Производство профнастила — технология, этапы, оборудование
Содержание:
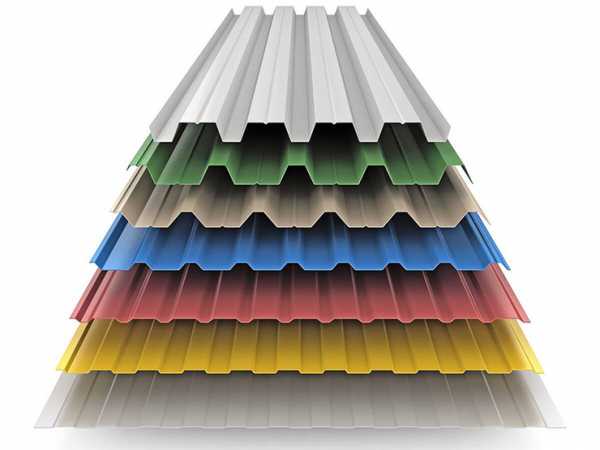
Профнастил относится к самым современным универсальным покрытиям. Он успешно может использоваться в частном строительстве, на всевозможных индустриальных объектах, для создания быстровозводимых зданий. Благодаря новому оборудованию и производству профнастила, предоставляется возможность получения фасадного, а также кровельного материала. Давайте рассмотрим не условия монтажа профнастила, а некоторые моменты, которые касаются основной технологии его производства.
Основные этапы производства профнастила
Производственные этапы основаны на профилированных методах производства стальных листов пока не получатся гофрированные профилированные листы.
Профильные листы могут свободно применяться в качестве:
- стенового материала во время строительства промышленных и быстровозводимых сооружений;
- материала, который используется для различных вариантов обшивок здания;
- листов, которые служат для изготовления опалубки;
- современного материала для возведения кровли в жилых и в индустриальных зданиях;
- профильных листов для создания перегородок, всевозможных ограждений;

Станок для производства профнастила
Профнастил может изготавливаться и реализовываться вместе с защитным покрытием из полимеров и разнообразной высоты волны.
Этапы производства профнастила:
- разработка производственно проекта с обязательным учетом типа, цветовой гаммы, длины, а также количества профлистов;
- производство профнастила с помощью прокатного оборудования;
- транспортировка и доставка готового продукта к потребителю.
С целью качественного производства профилированных необходимо использование специализированного оборудования для производственного процесса.
Но только благодаря высококачественному оборудованию в техническом плане существует возможность получения строительного материала, который соответствует стандартным требованиям. Если продукция выпускается на оборудовании с некачественным производством, то продукции может быть с определенными отклонениями по геометрическим размерам и даже формам. А потому качество материала может не соответствовать его цене.
Производственные требования и изготовление
Оборудование для производства профнастила традиционно может применяться для создания профильных листов трапециевидного типа. А потому получается, что профнастил представляет собой гнутый профиль листового типа с волной трапециевидной формы.
Кровельный металлический профиль производится из прочной стали посредство холодного профилирования. Исходя из областей применения и покупательских потребностей, профнастил бывает с полимерным или эмалевым покрытием и без него.

Прокат профнастила через ролики
Производство профнастила с покрытием оказывается необходимым, когда он применяется для наружных работ. Профильный лист без покрытия может использоваться при работе над опалубкой под бетонную заливку.
У каждого вида профнастила существует своя особенная толщина. Когда применяется качественное исходное сырье (первосортная сталь), то выпускается профнастил с цинковым покрытием в 26 мкм.
Из-за снижения толщины покрытия до 13 мкм увеличивается износ. А потому самостоятельное изготовление профнастила может осуществляться только с сырьем первосортного покрытия, а также с помощью оборудования, которое выпущено какой-нибудь известной машиностроительной компанией.
Уже процесс проектирования производства профнастила требует соблюдения следующих требований:
- в помещении, в котором будет стоять оборудование, должен быть бетонный пол и у этого пола должна быть ровная поверхность;
- необходимо наличие специальной техники с уровнем грузоподъемности больше пяти тонн;
- необходимо следить за тем, чтобы температура в помещении не снижалась меньше четырех градусов, а когда осуществляется работа с различными пневматическими механизмами – не снижалась ниже десяти градусов.
- следует оборудовать помещение специальными воротами для того, чтобы была удобной разгрузка сырья и процесс погрузки приготовленного профнастила.
- необходимо приготовить места, в которых будет храниться рулона сталь.
При самостоятельном создании оборудования для производства профнастила существуют определенные требования для его размещения:
- станки необходимо разместить так, чтобы всегда наличествовал доступ к их основным узлам при обслуживании или техническом осмотре;
- необходима установка разматывальных устройств недалеко от мест хранения самого сырья;
- если в помещении существует определенная нехватка места, то склад можно организовать в каком-нибудь соседнем отдельном здании.
При выполнении всех вышеуказанных требований и при наличии высококачественного оборудования существует возможность изготовления хороших профлитов от одного до двенадцати метров длиной. Кроме того, есть специальное оборудование, с помощью которого можно изготовить профнастил с двадцати пяти метровой длиной.
Технология и процесс изготовления профнастила
Производство профнастила обычно начинается с основного эскиза конструкции и обязательных математических расчетов, потом выбирается толщина будущего настила и цветовое решение покрытия.
Затем начинается непосредственный процесс изготовления с помощью профилегибочных станков – таким образом, получаются настенные, кровельные, напольные профлисты.
Этапы производства профнастила:
- Сначала рулонная сталь устанавливается в специальное разматывающее устройство на прокатном станке.
- Ленточный металл постепенно доходит до ножниц по прокатному стану и там отрезается.
- Происходит задание общих параметров длины профилированных листов, а также их количества на пульте управления.
- Станок автоматически совершает прокатку листов стали.
- Автоматически режутся листы в соответствии с заданными параметрами.
- Готовые листы маркируются и упаковываются в полиэтиленовую пленку.
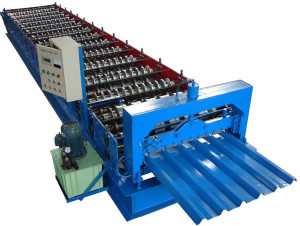
Оборудование для производства профнастила (прокатные станки)
Производственное оборудование может разделяться на холодный метод проката и горячий метод обработки металла листового типа. Холодная обработка распространена намного больше и не требует осуществления нагрева начального сырья.

Линия профнастила
На этих линиях металл катается и режется. Изготовление происходит в виде профилирования, поскольку металл начинает приобретать форму профиля.
Разное оборудование ответственно за выпуск различных профилированных листов всевозможных модификаций. Собственно, тип и вид профиля влияют на дальнейшую область его использования.
Исходя из высоты волны, оборудование использует различное давление для каждого листа.
Производственно оборудование может различаться в зависимости от ступеней механизации:
- автоматизированное оборудование;
- ручной станок;
- передвижное оборудование.

Резка профнастила станком
Например, то же передвижное оборудование может использоваться с целью производства арочного профнастила, когда изготовление таких листов необходимо прямо на строительной площадке. Затем такие элементы успешно используются при строительстве ангаров, зернохранилищ и даже аэродромов.
Ручное оборудование может применяться с целью производства волнистых листов профиля небольших размеров и в небольшом количестве. Вручную выполняются практически все основные технологические операции. Как правило, такое оборудование может применяться строительными организациями, которые занимаются обработкой металла в специальных мастерских. Иногда доборные элементы производятся именно на таком оборудовании.
На автоматических и полуавтоматических производственных линиях как раз представлены автоматизированные станки. Такое оборудование может включать в себя целый комплект механизмов, смонтированных в очередном порядке. Как правило, изготовление профнастила на таком оборудовании происходит достаточно быстрыми темпами. Но ручные станки не рекомендуются для проката сырья, которое имеет полимерное либо лакокрасочное покрытие.
Состав линии производства профиля
Стандартная линия производства обладает следующим составом:
- консольный разматыватель рулонов;
- специальный прокатный стан, на котором формируются профиля;
- ножницы-гильотина;
- приемное устройство;
- автоматика.
Основные этапы рабочего процесса оборудования:
- Оцинкованный лист помещается на специальный консольный разматыватель;
- Ленточное исходное сырье поступает в специальный прокатный стан, содержащий определенное число пар клетей. Как раз число клетей влияет на качество готовой продукции. Каждая пара продукции обладает роликами заданной геометрии, крепящимися на различных валах.
- После прохождения через клети стальным листом приобретается намеченная геометрия.

Готовый профнастил
Возможно комплектация производственного оборудования специальным сенсорным пультом, а также электромеханическими ножницами, специальными зажимными устройствами, сборником отходов и другими необходимыми устройствами.
Прокатный стан является основным элементов оборудования и с помощью этого оборудования изготовляется профнастил любого заданного профиля, изготовленного из гладкой стали.
Надо сказать, что буквально каждый день возрастает спрос на профнастил. И эксперту уже считают, что вложение средств в область, связанную с производством прокатной стали – достаточно оправдано в финансовом плане и выгодно.
С целью производства качественного профнастила существует необходимость использования самого высококлассного оборудования и технической линии.
profnastile.comмеханический и автоматическая линия для изготовления профлиста
В современном строительстве применяются самые различные материалы, одним из наиболее востребованных считается профнастил. Простота в монтаже, надежность и невысокая цена, вот почему профильный лист пользуется спросом как у промышленных предприятий, так и среди частных строителей. Чтобы организовать бизнес и установить станок для производства профнастила, не требуется больших затрат.
 Можно устроить производство данного материала
Можно устроить производство данного материалаХарактеристика материала
Профнастил — это производимый из стали листовой материал, для изготовления которого применяется тонкая оцинкованная сталь или стальной прокат с другим покрытием. Жесткость и несущую способность (возможность выдерживать динамические и статические нагрузки) изделию при небольшой толщине придает профильная форма. Стальной профлист бывает несущий и стеновой.
Профильный лист применяется для:
- облицовки стен;
- кровли крыш;
- возведения ограждений;
- изготовления ворот;
- производства ларьков.
В этом видео вы подробнее узнаете о станке для производства профнастила:
Виды станков для производства профлиста
Невысокая цена изделий достигается простотой производства. Технология заключается в протяжке стального проката (скрученного в рулон или листового) для придания формы через специальные вальцы, конфигурация которых определяет форму профиля.
Производят профлист как на автоматизированных линиях, так и на ручных механических станках. Оборудование необходимо устанавливать в светлом просторном помещении, чтобы обеспечить доступ к нему со всех сторон.
Условия хранения сырья и размещения производства могут влиять на качество производимой продукции, поэтому на складе и в цеху не допускается высокая влажность и понижение температуры ниже +4 градусов.
Механические станки
Ручной листогиб является самым простым станком для изготовления профлиста и имеет высокую популярность среди представителей малого бизнеса и в частных хозяйствах. Для открытия небольшой мастерской не потребуется больших капиталовложений. Оборудование для ручного производства возможно устанавливать непосредственно на строительных площадках. Правильно настроенный механический станок для изготовления профлиста позволяет работать со стальным прокатом как в листах, так и в рулонах толщиной от 0,4 мм до 0,6 мм, шириной 2 метра. Механический листогиб имеет ряд преимуществ:
- не требует электричества;
- компактность;
- можно менять количество волн;
- для обслуживания достаточно двух человек;
- позволяет изготавливать элементы кровли.
Такое оборудование эксплуатируется вручную и имеет невысокую производительность. Малые партии качественного профлиста всегда найдут своего потребителя.
Автоматизированные линии
В промышленном производстве профильного листа применяются автоматизированные линии полного цикла с высокой производительностью. Установка такого оборудования требует определенных условий:
- большое помещение не менее 100 м² с ровным бетонным полом и большими воротами;
- кран-балка;
- наличие электроэнергии 380 Вольт, допустимая мощность до 23 кВт;
- хорошие подъездные пути.
В состав автоматизированной линии входит комплекс оборудования необходимого для производства:
- Разматыватель рулона — предназначен для разматывания и подачи оцинкованной стали из рулона на станок, а также для контроля провисания листа и синхронизации скорости подачи материала.
- Станок для прокатки профлиста (пневматический или гидравлический) — является основным механизмом линии, принимает сырье и при помощи вальцов, из плоского листа изготавливает профильный.
- Ножницы-гильотина с ножами, повторяющими профиль — отрезают лист до нужного размера, для жесткости крепят гильотину на станину, где установлен станок для изготовления профнастила.
- Приемное устройство — оборудовано автоматическим штабелером, обеспечивает прием готовой продукции и формирует пачки.
- Система, управляющая всеми процессами — связывает в единую сеть все механизмы и контролирует их работу.
Обслуживать и осуществлять производство на автоматизированной линии при наличии определенных навыков работы могут два человека, оператор и подсобный рабочий.
Изготовление профнастила как бизнес
Инвестиции в приобретение станка для производства профнастила экономически оправданы. Строительство новых объектов, реконструкция старых, развитие инфраструктуры постоянно требуют качественных материалов. Рынок растет и развивается, спрос увеличивается.
В сфере изготовления стальных профильных листов очень высокая конкуренция и чтобы конкурировать на этом доходном рынке, необходимо не только использовать хорошее сырье и материалы, но и производить профнастил на качественном и обслуженном оборудовании. На настоящий момент, по мнению экспертов, рентабельность производства профильной стали составляет от 20 до 40%.
‘; blockSettingArray[2][«setting_type»] = 1; blockSettingArray[2][«element»] = «h3»; blockSettingArray[2][«elementPosition»] = 1; blockSettingArray[2][«elementPlace»] = 3; blockSettingArray[3] = []; blockSettingArray[3][«minSymbols»] = 0; blockSettingArray[3][«minHeaders»] = 0; blockSettingArray[3][«text»] = ‘
‘; blockSettingArray[3][«setting_type»] = 5; blockSettingArray[4] = []; blockSettingArray[4][«minSymbols»] = 0; blockSettingArray[4][«minHeaders»] = 0; blockSettingArray[4][«text»] = ‘
‘; blockSettingArray[4][«setting_type»] = 1; blockSettingArray[4][«element»] = «h3»; blockSettingArray[4][«elementPosition»] = 1; blockSettingArray[4][«elementPlace»] = 4; blockSettingArray[5] = []; blockSettingArray[5][«minSymbols»] = 0; blockSettingArray[5][«minHeaders»] = 0; blockSettingArray[5][«text»] = ‘
‘; blockSettingArray[5][«setting_type»] = 6; blockSettingArray[5][«elementPlace»] = 90; blockSettingArray[10] = []; blockSettingArray[10][«minSymbols»] = 0; blockSettingArray[10][«minHeaders»] = 0; blockSettingArray[10][«text»] = ‘
‘; blockSettingArray[10][«setting_type»] = 1; blockSettingArray[10][«element»] = «img»; blockSettingArray[10][«elementPosition»] = 1; blockSettingArray[10][«elementPlace»] = 2; var jsInputerLaunch = 15;
zaborprofi.com
Станок для профнастила ручной — технология изготовления
Содержание статьи:
Профилированные листы из металла или профнастил довольно часто используется в строительстве. Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.
Механические листогибы
Для изготовления профилированной поверхности металлического листа используется метод холодной штамповки. Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Существует специальный станок, на котором изготавливают профнастил в штучном количестве. На нем, в частности, можно гнуть доборные элементы – коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы привести такой станок в действие – требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна превышать 1 миллиметра;
- Максимальная длина листа должна составлять около 2 метров;
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном столе, прижмите его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет изготовить профнастил с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.
 С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: «Оборудование для производства профнастила»). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: «Оборудование для производства профнастила»). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила. Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.

С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.
Производство профнастила довольно популярно. Это связано с тем, что профилированный лист по цене значительно дешевле кровельных или облицовочных материалов. При этом срок эксплуатации довольно длительный. Заводы, которые изготавливают профнастил, выпускают также металлочерепицу, металлическую сетку и сайдинг (прочтите статью: «Профлист или металлочерепица: что лучше»).
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
kryshadoma.com
ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.

Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.

Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.

Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.

Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.

Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.

Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.

Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру НТК!
ntkzavod.com.ua
Оборудование для производства профнастила — Мастер профнастила
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
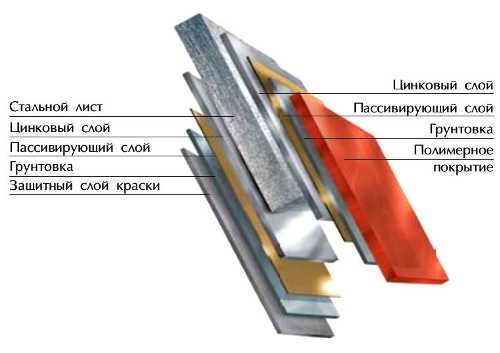
Структура профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Схема устройства прокатного станка для профнастила.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Схема устройства ручного станка для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Схема изготовления и использования арочного профнастила.
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
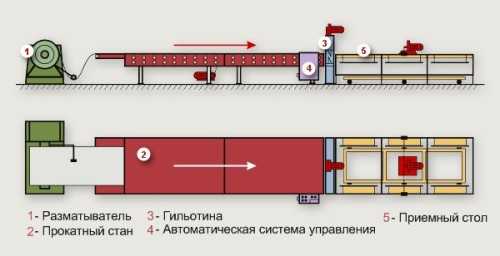
Схема линии производства профнастила.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.
Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
masterprofnastila.ru
Станок для производства профнастила: разновидности,устройство
 В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
В связи с развитием строительства, потребность в кровельных материалах так же возрастает.
Использование профнастила для кровли крыш позволило строителям:
- Ускорить строительный процесс.
- Улучшить качество кровли.
- Срок службы кровли увеличен.
- Расширен спектр применения.
Требования к оборудованию профилегибочному
Металлопрофиль производится методом холодного профилирования. На первый взгляд производство профнастила не представляется сложным. Но современные требования к качеству требуют точности производства
Станок для производства профнастила не должен:
- Царапать защитное и декоративное покрытие листа.
- Оставлять заусенцы на листах готового металопрофиля.
Профелегибочное оборудование
Оборудование для производства металопрофиля бывают:
- Ручными. Применяются для изготовления гофрированных профилей небольшого размера и малыми партиями. Подобный станок – листогиб, можно приобрести, если нет финансов для приобретения полноценной линии. Такой станок может обрабатывать листы толщиной до 1,5мм. Волна профиля выгибается стальной балкой. Форму волны и усилие балки устанавливают предварительно исходя от толщины листа. Контролируют процесс изгиба датчики. В комплект к ручному станку, входит роликовый нож. Производительность станка за рабочую смену 120 листов. Не требуется энергообеспечения.
- Передвижными. Их используют на строительных площадках, к примеру, для изготовления арочного профнастила.
- Автоматизированными или полноценными линиями. Это целый комплекс механизмов, который позволяет производить более качественный продукт. Такие линии оснащены автоматикой, которая контролирует синхронность и слаженность работы всей системы.
Для установки автоматизированной системы требуются условия: пол бетонный ровный, температура в помещении должна быть не ниже 4 градусов, а при пневматическом механизме 10, для удобства разгрузки и погрузки должны быть ворота.
Принцип производства профиля может быть:
- Одновременное формирования профиля. Если используется технология одновременного форматирования, то есть деформация листа происходит с первой клети, то гарантируется равномерное профилирование. И брака по краям листа не будет
- Последовательный принцип. Если же используется последовательный процесс сгиба, в этом случае утяжка вначале осуществляется в середине листа, она же может вызвать отклонения от требуемой формы по краям листа.
Станок для производства профнастила состоит из:
- Консольного либо двухопорного разматывателя стального рулона, из которого изготавливают профнастил. Грузоподъемностью не меньше 10 тон.
- Основа всей системы – прокатный профилирующий стан, приводимый в действие мощными электродвигателями. Нанесение поперечных канавок производится на штампующим устройстве. От него зависит четкая линия канавок. Сам станок представляет собой прочную устойчивую раму, на которой закреплены клети, которые задают форму.
- Гильотина, входящая в состав комплекта линии разрезает листы и формирует их размер. Гильотина или гильотинные ножницы могут использоваться разной конфигурации, это зависит от толщины листа. Размещена она после проката. Привод может быть: электрический, электромеханический или же ручной.
- Приемное устройство является последним этапом в линии. На нем производится прием, осуществляется укладка готового продукта в штабели.
- Автоматизированная система управления всем процессом. В нее входят шкаф с датчиками и пульт управления.
В последнее время производители профилегибочного оборудования предлагают двухярусные прокатные станы, на которых можно производить одновременно два вида металопрофиля.
Похожие статьи :
info-krovlya.ru
Ручной станок для производства профнастила своими руками
Содержание статьи:

Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.
Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
| Цена, тыс. руб | 2100-2620 | 2200-2780 | 2270-2880 |
stanokgid.ru