технология и методы (+ видео)
Порошковая покраска – это современная технология, которая позволяет добиться надежного и долговечного покрытия практически на любых поверхностях. Нанесение не представляет особого труда при наличии навыков, но требует задействования специального оборудования. Особенностью этого метода является то, что покраска происходит сухим способом, а защитный слой образуется при последующем нагревании.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
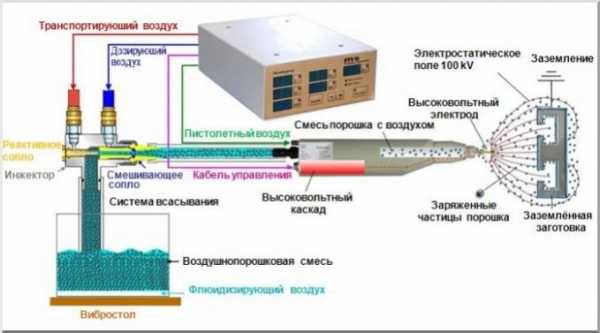 Схема нанесения цветного состава по электростатическому принципу
Схема нанесения цветного состава по электростатическому принципу - Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
 Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным
Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным - Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Необходимое оборудование
Хотя количество необходимых инструментов и приспособлений зависит от масштабов работ, обязательно наличие следующего:
- Окрасочная камера. Позволяет выполнить порошковую покраску качественно, избегая постороннего воздействия. При производстве она дополнительно оснащается рекуператором, который отвечает за сбор оставшегося порошка, что значительно снижает расходы. В последующем частички проходят фильтрацию.
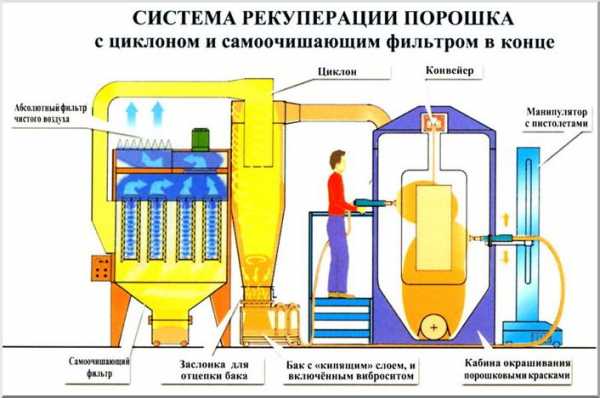 Использование специальной камеры и системы рекуперации позволяет существенно снизить потери
Использование специальной камеры и системы рекуперации позволяет существенно снизить потери - Пульверизатор. Он бывает ручной и специальный промышленный для больших объемов работ. Альтернативой может служить компрессор, который дополнительно снабжается фильтром высокого давления.
 Для работы с порошком используется специфическое профессиональное оборудование
Для работы с порошком используется специфическое профессиональное оборудование - Печь. В ней происходит плавление нанесенных частиц.
Естественно, крупные производства имеют специальные системы подвесов и доставки, что облегчает работы и ускоряет темп.
 Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печи
Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печиНа заметку! Нагревание, которое необходимо на последней стадии окрашивания, не позволяет выполнять процесс с материалами, подверженными температурным деформациям. Поэтому наиболее популярной считается обработка металлических деталей и элементов.
Плюсы и минусы
Покраска порошковой краской имеет множество положительных свойств, среди которых особенно выделяются:
- Простота процесса. Если исключить необходимость применения специального оборудования, то мероприятие не представляет особой сложности. Для работы используется готовый порошок, не нуждающийся в смешивании или колеровке. Нанесение происходит быстро.
На данный момент есть возможность подбора любого цвета и оттенка порошкового состава
- Время получения результата. После обработки порошком изделие помещается в печь на период не больше 30 минут, а после непродолжительного охлаждения работа считается завершенной.
- Экологичность. Получаемые покрытия и красящий порошок полностью безопасны для здоровья окружающих. Поверхность не поддерживает горение и не выделяет отравляющие вещества при высокой температуре.
- Надежность и долговечность. Образуемый слой имеет единую структуру, которая обладает хорошей адгезией с основанием. За счет этого обеспечивается износостойкость и длительный срок службы.
 По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
Но при всех достоинствах метод не лишен и недостатков:
На заметку! Использование порошкового способа действительно весьма рационально, но в дизайнерском плане уступает другим вариантам. Хотя в настоящее время существуют специальные смеси с разными визуальными и тактильными эффектами.
 Без высококлассного оборудования добиться качественного результата не реально
Без высококлассного оборудования добиться качественного результата не реальноПорядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
 Пескоструйная зачистка на данный момент считается самой качественной
Пескоструйная зачистка на данный момент считается самой качественной - Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
 Обезжиривание и травление являются обязательными этапами подготовки
Обезжиривание и травление являются обязательными этапами подготовки
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Следует знать! Стадии подготовки могут разниться в зависимости от того, какие изделия подвергаются обработке, и сферы их применения. Порой достаточно провести тщательную очистку и обезжиривание.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
- Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
 Обработку заготовки необходимо проводить в средствах индивидуальной защиты
Обработку заготовки необходимо проводить в средствах индивидуальной защиты - Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
- Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение.
 При финишном прогреве температура в печи может доходить до 200ºС
При финишном прогреве температура в печи может доходить до 200ºС - Изделие перемещается в печь. На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
otdelkagid.ru
Технология порошковой покраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
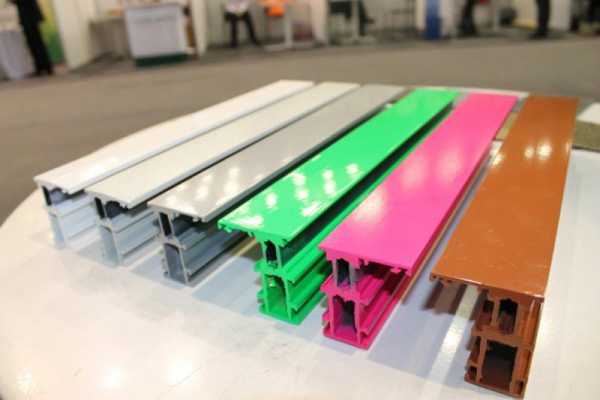
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
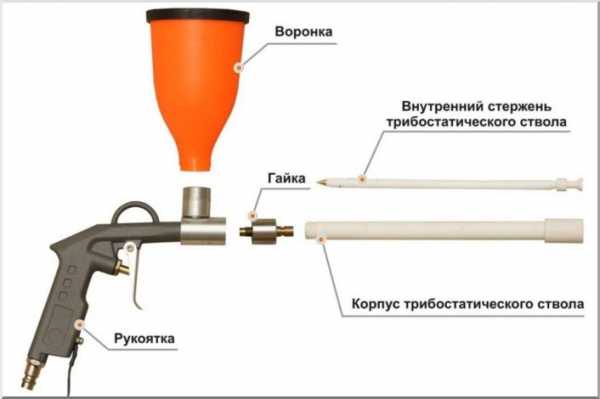
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

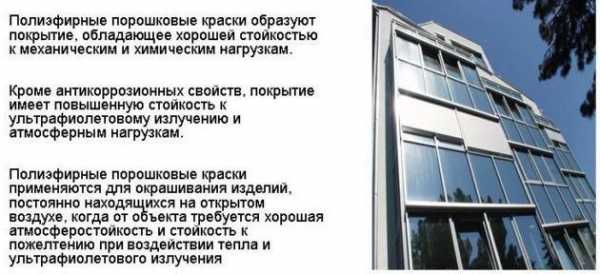
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
promzn.ru
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой. Частицы порошка расплавляются, проходя через пламя, и попадают на поверхность изделия в полужидком состоянии. Поверхность изделия не подвергается нагреванию. Слой краски получается более тонким и прочным. Этот метод преимущественно используется для окрашивания крупных предметов.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
superarch.ru
Технология порошкового окрашивания | Порошковая покраска металла
Подробнее о каждом этапе:
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
pokras.ru
Технология покраски порошковой краской — Полезные рекомендации
Порошковая покраска – это наиболее оптимальный вариант защиты коррозии металлических изделий различного назначения и размера в соотношении цены, долговечности, прочности и эстетичности. Нанесенный слой такой краски выдерживает многократное механическое воздействие и устойчив к агрессивным средам. Кроме того, он слабо подвержен выгоранию пигмента.

Технология покраски порошковой краской основана на использовании полимерно-эпоксидных смол в сочетании с дополнительными компонентами. Вспомогательные катализаторы помогают микрочастицам образовывать пленку на поверхности металла и полимеризироваться в единый монолитный слой.
В отличие от классических жидких лакокрасочных материалов порошковая краска не содержат растворителей. В качестве дисперсионной среды используется обычный воздух, нагнетаемый компрессором. Именно благодаря этой особенности технологию порошковой покраски металла называют наиболее экологичной и безопасной как для рабочего персонала, выполняющего окрашивание, так и для окружающей среды.
Сферы применения
Процесс полимеризации частиц порошка, нанесенного на поверхность изделия, выполняется в течении 40-60 минут при температуре 150-200°С в специальных печах. Именно по этой причине сфера применения технологии покраски порошковой краской ограничивается исключительно металлопродукцией самого различного назначения и размера. Процесс термической полимеризации не позволяет применять такой метод для окрашивания пластика или древесины.

Порошковой красой покрывают:
- кованые изделия для внутреннего и наружного применения;
- алюминиевые и оцинкованные профили;
- домашнюю и производственную мебель из металла;
- корпусные элементы бытовой техники;
- статичные детали машин и механизмов;
- спортивный инвентарь;
- нейтральное промышленное оборудование.
Технология порошковой покраски металла применяется в ситуациях, когда крайне важна высокая коррозионная стойкость металлоизделия. Сухие полимерно-порошковые краски используют также при необходимости обеспечения механической и химической стойкости антикоррозионного покрытия ввиду наличия сложных эксплуатационных условий.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.

Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.

Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для порошковой покраски – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.

Разновидности порошковой краски
Используемые в данной технологии антикоррозионной защиты металла сухие полимерные порошки разделяют на две основные группы по типу образования пленки на поверхности изделия:
- термореактивные – полимеризация происходит после ряда химических преобразований;
- термопластичные – образование монолитной пленки происходит при высоких температурах без химических реакций.
В современном промышленном производстве термореактивные порошковые краски более распространены. В их состав входят полиэфирные, эпоксидные или акриловые смолы в виде мелкодисперсного порошка.
Главное преимущество термореактивных порошковых красок в отсутствии последующей после полимеризации термической деформации при нагревании окрашенного изделия. Это крайне важно для металлоизделий, эксплуатируемых в сложных условиях при повышенных температурах.

В состав термопластичных порошковых красок входят такие полимеры, как нейлон, винил или полиэстер. Твердый слой на поверхности изделия образуется в результате остывания массы. Состав покрытия остается таким же, как и до его нанесения и запекания. Это дает возможность повторно плавить порошок.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
- Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора. При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
- Электростатическое распыление порошковой краски – наиболее распространенный способ. Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
- Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Подготовительные работы
Не менее важно оборудовать рабочее место для подготовки металлоизделия к нанесению на него порошковой краски. Такой пост должен иметь доступ к монорельсовой подвесной системе, а также оборудован специальным рабочим столом и необходимым инструментом.

Технология порошковой покраски металла включает в себя два основных процесса – нанесение порошка и его полимеризации в печи, подробно о которых описано выше. Но крайне важно перед распылением краски провести тщательную подготовку металлической поверхности, которая включает в себя:
- механическую обработку ручными щетками или электроинструментом для снятия следов коррозии и прочих загрязнений;
- обезжиривание;
- протравливание.
Все эти подготовительные процессы дают возможность качественно подготовить металлическое изделие для равномерного распределения порошковой краски без пробелов и пустот. Благодаря протравливанию и обезжириванию удается добиться максимальной адгезии полимеризированного монолитного слоя с поверхностью металла.
Техника безопасности
Несмотря на свою экологичность, технология покраски порошковой краской имеет ряд потенциальных угроз для рабочего персонала, ввиду чего крайне важно выполнять все правила охраны труда и требования по технике безопасности.

Среди специфических опасностей:
- попадание мелкодисперсного порошка в органы дыхания;
- образование взрывоопасной смеси пыли и воздуха.
Кроме того, технология покраски порошковой краской также включает в себя ряд обычных промышленно-производственных угроз, связанных с использование электрооборудования, компрессорной техники и камер для термической обработки. Четкое соблюдение стандартных правил пожарной и электробезопасности – залог безопасной и высокопроизводительной работы персонала.
Видео. Процесс покраски от и до
www.gvozdem.ru
Технология порошковой покраски, нанесение, качество покрытия краской
Изделия из металла требуют мер, по защите поверхности, от воздействия внешней среды. Даже обычная вода, может самым серьезным образом, нанести вред дорогому изделию. Воздействие агрессивной среды оказывается еще более разрушительным. Коррозия наносит непоправимый вред. Защитить металл могут лаки и краски. Негативным моментом их применения является наличие опасных, и просто неприятных летучих соединений. Работать с лаками и красками вредно для здоровья.
Технология порошковой покраски
 Ситуация выглядит более оптимистично при использовании технологии порошковой покраски, возникшей в прошлом веке. Этот способ обработки поверхности лишен обычных недостатков. В данном варианте, происходит надежная фиксация покрытия из порошка на поверхности металла, при повышенной температуре и под давлением.
Ситуация выглядит более оптимистично при использовании технологии порошковой покраски, возникшей в прошлом веке. Этот способ обработки поверхности лишен обычных недостатков. В данном варианте, происходит надежная фиксация покрытия из порошка на поверхности металла, при повышенной температуре и под давлением.
Порошковые покрытия прекрасно проявили себя там, где детали из металла подвергаются воздействиям грязи, воды и агрессивных сред.
Прежде всего, высоким качеством отличаются строительные конструкции с подобным покрытием, входные двери и, конечно автомобильные диски. Все они выполняются исключительно с применением современных порошковых технологий, что обеспечивает им превосходное качество и устойчивость к неблагоприятным факторам.
Применение порошковой покраски стало прорывом в технической мысли. Этот метод нанесения декоративных и защитных покрытий стали широко применять в медицине и изготовлении спортивных снарядов и инвентаря. В любом случае технологии такого ряда существенно улучшают потребительские характеристики продукции и оборудования.
Таблица. Характеристики и области применения различных видов покрытий.
| Покрытие | Достоинства / Недостатки | Области применения / Окрашиваемые объекты |
|---|---|---|
| Эпоксидное покрытие | Достоинства Высокая реакционная способность, широкий интервал температур и относительно небольшое время отверждения, высокая прочность и эластичность покрытия, высокая стойкость к химикатам и растворителям, высокая коррозионная стойкость, хорошие электроизоляционные свойства Недостатки Низкая устойчивость к ультрафиолету, и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении. | Применение Транспортное машиностроение, приборостроение, электротехника, радио- и электронная промышленность, бытовая техника и подземные сооружения. В частности Электробытовые приборы, швейные машины, металлическая мебель, станки и инструмент, автомодели, велосипеды, торговое оборудование, кондиционеры, радиаторы, трансформаторы |
| Эпокси-полиэфирное покрытие | Достоинства Хорошая растекаемость, стабильность цвета при формировании и эксплуатации, хорошие механические свойства по сравнению с эпоксидными покрытиями — повышенная атмосферостойкость Недостатки По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Применение Транспортное сельсхозмашиностроение, бытовая техника, приборостроение, производство оборудования и инструмента В частности Велосипеды, мотоциклы, авто-, мотодетали, холодильники, пылесосы, кондиционеры, металлическая мебель, водонагреватели и отопительные радиаторы, огнетушители, инструменты, детали швейных машин, утюги |
| Полиэфирное покрытие | Достоинства Высокая устойчивость к ультрафиолету и, следовательно, атмосферостойкость, прозрачность непигментированных покрытий Недостатки Принято считать, что полиэфирные покрытия, содержащие триглицидилурат, токсичны, пониженная реакционная способность с отвердителем примидом. Механические свойства и адгезия несколько ниже чем у эпокси-полиэфирных покрытий | Применение Tранспортное, сельсхозмашиностроение, строительство, производство металлической мебели В частности Авто-, мотодетали, мотоциклы и мотороллеры, садовое и сельхоз оборудование, инвентарь, металлочерепица, рамы и облицовочные фасадные плиты и панели, садовая мебель, столбы, арматура и решетки для ограждений, трансформаторы и др. |
| Полиуретановое покрытие | Достоинства Очень высокая растекаемость, стабильность цвета при перегреве и воздействии УФ-лучей, высокая адгезия к различным субстратам, хорошие механические свойства и атмосферостойкость Недостатки Повышенное газовыделение при отверждении | Применение Приборостроение, транспортное, сельскохозяйственное и химическое машиностроение, строительство В частности Детали автомобилей, вагонов, вертолетов, тракторов, металлическая мебель, панели зданий и сооружений, решетки для ограждений, кондиционеры |
| Полиакриловое покрытие | Достоинства Высокие декоративные свойства, хорошая атмосферостойкость, высокая химическая стойкость Недостатки Высокая цена, плохая сочетаемость с другими порошковыми композициями | Применение Автомобилестроение, бытовое и медицинское приборостроение В частности Салоны автомобилей, детали посудомоечных машин, светотехническое оборудование, элементы центрального отопления, медицинское оборудование и приборы, алюминиевые и стальные оконные рамы. |
Технология порошкового покрытия
 Для создания защитного покрытия применяются полимерные порошки. Они наносятся равномерным слоем на поверхность изделия. Затем происходит их полимеризация при заданной температуре. Эту стадию процесса осуществляют в особой печи.
Для создания защитного покрытия применяются полимерные порошки. Они наносятся равномерным слоем на поверхность изделия. Затем происходит их полимеризация при заданной температуре. Эту стадию процесса осуществляют в особой печи.
Процесс требует некоторых предварительных действий. Сначала необходимо подготовить поверхность к нанесению защитного слоя. На этой стадии удаляется грязь с поверхности, окислы металла, происходит обезжиривание. Улучшения сцепления наносимого слоя добиваются фосфатированием.
После предварительной обработки детали, на нее наносят порошок. Это происходит в камере. На последней стадии деталь поступает в печь, где формируется защитная пленка.
Существенные объемы выпускаемой продукции предполагают применение транспортных систем. Они позволяют перемещать окрашиваемые детали, в том числе крупногабаритные. Только транспортные системы в состоянии обеспечить непрерывность производственного процесса. Это позволяет нарастить мощности производства.
Погдготовка поверхности к нанесению порошкового покрытия
 Тщательно подготовить деталь перед покраской важно в любых обстоятельствах. Технология порошковой покраски в этом отношении ничем не отличаются. Процесс это сложный и трудный, он требует продолжительного времени. Уделить ему важно максимальное внимание. Только его полное и тщательно исполнение обеспечит получение защитного покрытия высокой надежности, обеспечит хорошую эластичность и оптимальное сцепление с основой, улучшит антикоррозионные характеристики.
Тщательно подготовить деталь перед покраской важно в любых обстоятельствах. Технология порошковой покраски в этом отношении ничем не отличаются. Процесс это сложный и трудный, он требует продолжительного времени. Уделить ему важно максимальное внимание. Только его полное и тщательно исполнение обеспечит получение защитного покрытия высокой надежности, обеспечит хорошую эластичность и оптимальное сцепление с основой, улучшит антикоррозионные характеристики.
При подготовке поверхности можно подобрать оптимальный способ ее обработки и средства для этого. Многое определяется характеристиками материала и требованиям к условиям использования детали.
На данном этапе происходит обезжиривание, ликвидация окислов травлением и механической обработкой. Важным условием получения хорошей адгезии является создание конверсионного слоя. Этот слой обеспечит полную изоляцию от влаги, предотвратит отслаивание.
Абразивная очистка поверхности перед окрашиванием дает возможность ликвидировать окалину и окислы. Очистка бывает механической, дробеструйной и дробеметной. Очистка происходит с применением гранул стали или чугуна, ореховой скорлупы.
После очистки поверхности приходит очередь порошковой грунтовки. Она обеспечивает эффективную защиту от коррозии.
В качестве пассивной защиты может служить грунт на эпоксидной основе. Он создает пленку, которая легко противостоит внешним воздействиям любого рода.
Активная защита выполняется цинкосодержащим грунтом. При его применении деталь можно использовать в самых жестких условиях. Проникающее повреждение детали может приводить к локальной коррозии. Но площадь ее поверхности существенно ограничена.
Нанесение порошкового покрытия
 После предварительной обработки порошковая технология предусматривает нанесение собственно порошка. Перед нанесением слоя порошка деталь нужно промыть и высушить. Сушат детали в печах.
После предварительной обработки порошковая технология предусматривает нанесение собственно порошка. Перед нанесением слоя порошка деталь нужно промыть и высушить. Сушат детали в печах.
После охлаждения деталей можно приступать к нанесению порошка. Это выполняется его напылением. Процесс производится в специальной камере напыления. При этом частица порошка не проникают из камеры в помещение. Нанесение слоя порошка происходит с применением специального оборудования всего за секунды.
Особенно часто применяется электростатическое распыление. Заряженный порошок наносится на заземленную деталь. При этом напряжение между деталью и распылителем можно менять, регулировать ток, что означает выбор интенсивности струи. Можно выбрать оптимальное расстояние до детали.
Нужно отметить, что технологии порошкового покрытия предполагают две существенные разновидности распыления в электрическом поле.
Оно может выполняться в поле коронарного разряда или представлять собой турбостатическое распыление.
- Электростатический способ предполагает наличие внешнего источника заряда.
- Турбостатическое напыление происходит, при возникновении заряда частиц полимерного покрытия при их трении о стенки турбины при нанесении на окрашиваемую поверхность.
Выполнение полимеризации по порошковой технологии покрытия представляет собой, перевод слоя полимера на детали, в вязкое состояние путем оплавления, образование пленки, ее отверждения. Все это реализуется в печи. Камеры поляризации весьма разнообразны. Их конструктивное исполнение определяется конкретными нуждами производства.
Печь полимеризации управляется автоматикой. Блок управления печью обеспечивает контроль режима, определяет длительность процессов и его автоматическое прерывание. Печь может работать на любом топливе, в том числе, мазуте.
Печи могут иметь самую разную конструкцию. Определяющим моментом становится возможность быстрого подъема температуры. В этом отношении лучшими являются печи с рециркуляцией воздушных потоков.
В камерах напыления порошок полимера равномерно покрывает деталь. Но неверное обращение приводит к накапливанию статического электричества, это весьма опасно со всех точек зрения.
Для полимеризации порошка требует до получаса времени. Процесс протекает при температурах порядка 200 градусов. Особенно важно поддерживать этот температурный режим от начала и до конца. Разброс температур внутри камеры не должен превышать пяти градусов.
Процесс полимеризации происходит при расплавлении частиц порошка. Они становятся достаточно текучими, чтобы образовать на поверхности изделия сплошную пленку. Воздух, расположенный между частицами порошка под воздействием сил поверхностного натяжения просто вытесняется. Если этого не происходит по какой-то причине, качество покрытия становится заметно хуже. Эти поры существенно ухудшают состояние покрытия. Чтобы их не возникало, температура в печи должна ощутимо превышать температуру, при которой полимер становиться вязким. Кроме того, лучше получать тонкие покрытия.
Нагревание после оплавления частиц полимера обеспечивает диффузию краски в поверхность детали и последующее отверждение покрытия. Эта стадия особенно важна, поскольку позволяет определить характеристики покрытия.
Если окрашиваются массивные изделия, то температура на их поверхности поднимается очень медленно. Это означает, что полимер иногда не сможет отвердеть. Это приводит к низкому сцеплению полимерного покрытия с основой, потере его прочности и снижению защитных качеств.
Эта проблема разрешима. Достаточно нагреть деталь предварительно, а время отверждения сделать больше. Если отверждение полимера проводится при пониженной температуре, то возможность возникновения дефектных зон уменьшается, покрытие получается лучшего качества. В любом случае, приходится учитывать теплопроводность материала изделия и его габариты.
В процессе, охлаждение может происходить на конвейере или в специальных камерах, представляющих собой отдельный отсек печи отверждения.
Качество порошкового покрытия
 На каждой стадии процесса получения порошкового покрытия, следует следить за точностью параметров. Для этого применяются точные современные приборы.
На каждой стадии процесса получения порошкового покрытия, следует следить за точностью параметров. Для этого применяются точные современные приборы.
Полезным прибором будет термограф печей. Очень тщательной настройки требует оборудование статического нанесения порошка, контроль заряда детали и качества заземления.
Степень адгезии пленки к основанию, тоже можно померить с помощью аппаратуры. Все замеры дают возможность вовремя корректировать ход технологического процесса.
lkmprom.ru
Технология порошкового окрашивания | Всё о красках
Технология окрашивания поверхности порошковыми красками в последние годы широко популяризируется среди производителей металлоизделий. Информация на страницах технических журналов, реклама изготовителей оборудования сделали свое дело: абсолютное большинство специалистов знают о существовании такого способа отделки поверхности.
Эксплуатация жидких малярных участков сейчас -поистине головная боль любого руководителя: проблемы с экологией, качеством покрытия, техникой безопасности… Куда проще оборудовать окрасочный участок новым оборудованием, тем более что предложений оборудования для порошкового окрашивания на рынке Украины более чем достаточно. К сожалению, о самой технологии порошкового окрашивания и ее преимуществах, а тем более о применяемом оборудовании, детально знают очень немногие. Да и разобраться в море предложений несведущему человеку довольно трудно. Как выбрать поставщика — своего родного украинского или зарубежного? Кому поверить — крупному заводу или маленькому частному предприятию? Чтобы не было дилеммы, мы постараемся объяснить тонкости процесса, рассказать о различных концепциях производства
оборудования и предостеречь от наиболее частых ошибок и заблуждений при выборе. Что нужно знать в первую очередь руководителю, который решил организовать участок порошкового окрашивания? Современный окрасочный участок существенно отличается от привычных представлений о нем.
Прежде всего, производительность порошкового окрашивания намного выше из-за более короткого технологического цикла получения пленки покрытия. Поэтому для достижения нужной производительности
предприятие может обойтись меньшим количеством оборудования, чем при жидком окрашивании. Как следствие, необходимы меньшие производственные площади, а следовательно, и меньшие капиталовложения. Даже внешне участок порошкового окрашивания выглядит более привлекательно: чистое оборудование, никакого запаха.

Нынешнее состояние рынка диктует свои условия во всем. Ушла в историю гигантомания советских предприятий. Теперь, чтобы обеспечить достаточно высокую производительность, нет необходимости создавать необъятные цеха с оборудованием огромных размеров. Все куда проще. Оборудование может быть компактным, цех – небольшим, а объемы производства – существенными. Технология это позволяет. К тому же, основным потребителем окрасочного оборудования являются небольшие предприятия так называемого «среднего бизнеса», которые не всегда могут вкладывать большие средства на развитие. Естественно, что их взгляд обращен на тех производителей, которые могут полностью обеспечить технологический процесс при минимуме затрат, не забывая при этом о качестве своего оборудования.
Как обычно происходит процесс выбора оборудования? Как правило, у покупающей стороны имеется достаточно солидный пакет предложений от различных изготовителей, дилеров и т.д. Что мы рекомендуем в первую очередь? Это, конечно, определиться с необходимым количеством оборудования для обеспечения производственной программы. Одно рабочее место при ручном окрашивании — это примерно 8000-12000 м2,автоматизированная установка напыления- 25000-90000 м2 окрашенной поверхности в месяц. Количествопечей полимеризации зависит от соотношения объема детали и площади поверхности. Например, каркасные конструкции при небольшой площади поверхности занимают большой объем, и одна камера напыления может обеспечить загрузку нескольких печей.
Далее: способ нанесения. Существует два способа нанесения порошковой краски — электростатический
(краска приобретает заряд, находясь в электростатическом поле) и трибостатический (краска заряжается за счет
трения во время прохождения ствола напылителя). Как выбрать то, что нужно именно Вам, тем более что оба
способа неоднозначны и имеют как достоинства, так и недостатки? Электростатика имеет несколько большую производительность, чем трибостатика. На нее меньше влияют окружающие условия — колебания влажности воздуха, температуры. Можно использовать любую, даже самую низкосортную краску (при этом качество покрытия будет таким же низким). Применение электростатики наиболее целесообразно при окрашивании больших плоских деталей при отсутствии требований к равномерности покрытия (утолщения по краям листа неизбежны). Нельзя умолчать факт наличия достаточно вредного для здоровья человека электростатического поля. Поэтому обязательно требуйте у производителя все необходимые документы, особенно санитарно -гигиеническое заключение, разрешающее эксплуатировать такое устройство. Следует заметить, что у ведущих зарубежных производителей существуют электростатические напылители последнего поколения, которые позволяют прокрашивать полости, заново перекрашивать поверхность, они абсолютно безопасны в эксплуатации, но цена этих изделий высокая. Электростатика отечественных производителей настолько дешевле, насколько ниже качество, производительность и безопасность.

Что касается трибостатического способа напыления, то его недостатки и достоинства противоположны электростатическому — несколько меньшая производительность, но отсутствие проблем с деталями сложных форм. Снижение толщины слоя и равномерность покрытия возможны только при трибостатике. Еще одно преимущество способа — возможность вторичного напыления, что необходимо при многослойных покрытиях или перекрасках. При этом трибостатический способ напыления существенно дешевле и абсолютно безопасен.
Существуют распространенные заблуждения о преимуществах и недостатках трибо — и электростатического напыления. Ошибка первая: подготовка сжатого воздуха для электростатического напыления необязательна. Это в корне неверно. Влажный воздух с включениями масла опасен в любом случае. Во-первых, Вы получите некачественное покрытие с кратерами и пузырями, во -вторых, придется осушать остатки неиспользованной в процессе краски. Также возможен выход из строя остального окрасочного оборудования, работающего от той же магистрали. Ошибка вторая: краски для электростатики намного дешевле, а «металлики» можно напылять только таким способом. Современные технологии производства красок, которыми пользуются ведущие производители, постепенно стирают грань межну красками для трибостатики и электростатики, в том числе и по цене, а многие «металлики» уже можно смело наносить и трибонапылителем. Существует также заблуждение, что уж по производительности электростатика непревзойденна. Но, во-первых, современная трибостатика некоторых производителей по производительности вполне сравнима с электростатикой. Во -вторых, не забывайте о таком немаловажном факторе, как человеческий. Любой напылитель держит в руке человек, а не робот. Но если выбор напылителя обусловлен в большей степени технико -экономическими требованиями, то выбор камеры для напыления сводится в основном к умению того или иного производителя убедить покупателя в эффективности именно своего оборудования. Конструктивно камеры для напыления очень разнообразны. Они могут быть тупиковыми, проходными, одно — и двухпостовыми, движущимися и стационарными. Камеры комплектуются установками рекуперации, которые предназначены для улавливания не осевшей на изделии порошковой краски и возврата ее в производственный цикл.
Существует две системы рекуперации порошка: циклонная и фильтровая. Вокруг целесообразности применения той или иной системы все больше споров, большей частью между приверженцами привычных конструктивов и сторонниками применения новых технологий. Установки циклонного типа являются двухступенчатыми. На первой ступени – в циклоне — осаждается примерно 60-90% порошковой краски, остальное — на фильтре. Осажденная краска собирается в контейнеры, из которых затем вручную или с помощью пневмоустройств подается в исходную емкость. Из-за довольно широкого фракционного состава порошковых красок, который колеблется от 5 до 100 мкм, эффективность очистки воздуха в установках циклонного типа в целом достигает (по разным сведениям изготовителей оборудования) 99-99,5%. По сведениям изготовителей красок эта цифра менее оптимистична – не более 90-95%. Недостатки этой системы следуют из самой ее конструкции. Циклон, если только он не разборный, а
также воздуховоды практически невозможно очистить от остатков краски. Даже идеальное изготовление
циклона из нержавеющей стали не исключает риск смешивания в сборнике порошков разных цветов. Замена краски в камере с такой системой очень трудоемка, она занимает несколько часов, а то и всю рабочую смену. Если же не чистить камеру, то потери краски огромны. Сама по себе циклонная система – изделие весьма металлоемкое, а следовательно не дешевое.
Система улавливания порошка при помощи фильтров распространена более широко и именно она является приоритетной в новых разработках ведущих производителей. В системах применяются фильтры патронного типа, изготовленные из специальных полимерных материалов. Они легко очищаются, быстро устанавливаются и снимаются, не накапливают в себе краску, а эффективность очистки достигает 99,9%. Срок службы такого фильтра может достигать нескольких лет при должном качестве сжатого воздуха и правильной эксплуатации. Система проста в обслуживании, а имея комплект фильтров на каждый базовый цвет используемой краски можно избежать брака покрытия. К сожалению, на Украине нет производителей таких материалов и самих фильтров, но нам доступны качественные фильтры немецкого или польского производства. Современной тенденцией развития технологии порошковых покрытий является создание более простого и надежного в эксплуатации оборудования. Большое значение имеют оптимальные конструкторские
решения для быстрой замены цвета. При выборе оборудования очень важно различать, какие устройства действительно необходимы для эффективной работы системы, а какие могут создавать неудобства. Это относится к дополнительным транспортерам краски, промежуточным краскосборникам, к системам регулировки, которые не являются обязательными и приводят только к удорожанию оборудования.
В качестве установок для формирования покрытий применяются разнообразные печи, которые различаются по типу энергоносителя (электричество или топливо), типу нагревательных устройств (конвективные, терморадиационные, индукционные, инфракрасные). Печи могут быть тупиковые и проходные,шахтного или камерного типа. При имеющихся преимуществах и недостатках различных типов печей, наибольшее распространение получили печи конвекционного типа в связи с тем, что они позволяют получить наиболее качественные покрытия, как по внешнему виду, так и по свойствам. Что касается выбора энергоносителя, то здесь можно рекомендовать следующее. Более традиционными являются электропечи. Они компактны, безопасны в эксплуатации, отсутствие продуктов сгорания топлива делает их экологически чистыми и гарантирует высокое качество покрытия. Использование печей на жидком или газообразном топливе не столь однозначно из-за повышенных требований к технике безопасности. Продукты сгорания топлива, о которых упоминалось выше, даже при случайном попадании в рабочий объем печи могут привести к изменению цвета покрытия. И неизвестно, как отреагирует санитарная служба города к еще одному источнику загрязнения атмосферы.
Нельзя не упомянуть и печи инфракрасного (ИК) нагрева и печи, сочетающие ИК и УФ излучатели. В случаях, если покрывается нетермостойкий материал, необходимы именно эти устройства. На рынке оборудования предложений по установкам ИК и УФ отверждения покрытий пока недостаточно, но данная технология более энергетически выгодна и производительна – покрытие на металлической поверхности может формироваться за несколько секунд. К сожалению, она применима для изделий с определенной формой поверхности и стоимость этих установок намного выше, чем традиционных. Вопреки распространенному мнению, якобы порошковое окрашивание не требует подготовки поверхности, этот процесс является обязательным. При этом подходят те же составы и методы, что и перед нанесением жидких ЛКМ, и, наверное, не следует подробно останавливаться на каждом. Отдельно хочется остановиться на наиболее распространенной операции подготовки поверхности, которая позволяет увеличить срок службы покрытия, особенно в условиях переменной влажности и температуры. Это обезжиривание и фосфатирование для черных и многих цветных металлов. Операция производится с помощью препаратов,
позволяющих совместить оба процесса. Обработка обычно проводится струйным способом, ручным или
автоматическим при температуре 60-90 оС в течение нескольких минут. Камеры для автоматической струйной обработки наиболее эффективны, особенно в условиях крупносерийного и массового производства. Они незаменимы при оснащении автоматизированных покрасочных линий. Это стабильное качество, производительность, исключение «человеческого фактора», но большие капиталовложения. Более приемлемо по цене для небольших производств оборудование для ручной обработки, в котором в качестве распылителей используются обычные моющие агрегаты высокого давления (типа “Kлrcher”, “Portotecnica”). Оно позволяет при небольших затратах обеспечить высокое качество подготовки поверхности. Есть еще один способ – производить подготовку поверхности в ваннах, но способ менее производителен, требует больших производственных площадей, автоматизация такого процесса трудноосуществима. Кажущаяся простота в конечном итоге приводит к немалым затратам. Конечно, если такой участок уже существует и работает, нет смысла его менять.
Что еще можно посоветовать потребителю? Оптимизация технологического процесса должна происходить на стадии конструкторских разработок. Если, например, Вы используете горячекатаный лист, то не избежать проблем с его очисткой, а ведь травление куда более дорогостоящий процесс, чем просто обезжиривание. Может, есть смысл заменить материал? К слову сказать, погоня за сиюминутной выгодой в приобретении некачественного металла может в дальнейшем обернуться повышенными затратами на его подготовку. Окраска габаритных конструкций потребует бόльших затрат на оборудование, так может стоит подумать, как сделать конструкцию разборной? Так что считайте!
Размещение оборудования на участке требует соблюдения определенных требований, поэтому создание проекта участка необходимо. Лучше всего проектные вопросы решать с производителем оборудования. К сожалению, опыт разработки проектной документации для порошкового участка имеют буквально несколько проектных организаций Украины. Поэтому, занявшись поиском недорогих услуг по проектированию, Вы можете столкнуться с некомпетентностью разработчиков, но узнаете об этом, когда оплатите услуги, и исправить что-либо будет уже поздно. Но вот участок организован, оборудование расставлено, пора приступать к процессу. А краска? Выбор краски и ее производителя – это половина успеха. Общие рекомендации по выбору красок можно найти в любом источнике, да и продавцы красок проконсультируют, какую лучше выбрать. Среди представленных у нас фирм-производителей хочется прежде всего обратить внимание на европейских. Краски производства Франции, Финляндии, Бельгии, Германии, Австрии отличаются неизменно высоким качеством. Есть, конечно, краски более дешевые, но поверьте: эта дешевизна мнимая, выиграв несколько гривен на килограмме краски, вы можете потерять больше, получив некачественное покрытие или получив ненапыляемый остаток примесей в количестве процентов десяти, а то и больше.
Вообще, фраза, что скупой платит дважды, очень актуальна сегодня, когда на рынок порошкового оборудования выходят «производители», не имеющие достаточной производственной и конструкторской базы, но имеющие низкие цены. Какие проблемы ждут потребителей такого оборудования, можно только догадываться. Собственно, мне приходилось неоднократно сталкиваться с ситуацией, когда вопрос стоял так: «А что нам теперь делать?» Конечно, не всегда есть средства, не всегда за обилием терминов можно разглядеть компетентного специалиста. Прежде чем остановить свой выбор, постарайтесь получить сведения из независимых источников, побывайте на производстве у изготовителя, изучите литературу, хотя бы ГОСТ 9.410- 88 «Покрытия порошковые полимерные. Типовые технологические процессы». Вам помогут книги и статьи Яковлева А.Д., Машляковского Л.Н. – ученых Санкт-Петербургского технологического института, родоначальника отечественной технологии порошковых покрытий. Не соглашайтесь на предложения различных организаций, не имеющих отношения к производству оборудования, разработать технологический процесс, только для Вас, для Ваших деталей и т.д. Сложного в процессе ничего нет, Вы убедитесь в этом сами, как только начнете красить. А ответы на вопросы Вам обязательно дадут производители, те, кто действительно проектирует и изготавливает оборудование.
Статья в журнал «Профессиональная покраска», №4(4) 2003 г.
vseokraskah.net