подбирая пресс для финишной обработки, следует обратить внимание на крепежи самого агрегата.

Прежде чем приобрести данное оборудование обращайте внимание на все комплектующие
Часто производители дешевого оборудования экономят на болтах, аппарат легко выходит из строя, наносит дефекты на наружный слой пластиковых деталей. Заменить крепежи бывает трудно, за время работы они плотно садятся на панели агрегата.
А станок для изгибания пластиковых деталей и вовсе напоминает билет лотереи, большинство изготовителей аппаратов пренебрегают прочностью движущейся оснастки.
Профиль гнется под высоким давлением, стойкость материала существенно падает. Подбирая оборудование для собственного цеха необходимо внимательно изучать наборку аппарата и репутацию изготовителя.
Наполнение мини-цеха следует производить под руководством опытного специалиста, он поможет разметить участки и подобрать дополнительные детали.
Видео по теме: Пластиковые окна своими руками
promzn.ru
Оборудование для производства пластиковых окон пвх, технология производства окон, оборудование для производства стеклопакетов, Yilmaz.
WinMachines предлагает оборудование для производства окон пвх западноевропейских (Lisi, Comall, LGF, Emar и др.), турецких (Yilmaz, Hegsan, Sonmez и др.) и ведущих российских производителей, зарекомендовавших себя с наилучшей стороны.
Благодаря широкой номенклатуре и гибкой ценовой политике, мы можем удовлетворить самый широкий спектр потребностей изготовителей окон. Будь то крупное предприятия с солидной клиентской базой или небольшое развивающееся предприятие. Независимо от объема и размаха производства, у нас одна цель: повысить рентабельность вашего бизнеса и обеспечить безупречную репутацию как производителя окон и дверей.
Вы только планируете открыть цех? Организация вашего бизнеса по сборке окон только на стадии разработки? Мы уверены, что наше сотрудничество будет долгим и плодотворным. Обратившись в нашу компанию, вы обретаете возможность не только получить исчерпывающие консультации о работе оборудования, технологии производства пластиковых окон, но сможете увидеть весь процесс производства собственными глазами.
Мы возьмем на себя решение многих вопросов, возникающих на стадии организации бизнеса:
|
|||||||||||
|
|||||||||||
|
Только для наших клиентов:
Гибкая ценовая и сбытовая политика, основанная на принципах лояльности к клиенту, сделает наше предложение привлекательным для любого покупателя. Мы предоставляем скидки при покупке как отдельных станков, так и комплекта оборудования. Наша компания проводит специальные акции, предлагает сезонные скидки, к вашим услугам специальные ценовые предложения и возможность приобретения оборудования в лизинг.
Техническая поддержка. Мы не просто «продаем» станки, наши специалисты осуществляют техническую поддержку и гарантийное обслуживание в течение всего периода работы машин и механизмов.
Обучение. Не секрет, что эффективность работы производственной линии во многом зависит от квалификации обслуживающего персонала. В ходе подключения станков, мы проведем обучение и подготовку ваших рабочих.
Логистика. Для удобства наших клиентов, предлагаемое оборудование для производства стеклопакетов находится на складах в Москве. Это позволит организовать доставку в любой регион России и начать монтаж оборудования в максимально сжатые сроки.
Trade-in. Ваш бизнес успешно работает и приносит стабильный доход и Вы задумались об обновлении станочного парка? Если станки приобретены в нашей компании, мы избавим наших клиентов от необходимости торговать оборудованием – это наша работа. При покупке новых станков, стоимость старого оборудования, будет учтена.
Комплексность поставок. Вы получаете не только основное оборудование для производства окон, но и компрессоры, систему подготовки воздуха, пневмоинструмент, вспомогательное оборудование (столы, тележки и пр.). Наши заказчики имеют возможность получить все, что необходимо для открытия производства из одних рук по оптимальным ценам.
Звоните ! +7 (495) 518-63-49, +7(985) 762-97-73
Мы рады внести свой вклад в развитие вашего бизнеса. Комплекс наших сервисных услуг поможет преодолеть все сложности организации производства и обойти все подводные камни на пути к успеху. Если ваш бизнес стал успешным – мы достигли цели.
У нас Вы можете приобрести как отдельные станки для расширения действующего производства, так и готовые комплекты оборудования для производства окон, в зависимости от требуемой производительности и финансовых возможностей.
Комплекты оборудования для сборки окон и стеклопакетов
Фотогаллерея
Если у Вас возникли вопросы, мы с готовностью ответим на них по телефону, электронной почте, с помощью ICQ либо Skype.
Квалифицированный специалист компании ответит на все Ваши вопросы. Звоните!
stanki-okna.ru
Оборудование для производства пластиковых окон: станок, линия, технология и процесс
 Технологически процесс производства пластиковых окон не представляет собой особенной сложности и заключается в нарезке всех нужных составляющих, ликвидации лишних компонентов, подготовке вспомогательных деталей и их монтаже.
Технологически процесс производства пластиковых окон не представляет собой особенной сложности и заключается в нарезке всех нужных составляющих, ликвидации лишних компонентов, подготовке вспомогательных деталей и их монтаже.
Основное требование при изготовлении окон – это точное следование технологии и качество. Технологический процесс проходит в несколько этапов, для каждого из которых необходимо собственное оснащение.
Намереваясь создать цех по производству пластиковых окон, нужно приобретать оборудование для изготовления пластиковых окон в полном комплекте. В противном случае не удастся производить конкурентоспособную продукцию.
Технологическое оснащение для изготовления пластиковых окон
 Наиболее часто используется в данном производстве станок для резки профиля, который в каталогах еще называется пилой. Часть таких станков имеет дополнительное оснащение, повышающее его производительность.
Наиболее часто используется в данном производстве станок для резки профиля, который в каталогах еще называется пилой. Часть таких станков имеет дополнительное оснащение, повышающее его производительность.
Такие станки делятся по виду подачи пильного диска. Она бывает нижняя, лобовая и осуществляемая сверху. Вид подачи в комбинации с размером пильного диска обеспечивают максимально возможные величины распила, которые можно увидеть на графике реза. На ней стоит акцентировать свое внимание, если предполагается использование крупной профильной системы или одномоментный распил двух профилей.
Пилы могут иметь одну головку и две. В первом случае величины выставляется специалистом собственноручно посредством роликового конвейера с измерителем. В другом случае размер может выставляться таким же способом, но посредством дополнительных электронных комплектующих (табло и верньера) или целиком автоматически.
Хотите выгодный бизнес но с меньшими затратами средств? Тогда узнайте, какое оборудование для шиномонтажа потребуется и как осуществляется этот процесс.
Воспользовавшись ссылкой, Вы сможете узнать всё о технологии производства керамической плитки.
Сварочные станки
Производственный цикл сварки состоит из нескольких этапов:
- монтажа заготовок;
- нагрева свариваемых поверхностей;
- сжатия;
- остужения сварного шва.
 Различие таких станков состоит в числе углов, которые свариваются в одно и тоже время. Их может быть от одного до четырех. Некоторые станки имеют изменяемый угол сварки, поэтому на них можно производить необычные конструкции. Выбор такого оборудования определяется масштабами предприятия.
Различие таких станков состоит в числе углов, которые свариваются в одно и тоже время. Их может быть от одного до четырех. Некоторые станки имеют изменяемый угол сварки, поэтому на них можно производить необычные конструкции. Выбор такого оборудования определяется масштабами предприятия.
Автоматические зачистные станки
Они удаляют наплав на наружных поверхностях и оберегают лицевой угол заготовки. Вместе с ними в комплект входит система автоматического включения производственного цикла в процессе установки заготовки.
Данное оборудование позволяет автоматически выбирать подходящую фрезу для створки или рамы. Если предполагается работать исключительно с одним профилем, можно делать это посредством станка на две фрезы. Его стоимость ниже, но он имеет незначительные перспективы, потому что на работе с единственным профилем почти никто не останавливается.
Лучше приобрести станок на четыре фрезы. Его стоимость выше, но на нем можно обрабатывать уже два профиля. Еще более перспективный станок на шесть фрез, так как он позволяет работать с несколькими профилями. Еще выше уровнем считается станок для зачистки с ЧПУ.
Он разительно отличается от других автоматов тем, что способен обрабатывать десятки профилей без специального оснащения, зачищает криволинейные наружные отрезки и фрезерует паз для монтирования уплотнителя.
Автоматы для фрезерования торца импоста
Они могут быть как механическими, так и автоматическими, а также иметь одну или две фрезы. Принцип выбора такого оборудования не отличается от выбора зачистных станков.
Станки для резки укрепляющих стекла реек
Штапик – это единственный компонент окна, при производстве которого не задаются размеры, потому что при нарезке других оконных деталей, их заготовки после сварки могут незначительно отклоняться от размеров, которые были заданы.
Это не будет существенным образом влиять на их эксплуатацию, в отличие от одинаковых реек, сделанных в соответствии с величиной, заданной по проекту и служащих для укрепления стекол в каркасе окна. В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
Поэтому станки позволяют резать каждый конкретный штапик по существующим, а не заданным замерам. Это достигается тем, что оборудование оснащается специальным съемным измерительным элементом.
Качество работы стандартных станков и оборудования с ЧПУ практически не отличается.
Фрезерные станки для водосливных отверстий
 Это оборудование отличается видом двигателей, которые могут быть простые или с частотным управлением, а также по числу операций, которые они могут выполнять. Если производство скромное, для него может подойти фрезерный станок с простыми двигателями, а если выпускаются большие объемы продукции, желательно, чтобы оборудование было с более сложными двигателями.
Это оборудование отличается видом двигателей, которые могут быть простые или с частотным управлением, а также по числу операций, которые они могут выполнять. Если производство скромное, для него может подойти фрезерный станок с простыми двигателями, а если выпускаются большие объемы продукции, желательно, чтобы оборудование было с более сложными двигателями.
Станок с двумя фрезами дает возможность сделать отверстия для слива воды на внешней поверхности рамы. Если у прибора три фрезы, его возможности увеличиваются. Он позволяет сделать отверстия не только на лицевой поверхности, но и на нижней внутренней стороне.
Его лучше всего использовать при производстве специального подставочного профиля, подоконник к которому прилегает изнутри, а снаружи присоединяется металлический слив. Копировально-фрезерный станок Он используется для проделывания специальных пазов и отверстий, например, под личинку замка.
Функционирует по принципу регулирования передвижением задействованной фрезы посредством шаблона из стали с предварительно проделанными отверстиями необходимой формы. Бывают аналогичные станки с дополнительными функциями, например, высверливание отверстий под ручку окна или фрезерование каналов, которые отводят воду.
Есть автоматические станки, которые выполняют почти все эти функции одновременно. Такое оборудование существенно упрощает и ускоряет обработку.
Станок тройного сверления отверстий под оконную ручку
Этот станок для изготовления пластиковых окон требуется для проделывания отверстия не только в пластике, но и в армирующем усилителе, который сделан из стали. Станок тройного сверления имеет мощный двигатель и редуктор для того, чтобы можно было в одно и то же время вращать три сверла, меняя их диаметр — с мелкого на крупный, чтобы облегчить процесс сверления. Компрессор Выбирая компрессор, важно учесть, что основная масса производителей пластиковых окон используют поршневые компрессорные установки, так как они имеют множество плюсов по сравнению с винтовыми:
- эффективнее функционируют в повторно-кратковременном режиме;
- легче адаптируются к температурным изменениям;
- легко ремонтируются;
- имеют длительный срок эксплуатации;
- стоят сравнительно недорого.
Перед приобретением компрессора необходимо рассчитать совокупный объем потребления кислорода всей производственной линией и выяснить рабочее давление. Производительность системы должна быть на четверть выше общего объема потребляемого воздуха, причем ресивер нужно выбирать с таким расчетом, чтобы не вызвать резких колебаний давления.
Использование понижающего редуктора на выходе из ресивера даст возможность получить в системе постоянное давление.
Стенд остекления
 Это устройство с широким спектром применения, которое представляет собой прочную стальную конструкцию с монтажным столом, предназначенным для установки на элементы окна фурнитуры, ролет и дополнительных профилей. Такой стол позволяет быстро и безопасно ставить их вертикально для дальнейшего транспортирования.
Это устройство с широким спектром применения, которое представляет собой прочную стальную конструкцию с монтажным столом, предназначенным для установки на элементы окна фурнитуры, ролет и дополнительных профилей. Такой стол позволяет быстро и безопасно ставить их вертикально для дальнейшего транспортирования.
Какое дополнительное оборудование может понадобиться для производства пластиковых окон?
- ручной инструментарий;
- рабочие столы для монтажа
- мебель для складирования и тележки для перемещения по цеху сырья и продукции;
- стенд для стеклопакетов.
Правильно подобранное оборудование для изготовления ключей даст возможность открыть прибыльный бизнес очень быстро и с небольшими затратами. Узнайте как это сделать.
Перейдя по ссылке Вы сможете узнать, как производят тротуарную плитку и какие установки для этого применяются.
Каждый из нас пользуется туалетной бумагой. Но как же её получают? Узнаете здесь: http://buisiness-oborudovanie.com/dlya-bumazhnyx-izdelij/oborudovanie-dlya-proizvodstva-tualetnoj-bumagi/.
Автоматическая линия по производству пластиковых окон — это современное оборудование, которое дает возможность на автомате сваривать и зачищать сварные швы пластиковых окон. Оно позволяет предприятию обеспечить высокую производительность и имеет целый ряд преимуществ:
- высокое качество зачистки оконных углов;
- высокотехнологичное производство;
- короткое время изготовления;
- возможность спланировать изготовление пластиковых окон
- обслуживание линии одним специалистом;
- высокое качество готовой продукции.
Технология производства пластиковых окон
Пластиковые окна делаются из поливинилхлорида, признанного наиболее который признан наиболее подходящим для этой цели. Производственная технология изготовления пластикового окна у всех производителей примерно одинакова, но особенности могут немного отличатся. Однако процесс изготовления пластиковых окон имеет один алгоритм.
 Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Металлический профиль армирования режется перпендикулярно, в соответствии с техническим заданием. Необходимая длина заготовки рассчитывается посредством специализированного программного обеспечения.
На следующем этапе режутся заготовки ПВХ профиля. Профили импостов и дополнительных профилей режутся под прямым углом, профили рам и створок – под 45? с обеих сторон заготовки. Затем заготовки профиля и арматуру разрезают на необходимую длину, фрезеруют дренажные отверстия, пазы и отверстия под фурнитуру.
Заготовки импоста обрабатываются на специальном станке с обеих сторон фасонной фрезой, очертание фрезерования должно соответствовать конфигурации рамы. Для фиксации импоста в раме, внутрь импоста монтируются механические соединители.
Фасонная фреза, которой обрабатывается импост, входит в технологическое оснащение, которое предоставляет поставщик профиля. Так как в процессе сварки длина профиля становится короче, размер заготовки должен превышать «рабочую» величину оконной конструкции.
Качество нарезанных заготовок определят качество сварки. Потом отрезки профиля свариваются, и в окно монтируется запорная регулируемая фурнитура, и его остекляют. Затем конструкцию ставят я на специальный стенд, где осуществляется проверка на наличие брака и дефектов.
Желательно, чтобы при хранении пвх профиля, он не подвергался воздействию ультрафиолетового излучения и отопительных приборов. Если он содержится в холодное время года в помещении, которое не отапливается, перед тем, как начинать обработку его следует прогреть до температуры не менее 17 ?.
Как это сделать? Достаточно занести его в отапливаемое помещение примерно за 24 часа до того, как начнется обработка. Соответственно и температура в цехе должна быть выше 17?, в противном случае при резке и зачистке профиля могут появиться сколы.
Все производственное оборудование должно проходить плановое техническое обслуживание.
Модели оборудования, применяемые для изготовления пластиковых пвх окон
 Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Например, модель «ACK-420″ — Пила для резки с нижней подачей диска. Она имеет пневматические прижимы, которые настраиваются. Они служат для точной фиксации профиля. Крупный диаметр пильного диска и упоры, которые можно передвигать, позволяют резать профиль больших размеров.
Оборудование “MURAT” турецкого производства не менее популярно на потребительском рынке. Оно отличается надежностью и легкостью в эксплуатации. Перечень производимого компанией оснащения довольно широк, что позволяет подобрать оптимальный набор станков для любого предприятия, выпускающего различные виды профилей.
Модель TA-141 — автоматическая пила с нижней подачей диска от данного производителя предназначена для резки ПВХ профилей и профилей из алюминия. Автомат имеет поворотную основу, позволяющую менять угол раскроя в широком диапазоне. Специальный регулятор подачи пильного диска позволяет минимизировать нагрузку на электрический двигатель.
Видео про изготовление пластиковых окон
buisiness-oborudovanie.com
Оборудование для производства окон | PROMOKNA.RU
Порезка полуфабрикатов на заготовки, первая операция при изготовлении окон. Профили, как правило, поступают на производство длиной 6м.
Примечание: В зависимости от изготовителя, профиль бывает длиной от 5,8 до 6, 5 метров. Профиль длиной 5,8 п.м. удобно отгружать в контейнерах. Профиль длиной 6,5 метров оптимален с точки зрения минимизации отходов.
Виды усорезных пил:
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Двухголовая фронтальная пила
Выбирать пилу следует в зависимости от предполагаемой производительности цеха. Очень неплохо иметь сразу 2 пилы для резки ПВХ профиля: на двухголовой резать рамы и створки (под углом 45 гр.), а на одноголовочной резать импост, подставочный профиль, эркеры и др. профили (угол реза 90 гр.).
Таким образом, пилы могут отличаться по:
- Тип станка: стационарная / настольная
- Тип прижимов: механические / пневматические
- Способ подачи пильного диска: маятниковая / нижняя подача / фронтальная подача
- Кол-во голов: одноголовочная / двухголовочная
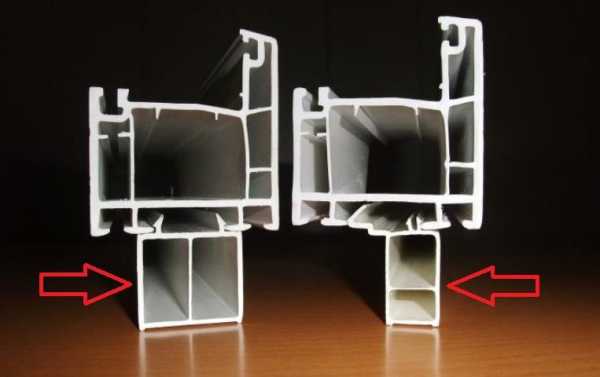
Для придания оконной конструкции дополнительной жесткости и для надежного крепления элементов фурнитуры, внутрь пластикового профиля устанавливается металлический профиль из оцинкованной стали толщиной 1,2-1,5 мм. Армирующий профиль в принципе можно резать даже болгаркой с абразивным диском (на маленьком производстве), здесь не требуется такой точности и качества, как при распиле пластикового профиля.
Виды пил по металлу:
- Высокооборотная дисковая пила по металлу.
- Низкооборотная двухскоростная пила с системой охлаждения. В отличие от высокооборотных пил, меньше шума на производстве и нет искр при резке.
- Ленточная пила по металлу. Плюс в том, что есть возможность резать сразу несколько хлыстов профилей.
Для отвода влаги в раме, створке и импостах делаются дренажные отверстия. Операция по фрезерованию дренажных каналов может быть выполнена и специальным инструментом и приспособлениями. Если финансовые возможности ограничены, то дренажный станок приобретается не сразу, а в последствии, с ростом объемов производства.
Виды станков и инструмента для фрезерования дренажа:
- Инструмент для фрезерования дренажных каналов. Можно делать отверстия с помощью дрели, можно с помощью специального инструмента
- Станок для фрезерования дренажных каналов. Бывают 2-х шпиндельные и 3-х шпиндельные. Оптимальный вариант- приобретение 3-х шпиндельного станка.
Операция по креплению армирующего профиля в пластиковом профиле может быть выполнена и с помощью ручных винтовертов (на небольшом поизводстве). Если финансовые возможности ограничены, то автоматический винтоверт приобретается не сразу, а в последствии, с ростом объемов производства.
Виды оборудования для крепления металла:
- Ручной пневматический винтоверт
- Пневматический шуруповерт для крепления металла. Подача саморезов осуществляется вручную, процесс завинчивания осуществляется вручную.
- Полуавтоматический шуруповерт для крепления металла. Подача саморезов осуществляется вручную, процесс завинчивания осуществляется автоматически.
- Автоматический шуруповерт для крепления металла. Подача саморезов осуществляется автоматически, процесс завинчивания осуществляется автоматически.
Для того, чтобы сделать в створке 3 круглых отверстия под ручку и прямоугольное под установку замка основного запора, используются копировально-фрезерные станки.
Виды копировально-фрезерных станков:
- Настольный копировально-фрезерный станок с механическими (ручными) прижимами. Станок позволяет делать по шаблону отверстия разной формы в пластике. Данный станок не позволяет делать тройные отверстия под ручку. Тройные отверстия под ручку, в данном случае, придется делать с помощью дрели либо с помощью трехшпиндельной головки, которая ставится на сверлильный станок.
- Стационарный копировально-фрезерный станок с пневматическими прижимами. В основном применяется при производстве конструкций из алюминия, поскольку станок не позволяет делать тройные отверстия под ручку.
- Стационарный копировально-фрезерный станок с пневматическими прижимами и трехшпиндельной головкой для сверления отверстий под ручку.
Для того, чтобы установить импост в раму, необходимо торцы импоста (края заготовки) обработать таким образом, чтобы импост можно было установить в рамный либо створочный профиль.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы. Угол обработки 90 гр., 1 фреза.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки 90 гр., 1 фреза.
- Стационарный станок с пневматическими прижимами и пневматической подачей фрезы. Угол обработки изменяемый, 1 фреза.
- Стационарный станок с пневматическими прижимами и пневматической подачей фрезы. Угол обработки изменяемый, 2 фрезы.
- Стационарный станок с пневматическими прижимами и пневматической подачей фрезы. Угол обработки изменяемый, 1 фреза, функция быстрой смены фрезы.
- Стационарный станок с пневматическими прижимами и пневматической подачей фрезы. Угол обработки изменяемый, 1 фреза, система охлаждения.
Таким образом, импостовые станки могут отличаться по:
- Тип станка: стационарный / настольный
- Тип прижимов: механические / пневматические
- Способ подачи фрезы: ручной / пневматический
- Возможность фрезерования под углом не равным 90 гр. : есть / нет
- Кол-ву фрез: 1/ 2
- Возможность быстрой смены фрезы: есть / нет
- Наличие сис-мы охлаждения: есть / нет
Виды станков для сварки ПВХ профиля:
- Одноголовочный сварочный станок. Используется в цехах, с производительностью не более 1000-1500 кв.м.в мес.
- Двухголовочный сварочный станок. С ростом объемов производства, следует приобрести. При этом Ваш «старый» одноголовочный станок тоже пригодится, для производства нестандартных конструкций и т.п.
- Четырехголовочный сварочный станок. Производительный станок, при условии, что используется в составе автоматизированной линии.
После сварки, нам необходимо удалить наплав, для выполнения этой операции могут применяться разные инструменты и станки. Зачистка осуществляется с трех сторон, мы должны зачистить две лицевые поверхности и зачистить торец.
Виды углозачистных станков и инструмента:
- «Стамеска». Применяется в основном при зачистке лицевых поверхностей нестандартных конструкций (угол не равен 90гр.). Применение возможно пока шов еще теплый.
- Ручное устройство для односторонней зачистки лицевой поверхности. Наиболее дешевый вариант. К нему еще надо приобрести машинку для зачистки с торцов.
- Пневматические зачистные машинки. Применяются на маленьких производствах. Наиболее дешевый вариант. «Большая» применяется для зачистки лицевой поверхности, «маленькая»-торцевой.
- Пневматическое устройство для односторонней зачистки нестандартных конструкций. Позволяет обеспечить высокое качество зачистки нестандартных конструкций. К нему еще надо приобрести машинку для зачистки с торцов. Для зачистки прямоугольных окон применять его не удобно.
- Пневматический станок для 2-х сторонней зачистки лицевых поверхностей. Бывают стационарные и настольные. К нему еще надо приобрести машинку для зачистки с торцов. Применяется когда «не хватает денег» на станок для трехсторонней зачистки.
- Стационарный станок для трехсторонней зачистки сварных швов с 1 фрезой. Зачистные ножи обрабатывают лицевые поверхности, а специальная фреза (предоставляется поставщиком профиля) обрабатывает угол с торца. Для обработки серии профилей 1 фрезы не достаточно, поэтому станок обязательно должен иметь функцию быстрой смены фрез. Применение станка удобно, если Вы работаете более чем на 2-х системах профилей. Но при этом, Вы каждый раз меняете фрезу.
- Стационарный станок для трехсторонней зачистки сварных швов с двумя фрезами. В зависимости от типа профиля (рама, створка), Вы выбираете фрезу для обработки. Применение станка оправдано, если Вы работаете только на одной системе профилей.
- Стационарный станок для трехсторонней зачистки сварных швов с 4-мя фрезами. В зависимости от вида профиля, Вы выбираете для обработки одну из четырех фасонных фрез. Оптимально, если Вы работаете на 2-х системах профилей. Дополнительной опцией (удобной, но достаточно дорогой) может являться возможность фрезерования пазов под уплотнения.
- Зачистной станок с ЧПУ. Зачистка производится дисковой фрезой по программе. Память машины позволяет хранить до тысячи типоразмеров профилей.
- Автоматические станции зачистки. Интегрируются в состав автоматических линий сварки-зачистки.
Резать штапик можно и на обычной маятниковой пиле (так делают на мелких производствах), но в силу специфики реза, на пиле это делать долго и неудобно. Поэтому для обработки этого вида профиля применяются специальные пилы для резки штапика. Стационарный штапикорез комплектуется рольгангом и специальной «штангой для снятия размеров».
Виды штапикорезов. (расположены в порядке возрастания производительности):
- Портативная пила для резки штапиков.
- Стационарный штапикорез с ручной подачей пильных дисков.
- Стационарный штапикорез с автоматической подачей пильных дисков
На последнем этапе сборки оконной конструкции мы устанавливаем в раму и створку стеклопакет, регулируем фурнитуру. Эту операцию удобно выполнять на стенде остекления и контроля. Для небольших производств, на покупке стенда остекления можно сэкономить.
Виды стендов остекления (расположены в порядке возрастания производительности):
- Стенд остекления без вертикального подьема.
- Стенд остекления с вертикальным подъемом.
Функция вертикального подъема (как правило, на 500 мм.), позволяет приподнять конструкцию для более удобной работу по установке стеклопакета и регулировке фурнитуры.
www.promokna.ru
Материалы для установки окна: что потребуется при монтаже
Установка пластикового окна предполагает использование специальных материалов, приспособлений и инструментов. Окна ПВХ прочно закрепились на строительном рынке. С каждым годом их конструкции совершенствуются, а вместе с этим производители предлагают современное оборудование для изготовления и материалы для установки окна.
Материалы для монтажа окон включают в себя: анкерные пластины, пену монтажную, клинья и распоры, уплотнители и крепежи. Изготовители окон могут комплектовать изделие отдельными элементами. При этом комплектующие должны быть высокого качества, чтобы при установке окон были выполнены все требования по тепло-, звуко-, паро- и гидроизоляции.
Монтажные клинья и распоры
Для установки пластиковых окон комплектующие изготавливают из прочной пластмассы, так как им предстоит выдерживать высокую нагрузку от конструкции окна, которая будет на них опираться во время монтажа. Эту же функцию выполняют распорные колодки. Размещают эти элементы по всему периметру оконной рамы для фиксации ее правильного горизонтального и вертикального расположения. Клинья применяются в качестве опоры на время затвердевания пены. После полного высыхания пены, комплектующие извлекаются. Получившееся отверстие заделывается пеной.
 На время застывания пены между рамой и проемом устанавливают клинья
На время застывания пены между рамой и проемом устанавливают клиньяПрименение клиньев и распорных колодок в процессе монтажа пластиковых окон является обязательным, так как в процессе заполнения швов между рамой и проемом монтажной пеной неизбежен процесс ее вторичного расширения. Клинья надежно фиксируют оконную конструкцию в определенном положении и предотвращают возможность его изменения под воздействием пены.
Монтажная пена
Монтажная пена на основе пенополиуретана применяется для заполнения шва между рамой и проемом. Попадая во влажную среду, под действием кислорода содержимое баллона спустя определенное время образует твердый, прочный пористый материал, который надежно фиксирует оконную конструкцию в заданном положении.
 С помощью монтажной пены оконный блок фиксируют в проеме
С помощью монтажной пены оконный блок фиксируют в проемеМонтажная пена различается по сезонности применения: зимняя, летняя и всесезонная. Для установки окон ПВХ важно применять пену, имеющую низкий коэффициент расширения – это позволит избежать деформации конструкции или нарушения ее ориентации в пространстве.
Благодаря паропроницаемости данного материала обеспечивается выход влаги и исключается образование конденсата внутри помещения. А для защиты конструкции окна и откосов от лишней влаги для перекрытия монтажного шва устанавливают специальную саморасширяющуюся ленту.
Паропроницаемая уплотнительная лента
ПСУЛ обеспечивает самовентиляцию шва между рамой и проемом. Благодаря пористой структуре монтажная пена пропускает сквозь себя не только воздух, но и влагу, что может привести к скоплению влаги на поверхности откосов и их отсыревание. Избежать этих неприятностей позволяет использование ПСУЛ.
 Вентиляция зазора между проемом и рамой обеспечивается за счет ПСУЛ
Вентиляция зазора между проемом и рамой обеспечивается за счет ПСУЛЛента для установки окон – это пористый пенополиуретан, обработанный специальным составом. Одна сторона ПСУЛ имеет клейкий слой. Поставка к месту монтажа осуществляется в скрученном виде. Раскручивать материал надо непосредственно перед монтажом, иначе он утратит свои свойства.
ПСУЛ наклеивают на конструкцию окна, предварительно удалив защитное покрытие с клеевого слоя. Эта лента является уплотнительной и саморасширяющейся, то есть после взаимодействия пропитки ленты с кислородом происходит увеличение ее линейных размеров. В результате сморасширяющаяся лента целиком закрывает шов.
Важно учитывать, что для качественного перекрытия монтажного шва необходимо использовать ПСУЛ соответствующей ширины. Увеличиваясь в размере, лента обретает свои пароизоляционные качества и обеспечивает вывод влаги из монтажного шва, а также защищает его от атмосферных осадков.
 Установка пароизоляционной ленты является обязательным условием при монтаже окон
Установка пароизоляционной ленты является обязательным условием при монтаже оконСаморасширяющаяся лента выпускается в сжатом состоянии. Она герметично закрывает внутренний шов от проникновения влаги. Это защищает откосы и монтажный шов от появления плесени. Пароизоляция для окон пвх является обязательным видом работ.
Гидроизоляционная лента
Лента ГПЛ также призвана закрывать монтажный шов изнутри помещения. Она изготовлена на основе пенополиэтиленовой пленки, которая имеет тонкий слой из алюминиевой фольги. На противоположной стороне имеется клейкий слой для фиксации ленты.
 За герметичность шва с внутренней стороны отвечает гидроизоляционная лента
За герметичность шва с внутренней стороны отвечает гидроизоляционная лентаКлеевой слой имеет хорошее сцепление с деревянными, бетонными и кирпичными поверхностями. После приклеивания монтажный шов обеспечивается абсолютной герметизацией, так как лента не пропускает ни влагу, ни воздух.
Верхнему слою ленты ГПЛ не страшно воздействие щелочи и прочих химических реагентов. Она не теряет своих свойств от воздействия прямых солнечных лучей.
Диффузионная лента
Установка пластиковых окон требует применения дополнительных материалов, таких как диффузионная лента. Ее применяют при наружной отделке монтажного шва вместе с пароизоляционной лентой или пеной. Помимо обеспечения паропроницаемости, этот материал надежно защищает зазор между рамой и проемом от влаги и воздействия прямых солнечных лучей, под которыми монтажная пена имеет свойство разрушаться.
 Диффузионную ленту монтируют снаружи оконного проема
Диффузионную ленту монтируют снаружи оконного проемаДиффузный материал при отделке стыков сохраняет естественную вентиляцию, когда обеспечен беспрепятственный выход воздуха из средней части нижнего шва.
Крепежи
К ним можно отнести дюбели, анкеры, планки, пластины с перфорацией, поддерживающие консоли и саморезы.
Анкеры
Использование анкеров позволяет сохранить целостность оконной рамы при установке пластикового окна. Их монтируют, просверливая сквозные отверстия в оконной раме.
 Монтаж окна с помощью анкеров считается самым надежным
Монтаж окна с помощью анкеров считается самым надежнымМатериалом изготовления анкеров является оцинкованный металл. При помощи анкеров закрепляют раму к стене, чтобы окно было надежно установлено в плоскости оконного проема.
Регулируемые анкеры
Этот тип анкеров применяют при «теплом» монтаже, когда конструкция оконной рамы выступает за пределы стены. На подоконник наносится выравнивающий слой, затем на нем закрепляются анкера.
 С помощью анкерного болта можно регулировать положение оконной рамы
С помощью анкерного болта можно регулировать положение оконной рамыТакие крепежи называют еще анкерными болтами, которые состоят из двух частей. На каждой части расположен продольный паз и отверстия с краю. Наличие продольных пазов в пластинах позволяет регулировать положение оконной рамы, когда она закреплена при помощи анкеров в определенном положении. Это позволяет выбрать идеально ровное положение оконной конструкции в пространстве и надежно его зафиксировать.
Дюбели
По мнению специалистов, устанавливающих пластиковые окна, применение дюбелей обеспечивает более стабильное положение конструкции, чем при помощи анкеров. Однако они не рекомендуют применять их для крепления нижней части окна. Дюбелем называется пластмассовая втулка с боковыми прорезями и резьбой внутри. Когда в нее вкручивается саморез, пластиковые лепестки раскрываются, и дюбель надежно фиксируется в теле бетонной или кирпичной стены. Размеры дюбеля – ширина и длина, зависят от структуры материала стены. Для непрочных оснований применяют большие дюбели.
 Дюбель обеспечивает надежную фиксацию самореза в стене
Дюбель обеспечивает надежную фиксацию самореза в стенеИзготавливаются эти крепежи из упругой эластичной пластмассы, выдерживающей большие растягивающие и сжимающие нагрузки. Дюбели применяют при креплении анкерных пластин к поверхности стены, это позволяет жестко установить и зафиксировать оконную раму.
Саморезы
При креплении анкерных пластин на дюбели, применяют саморезы по бетону – они имеют крупную заостренную резьбу и шляпку в виде звезды или шестигранника.
 Закрепление анкерных пластин производится с помощью саморезов
Закрепление анкерных пластин производится с помощью саморезовКогда требуется закрепить перфорированные металлические планки, используют саморезы по металлу. Для закрепления каких-либо элементов при помощи этого вида крепежа необходимо предварительно высверливать отверстие меньшего диаметра. При проведении работ необходимо использовать современный качественный инструмент для монтажа.
Поддерживающие консоли
Изготавливаются в виде профильных металлических пластин, имеющих отверстия, которые используют при креплении с одной стороны профиля, а с другой – анкера. Использование поддерживающих консолей позволяет монтировать крупноформатные оконные конструкции, имеющие сложную конфигурацию и большой вес.
 Поддерживающие консоли используются при монтаже крупногабаритных оконных блоков
Поддерживающие консоли используются при монтаже крупногабаритных оконных блоковМатериал изготовления поддерживающих консолей покрывается слоем цинка, поэтому они устойчивы к воздействию влаги. Примером одинарной консоли является плоский стержень, прикрученный болтом к стене. Его высоту можно регулировать.
Подставочный профиль
Выполняется из того же материала, что и оконный профиль и крепится к нижней части оконной рамы. Его применяют, когда требуется установка отлива или подоконника. К общей высоте оконной конструкции подставочный профиль прибавляет 3 см. Это важно учитывать при проведении замеров.
 Подстановочный профиль используется для монтажа отлива и подоконника
Подстановочный профиль используется для монтажа отлива и подоконникаПрименение подставочного профиля способствует защите стыка нижней части окна и стены, устранению тепловых мостиков и появлению конденсата.
Силиконовый герметик
При монтаже подоконника использование силиконового герметика обязательно, так как он заполняет стыковочные швы и надежно их герметизирует. Для этих целей возможно применение жидкой пластмассы, так как она имеет более долговечное сцепление с поверхностью и не отстает со временем от воздействия влаги, как герметик. В этом случае достигается наиболее качественная изоляция швов.
 Для герметизации стыковочных швов используют силиконовый герметик
Для герметизации стыковочных швов используют силиконовый герметикВажно применять только качественные материалы для установки пластикового окна и оборудование, тогда окно будет выполнять свои функции, надежно оберегать помещение от воздействий окружающей среды и обеспечивать оптимальные микроклиматические показатели.
domzastroika.ru
Производство пластиковых окон — оборудование, технологический процесс
Производственный цех для производства пластиковых окон
Цех по производству пластиковых окон с полуавтоматической линией распила профиля разделен на два участка, приспособленных для выпуска обычных и нестандартных конструкций изделий из ПВХ. К последним относятся круглые, арочные и окна больших размеров.

Территория склада хранения готовой продукции позволяет беспрепятственно и в любое время транспортировать свои окна тем заказчикам, которые предпочли самостоятельный вывоз продукции. Автотранспортный цех предназначен для оперативного вывоза на объекты заказчика готовых окон, которые поступают под погрузку в машины прямо с производственной линии предприятия.
Оборудование и механизмы для производства пластиковых окон
Основное оборудование для производства пластиковых окон включает в себя:
Копировально-фрезерные станки
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.
Станки бывают:
- Настольный копировально-фрезерный станок (с механическими ручными прижимами).
- Стационарный копировально-фрезерный станок (с пневно-прижимами)
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
- Двухголовая фронтальная пила
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
- Ленточная пила по металлу
- Высокооборотная пила по металлу (дисковая)
- Низкооборотная двухскоростная пила (дисковая)
Дренажные станки
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент — станок для сверления дренажных каналов 2-х или 3-х шпиндельный)
Сварочные станки
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
- Одноголовочный сварочный станок
- Двухголовочный сварочный станок
- Четырехголовочный сварочный станок
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.
Зачистные станки
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.
Инструмент
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.
Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.
Торцефрезерные станки
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Вспомогательное оборудование
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
Материалы, комплектующие и поставщики
Для производства оконных конструкций используется поливинилхлорид, который является долговечным, надежным, практичным и безопасным материалом.
Поставщики оконного профиля это или немецкие заводы изготовители, или действующие по лицензии, но расположенные или в Китае или в России заводы. Очень много производителей пластикового профиля находится в Подмосковье.
Технологический процесс
Каждое изделие выполняется как отдельное производственное задание. Заказ автоматически обрабатывается при помощи профильного программного обеспечения и сразу поступает на станки распиловочного центра. Заготовка обрабатывается, армируется, на ней фрезеруются дренажные отверстия, и она проходит сварочный участок.
Тем временем вырезается стекло и обрабатывается от грязи в моющей машине. Его склеивают специальными лентами в дистанционной рамке, в которую засыпают силикагель, используемый в качестве влагопоглотителя.
Далее стеклопакет проходит процедуру герметизацию шва и на него монтируется фурнитура. Следующий этап – соединение всех элементов окна с установкой стеклопакета и его фиксацией штапиком.
Только после полного прохождения проверки геометрии и качества функционирования запорной арматуры на стенде специалистами отдела технического контроля (ОТК), изделие можно назвать полноправным окном.
promplace.ru