Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
 Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Параметры | |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Аналоги станка
Токарно-винторезный станок 16К20 пришел на смену модели 1К62, превосходя его по всем качественным показателям. После снятия его с производства отечественные и зарубежные производители выпустили многочисленные аналоги станка 16К20 с различными дополнениями. Это МК6056, МК6057 и МК6058 (Красный пролетарий, Москва), 16ВТ20 и 16ВТ20П (Вистан, Витебск), 16Б16, 16Б16П, 16Б16В и 16Б16А (СВЗС, г. Самара) и многие другие модели. Благодаря многим аналогам и высокой унификации деталей нет недостатка в запасных частях и оснастке для обеспечения бесперебойной работы станка 16К20.
mekkain.ru
Основной размер — станок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Основной размер — станок
Cтраница 1
Основные размеры станка: диаметр магнитного стола наружный — 1000 мм, внутренний — 700 мм; диаметр шлифовального круга наружный — 450 мм, внутренний-250 мм; высота круга наибольшая — 125 мм, наименьшая — 45 мм; мощность электродвигателя для привода шлифовального круга — 15 кет; число оборотов стола 0 24 — 1 30 в минуту. [1]
Основные размеры станка определяют предельные размеры обрабатываемых поверхностей или режущего инструмента. Так, например, для сверлильного станка основной размер однозначно определяет наибольший диаметр сверления. Однако наибольший диаметр отверстия, обрабатываемого зенкером, и наименьший диаметр сверления должны быть определены на основании дополнительных требований: можно при — 1.76. К определению наи — нять, что наибольший диаметр отверстия, обра-большего диаметра детали, батываемого зенкером, следует взять больше обрабатываемой на токарном диаметра сверления на величину припуска, станке оставляемого на зенкерование. [2]
В нем приводятся основные размеры станка, наибольшие размеры обрабатываемых на нем деталей, размеры мест креплений инструмента и данные о суппорте, шпинделе и задней бабке. Затем указываются прилагаемые к станку принадлежности и приспособления, служащие для закрепления деталей и инструмента, для настройки и обслуживания станка и для специальных работ. [3]Основным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя. [4]
На первой странице паспорта приводятся основные размеры станка: расстояние от оси шпинделя до стола, до хобота; размеры рабочей площади стола; величины наибольшего ручного и механического перемещения стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с подвеской. [5]
Паспорт включает в себя данные об основных размерах станка:, о размерах стола, о диаметрах шпинделей, о диаметре планшайбы и о величинах максимальных и минимальных перемещений всех рабочих органов. Здесь же перечислены имеющиеся при станке принадлежности и приспособления. [7]
Паспорт включает в себя данные об основных размерах станка
, о размерах стола, о диаметрах шпинделей, о диаметре планшайбы и о величинах максимальных и минимальных перемещений всех рабочих органов. Здесь же перечислены имеющиеся при станке принадлежности и приспособления. [8]Предельные размеры обрабатываемых поверхностей в известной мере определяются основными размерами станка. К основным размерам относятся: для токарного станка — высота центров и расстояние между центрами, для фрезерных — длина и ширина стола, для, сверлильных — наибольший диаметр сверления, для расточных — диаметр скалки шпинделя. Основные размеры универсальных станков определяются размерными рядами. Например, токарные станки выпускают с высотой центров 100, 125, 150, 200, 300, 400 мм. [9]
Важнейшими данными в паспорте станка для рабочего-зуборезчика являются: основные размеры станка
Третья цифра, а для крупных фрезерных станков и четвертая условно обозначает основные размеры станка. Так, например, у станка 612 третья цифра 2 обозначает консольный вертикально-фрезерный станок второго размера или со столом размерами 320X1250 мм. [11]
Третья цифра, а для крупных фрезерных станков и четвертая условно обозначают основные размеры станка. Так, например, у станка 612 цифра 2 обозначает консольный вертикально-фрезерный станок второго размера или стол размерами 320X1250 мм. Продольно-фрезерный станок 6612 имеет стол размерами 1800X6000 мм; в данном случае размеры стола обозначены двумя цифрами. [12]
Третья цифра, а для крупных фрезерных станков и четвертая, условно обозначает основные размеры станка. Например, у станка 612 третья цифра 2 означает консольный вертикально-фрезерный станок второго размера или со столом 320×1250 мм. Продольно-фрезерный станок 6662 имеет стол 1800X6000 мм; у него размеры стола обозначены двумя цифрами. [13]
Третья цифра, а для крупных фрезерных станков и четвертая, условно обозначает основные размеры станка. Так, например, у станка 612 третья цифра 2 обозначает консольный вертикально фрезерный станок второго размера или со столом размерами 320 X 1250 мм. Продольно-фрезерный станок 6612 имеет стол размерами 1800 X 6000 мм: у него размеры стола обозначены двумя цифрами. [14]
Кроме общих сведений о с ганке, в паспорте консольно-фре-зерного станка второй размерной гаммы ( 6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка. [15]
Страницы: 1 2
www.ngpedia.ru
Габаритный размер — станок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Габаритный размер — станок
Cтраница 1
Габаритные размеры станка следующие: длина 245 мм, ширина 90 мм и высота 380 мм. [1]
В габаритные размеры станка включаются его рабочее место, а также расстояние до следующего станка. [2]
В разделе Основные данные указываются габаритные размеры станка, предельные размеры деталей, обрабатываемых на станке. Размеры перемещений суппортов, столов, салазок и их размеры. [3]
В соответствии с размерами стола меняются габаритные размеры станка и его основных узлов ( станины, салазок, консоли, хобота и др.), мощность электродвигателя и величины наибольшего перемещения ( хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях. [5]
Для обработки очень больших изделий или длинномерных ( таких, как рельсы) для сокращения габаритных размеров станка и упрощения его конструкции целесообразно обрабатываемое изделие устанавливать на неподвижной плите, а возвратно-поступательное движение сообщать порталу с закрепленными на нем суппортами. В этом случае, хотя заготовка неподвижна, усилия, действующие на основные узлы станка, не зависят от длины строгания, а обрабатываемое изделие закреплено достаточно крепко. [6]
Казалось бы, этот способ повышения надежности работы системы является невыгодным: он увеличивает себестоимость и габаритные размеры станка. Выгоден он только в некоторых определенных случаях, например, когда сама система очень несложна и требует весьма незначительного количества элементов. [7]
Кроме того, потери в смену на естественные надобности принимают в размере 8 %, на уборку оборудования 3 — 15 % в зависимости от габаритных размеров станка и количества стружки. [9]
В паспорте содержатся следующие данные: тип станка, завод-изготовитель, заводской номер, год выпуска, работы, для которых станок особо пригоден или приспособлен; вес и габаритные размеры станка. [10]
Затраты подготовительно-заключительного времени определяют по нормативам в зависимости от вида обработки, способа установки, крепления и выверки детали, сложности наладки, числа инструментов и переходов в операции, габаритных размеров станка. [11]
В, установленная мощность станка 0 4 кВт, номинальный сварочный ток 200 А, диаметр электродной проволоки 0 5 — 1 2 мм, скорость подачи 1 3 — 10 м / мин; скорость сварки 30 — 80 м / ч; габаритные размеры станка 1550 X 600 X 1000 мм, масса 125 кг. [12]
Краткая техническая характеристика станка: длина хода долбяка 20 — 200 мм; диаметр рабочей поверхности стола 500 мм; наибольшее перемещение стола: продольное 500 мм, поперечное 400 мм; наибольшее усилие резания 15000 Н; число двойных ходов долбяка в мин: 40, 64, 102, 163; габаритные размеры станка 2300x1270x2175 мм, масса станка 2000 кг. [13]
Техническая характеристика станка: диаметр обрабатываемой детали 15 — 40 мм: длина детали 160 — 325 мм, число оборотов шпинделя 945 — 1950 в минуту, диапазон продольных подач ( бесступенчато) 100 — 500 мм / мин; скорость быстрого хода 3000 мм / мин; мощность главного двигателя 7 кет; габаритные размеры станка 1970X1540X1535 мм. [15]
Страницы: 1 2
www.ngpedia.ru
Токарный станок для гаража: виды, параметры, выбор
Для ремонта машины постоянно требуются металлические детали. Хорошо, если модель распространенная — можно купить. Если же авто редкое, приходится либо долго ждать пока доставят, либо заказывать изготовление. В таком случае можно приобрести токарный станок для гаража. При наличии опыта его можно использовать для подработки.
Какие виды токарных станков подходят для частного использования
Содержание статьи
Всего токарных станков девять видов, но далеко не все нужны в гараже. Чаще всего у частников можно увидеть небольшие токарно-винторезные станки. Наряду с обработкой деталей (шлифовка, сверление, фрезеровка, сверление радиальных отверстий и др.) они выполняют нарезание резьбы разного типа и точение конуса. Именно такой токарный станок для гаража стараются купить — он покрывает почти все потребности автовладельцев.

Токарный станок для гаража должен быть не слишком большой
Выпускаются в двух видах — настольные и со станиной (напольные). Настольные — небольшие, с малым весом (до 200 кг) станки. Для них в гараже проще найти место. Недостаток — большие и тяжелые детали на них не обработаешь. Еще один момент: из-за небольшой массы они не всегда в состоянии выдать высокую точность обработки.
Напольные токарные станки (обычно школьные) имеют значительно большую массу и габариты. Для нормальной эксплуатации под них надо делать отдельный фундамент. Возможна установка на виброгасителях, но их найти совсем непросто.
Устройство токарного станка
Для того чтобы выбрать токарный станок желательно знать его устройство, назначение, функции и возможные параметры каждой из частей. Для начала разберем основные узлы.
- Основание или станина. Желательно — тяжелая, литая чугунная плита. Даже у настольных моделей. Очень легкие станки будут нестабильны, из-за чего даже приемлемо точности сложно будет добиться.
- Двигатель и коробка передач. Двигатель может быть с питанием от 220 В или от 380 В. Коробка передач — устройство для обеспечения вращения шпинделя и суппорта (на автоматических и полуавтоматических станках). Станок прослужит дольше, если шестеренки передачи сделаны из металла (бывают пластмассовые).
- Передняя бабка. Основная функция — надежная фиксация и вращение обрабатываемой детали. Обычно это массивный цилиндр из металла, жестко закрепленный в корпусе. Иногда в передняя бабка и коробка передач совмещены, в некоторых моделях передняя бабка может передвигать суппорт или обрабатывающую головку.
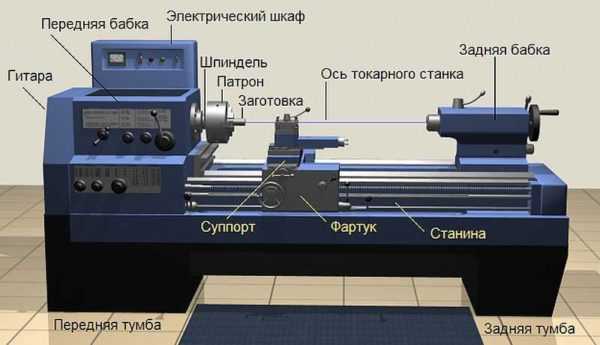
Устройство токарного станка по металлу
- Задняя бабка. Эта часть также необходима для надежной фиксации деталей относительно шпинделя. При обработке небольших деталей используется редко, чаще — с длинными или массивными. В некоторых моделях на задней бабке может крепиться дополнительное оборудование — резец, сверло и т.п. — для возможности обработки с двух сторон без изменения положения детали.
- Суппорт. Это целый узел, от устройство которого зависит перечень выполняемых станком операций. Суппорт удерживает режущий инструмент, сдвигая его при обработке детали сразу в нескольких плоскостях (простейшие — только в одной плоскости). Управляться может автоматически или вручную.
Это основные узлы токарного станка. Есть смысл подробнее рассмотреть сложные узлы, так как от их исполнения зависят возможности и работа оборудования.
Станина
Чаще всего это две параллельные массивные металлические балки/стенки, соединенные поперечинами для придания большей жесткости. По станине перемещается суппорт и задняя бабка. Для этого на станине проточены направляющие салазки. Задняя бабка перемещается по плоским направляющим, суппорт — по призматическим. Очень редко встречаются призматические направляющие для задней бабки.

Станина для токарного станка по металлу — заводская и самодельная
При выборе б/у станка обращайте внимание на состояние салазок и на плавность перемещения частей по ним.
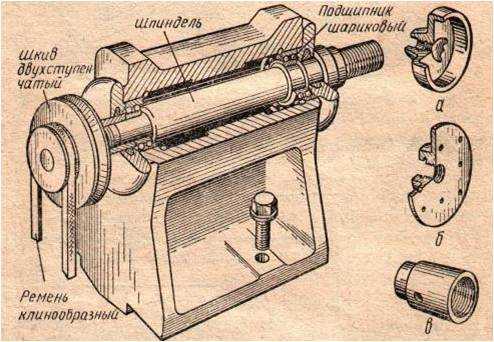
Передняя (шпиндельная) бабка
Передняя бабка в современных токарных станках,чаще всего, объединяет в себе держатель детали и устройство изменения скорости вращения шпинделя. Есть несколько типов управления скоростью вращения — при помощи перевода рычагов в определенное положение, при помощи регулятора.
Устройство передней бабки
Управление регулятором с плавным изменением скорости вращения осуществляется на базе управления микропроцессором. В этом случае на корпусе бабки имеется жидкокристаллический дисплей на котором отображается текущая скорость.
Основная деталь передней бабки — шпиндель, который с одной стороны соединяется со шкивом электропривода, с другой имеет резьбу, на которую накручиваются патроны, удерживающие обрабатываемую деталь. Точность выполнения токарных работ напрямую зависит от состояния шпинделя. В этом узле не должно быть биений и люфтов.

Гитара шестерен — для передачи вращения и изменения его скорости
В передней бабке находится система сменных шестерен для передачи и изменения вращения на вал коробки передач. Когда будете выбирать токарный станок для гаража, обращайте внимание на состояние шестерен и отсутствие люфта шпинделя. От этого зависит точность обработки заготовок.
Задняя бабка
Задняя бабка подвижна — передвигается по направляющим на станине. Подводится к детали, подстраивается ее положение, пинолью упирается в деталь, удерживая ее в нужном положении, положение пиноли фиксируется поворотом соответствующей рукоятки. После чего закрепляется положение задней бабки еще одной рукояткой фиксации.
В некоторых моделях задняя бабка предназначена не только для поддержки массивных или длинных деталей в заданном направлении, но и для их обработки.
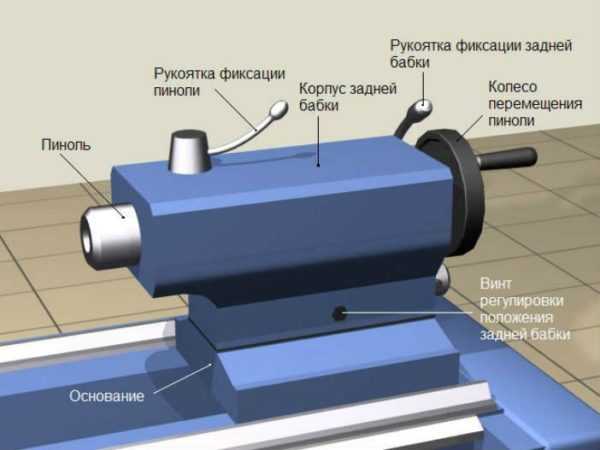
Устройство задней бабки токарного станка
Для этого на пиноли, в зависимости от выполняемых операций, закрепляется соответствующая оснастка — резцы, метчики, сверла. Дополнительный центр станка на задней бабке может быть неподвижным или вращающимся. Вращающийся задний центр делают на высокоскоростных станках, для снятия крупной стружки, вытачивания конусов.
Суппорт
Суппорт токарного станка — подвижная часть, на которой крепятся инструменты для обработки деталей. Благодаря специальной конструкции этого узла передвигаться резец может в трех плоскостях. Перемещение по горизонтали обеспечивается направляющими на станине, продольными и поперечными салазками.

Устройство суппорта
Положение резца относительно поверхности станка (и детали) задается поворотным резцедержателем. В каждой из плоскостей имеется фиксатор, обеспечивающий удержание в заданном положении.
Держатель резца может быть одно или многоместным. Резцедержатель, чаще всего, выполнен в виде цилиндра с боковой прорезью, в которую вставляется резец, фиксирующийся болтами. На несложных станках на суппорте имеется специальный паз, в который вставляется выемка на нижней части держателя. Так происходит фиксация режущего инструмента на станке.
Токарный станок для гаража: параметры
В первую очередь определяетесь с массой и типом подключения. Выбирая массу, не стоит стремиться найти самый легкий станок. Очень легкие не дают устойчивости, могут вибрировать при работе, что скажется на точности работы. Да, тяжелые станки устанавливать проблематично, но установка — это единичное мероприятие, в работать придется регулярно. Потому вес — далеко не самый основной критерий выбора.

Слишком большие токарные станки не в каждый гараж можно установить, а небольшие и средние — отличный выбор
Тип подключения — однофазный или трехфазный — это уже важнее. И то, трехфазные можно подключить к 220 через специальные пускатели. Из электрических характеристик важна еще мощность двигателя. Чем она выше тем большую скорость вращения может развить токарный станок. Это общие моменты. Есть еще специальные:
- Диаметр заготовки, которую можно на станке обрабатывать. Определяется диаметром обработки над станиной и над суппортом.
- Длинна обрабатываемой детали. Зависит от хода.
- Перечень операций.
- Максимальное число оборотов.
- Способ регулировки — плавный, ступенчатый.
- Возможность обратного хода.
Размеры обрабатываемых деталей напрямую связаны с размерами станка. Так что тут приходится искать разумный компромисс. Обычно не хочется слишком загромождать гараж, но надо обрабатывать габаритные детали.
Микро и мини токарные станки
Чтобы не загромождать гараж можно найти мини- или микро токарные станки. Они отличаются совсем уж небольшими размерами и малой массой. Например, микро-токарный станок для гаража PROMA SM-250Е имеет размеры 540*300*270 мм и массу 35 кг. Обрабатывать может заготовки длиной 210 мм и диаметром 140 мм. Плавная регулировка скоростей от 100 до 2000 об/мин. Для таких размеров не так уж и плохо.
Токарные мини станки — в гараже им самое место
Несмотря на маленькие размеры, может производить следующие операции:
- обтачивание поверхностей,
- нарезание резьбы;
- сверление;
- зенкование;
- развертывание.
Возможны также шлифовка деталей, накатка, заточка инструмента. Основные операции, как видите, присутствуют. Недостаток в том, что на станках такого типа хоть сколько нибудь крупные детали не обработаешь.И еще недостаток конкретно этой модели цена. Стоит этот токарный станок для гаража от 900$.
В той же категории есть китайские JET BD-3 и JET BD-6 (цена 500-600$) и отечественные КРАТОН MML-01 (цена 900$), Энкор Корвет 401 (650$), немецкие Optimum — от 1300$ до 6000$; чешские Proma — от 900$,
Напольные варианты
Тут выбор не так широк, потому что и цены и масса намного выше. Есть несколько проверенных моделей, которые можно установить в гараже.
Напольный токарный станок для гаража ТВ 4
Это так называемые школьные станки — ТВ 4 (его усовершенствованную версию ТВ 6), ТВ 7 и настольное исполнение ТВ 16. При массе 280 кг (ТВ 4) и 400 кг ТВ 7, желательно наличие отдельного фундамента. Если поставить его просто на бетонный пол, он его разобьет.
stroychik.ru
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
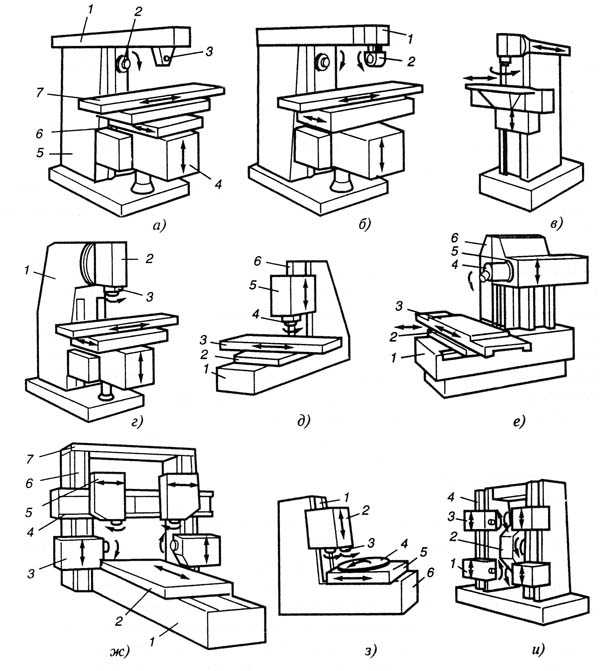
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Обозначение фрезерных станков
Более подробно — Условные обозначения серийно выпускаемых металлорежущих станков.
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Рубикон, ООО
stanki-katalog.ru
Размер — станок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Размер — станок
Cтраница 1
Размеры станка: диаметр кругов наружный — 600 мм, внутренний — 300 мм, высота — 100 мм, максимальное расстояние между торцами кругов — 150 мм, мощность электродвигателя каждого круга — 6 кет. [1]
Размеры станка: диаметр шлифовального круга наружный-750 мм, внутренний — 350мм, высота круга 40 -: 15 мм; диаметры шлифуемых колец — 75 — 180 мм; скорость подачи колец. [2]
Каждому размеру станка ( по ширине стола) должен соответствовать определенный типоразмер делительной головки. [3]
С возрастанием размеров станка ( длины хода стола) увеличивается также приведенный маховой момент отдельных звеньев механизма главного привода ( рис. 7 — 2), что также приводит к увеличению времени реверсирования. В связи с этим вопрос о выборе оптимального передаточного отношения имеет существенное значение в приводах продольно-строгальных станков с точки зрения сокращения времени переходных режимов. [5]
С увеличением размера станка возрастает его стоимость, необходимая площадь и расходы по обслуживанию и ремонту. [6]
С увеличением размеров станка возрастает его стоимость, необходимая площадь и расходы по обслуживанию и ремонту, поэтому нужно стремиться обрабатывать детали на станках меньшей модели. При этом карусельные станки с планшайбой диаметром 1000 — 1200 мм более производительны, так как они оборудованы револьверной головкой. При обработке партии деталей в наладках предусматривают упоры, применяют устройства для ускорения настройки станков, механизирующие и автоматизирующие установку, выверку, крепление и снятие детали и контроль в процессе производства. [7]
С увеличением размера станка возрастает его стоимость, необходимая площадь и расходы по обслуживанию и ремонту. Разгрузка крупных уникальных станков осуществляется за счет различных мероприятий, позволяющих использовать станки меньших размеров. При весе детали, превышающем грузоподъемность станка, предусматривают работу с двумя неподвижными люнетами или с уменьшением чисел оборотов станка. Сеет в зависимости от веса обрабатываемой детали. Как видно из графика, с увеличением веса детали допустимое число оборотов станка уменьшается. [8]
С увеличением размеров станка возрастает его стоимость, необходимая площадь и расходы по обслуживанию и ремонту. В связи с этим при выборе станка нужно стремиться проектировать обработку деталей на станках меньших размеров. При работе на карусельных станках часто бывает необходимо увеличивать размеры станка, так как вес обрабатываемой детали превышает допустимую грузоподъемность имеющегося оборудования. Большинство карусельных станков для повышения грузоподъемности и улучшения условий работы направляющих имеют под шпинделем подпятник, воспринимающий часть нагрузок. Иногда подпятники регулируются вручную с помощью червячного или резьбового устройства. Однако из-за неудобства обслуживания такой регулировкой пользуются очень редко. [9]
В зависимости от размеров перемотно-резательного станка бригада рабочих, обслуживающих станок, состоит из двух-трех человек, из которых один старший резчик, устанавливающий ножи соответственно форматам разрезаемой бумаги. [11]
Допускаемые погрешности определяются размером станка н равны 0 03 мм на верхней образующей и 0 012 мм — на боковой образующей на длине 300 мм для станков с наибольшим диаметром обрабатываемой детали до 800 мм. При выдвижении конец пиноли может отклоняться только вверх и в сторону резца переднего суппорта станка. [13]
Допускаемые погрешности определяются размером станка и равны 0 03 мм на верхней образующей и 0 012 мм — на боковой образующей на длине 300 мм для станков с наибольшим диаметром обрабатываемой детали до 800 мм. При выдвижении конец пиноли может отклоняться только вверх и в сторону резца переднего суппорта стайка. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Габаритные размеры рабочего пространства станка ТВ-4
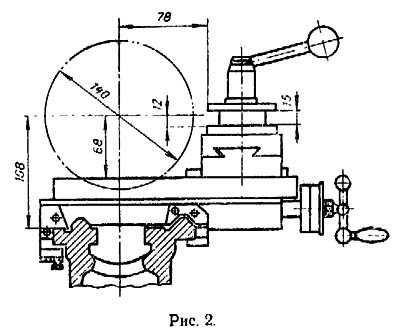
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4

Фото токарно-винторезного станка ТВ-4
Расположение составных частей и органов управления токарным станком ТВ-4
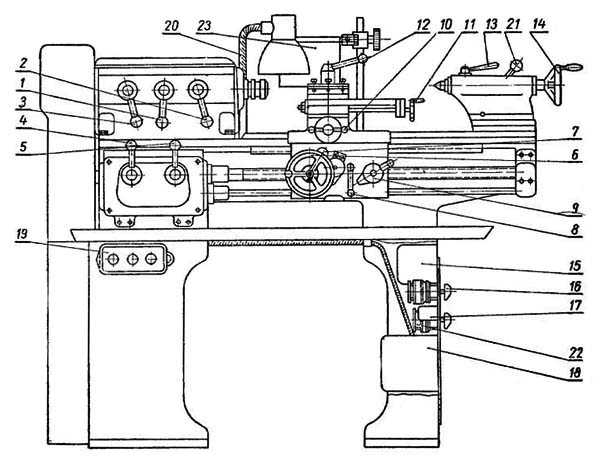
Расположение составных частей и органов управления токарным станком ТВ-4
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Схема кинематическая токарно-винторезного станка ТВ-4

Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
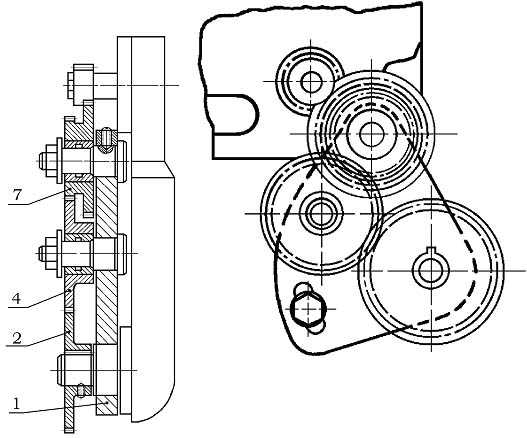
Передняя бабка токарно-винторезного станка ТВ-4
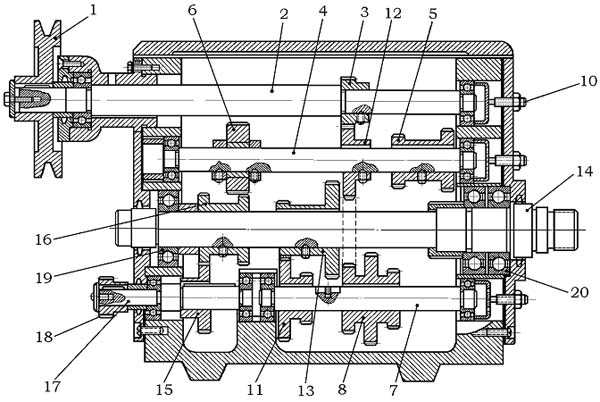
Чертеж передней бабки токарного станка ТВ-4
Чертеж передней бабки токарного станка ТВ-4
Передняя бабка токарно-винторезного станка ТВ-4

Фото передней бабки токарно-винторезного станка ТВ-4
Фото передней бабки станка ТВ-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
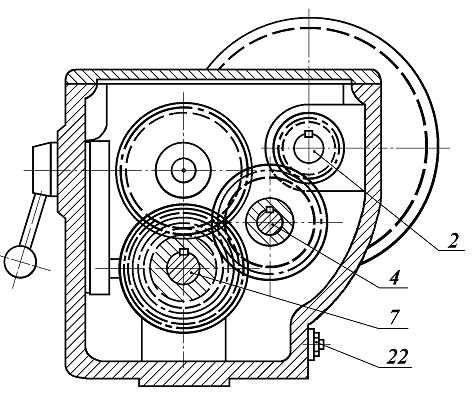
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
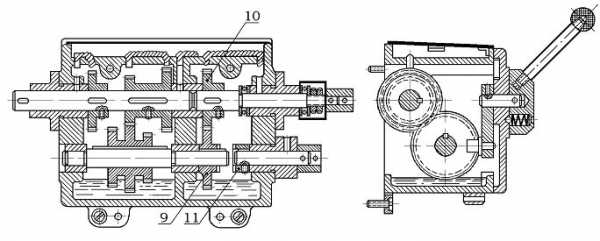
Чертеж коробки подач токарно-винторезного станка ТВ-4

Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
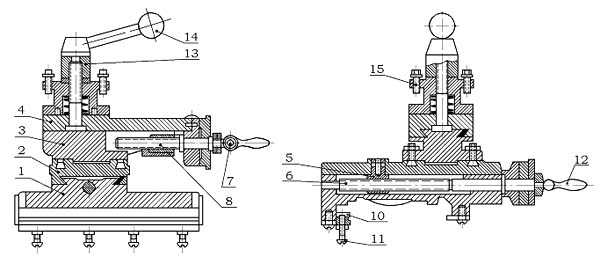
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
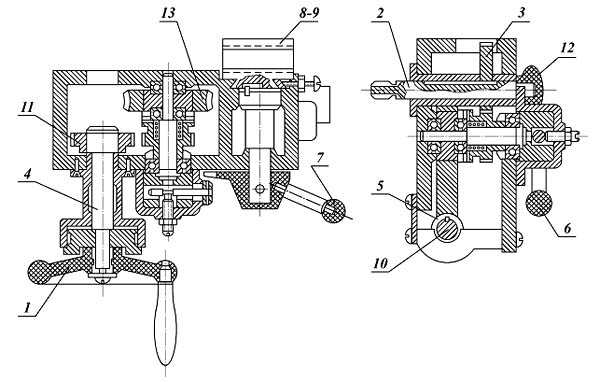
Задняя бабка токарно-винторезного станка ТВ-4
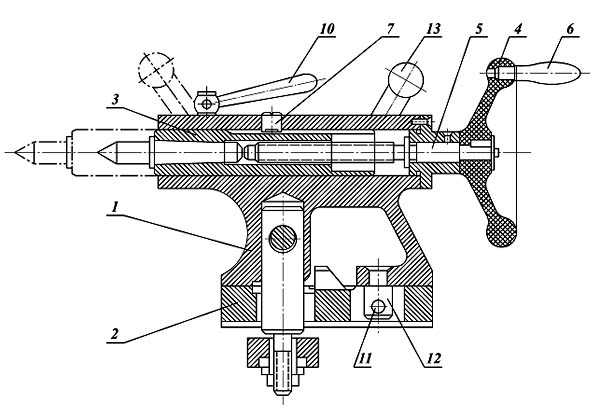
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4
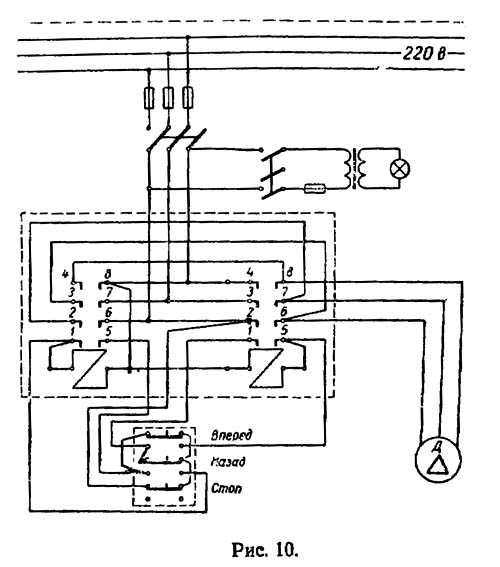
Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Токарно-винторезный станок ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
stanki-katalog.ru