Токарный станок ТВ-4: паспортные данные, конструкция оборудования
Людям, у которых имеется тяга к металлу и есть желание выточить какую-нибудь металлическую деталь в домашних условиях, поможет Токарный станок ТВ-4. Это бюджетный вариант оборудования, которое применяется в процессе обучения и используется в мастерских и на предприятиях небольшого производства. Оборудование имеет немало положительных характеристик среди пользователей, также подходит как хобби.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Изготовителем, на котором стали проектировать и выпускать токарный станок ТВ-4, является завод «Учебное оборудование» в Ростове. Сейчас все оборудование усовершенствовано, поэтому ТВ-4 снят с производства, приобрести его возможно на вторичном рынке.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.

На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.

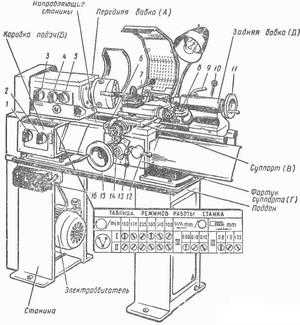
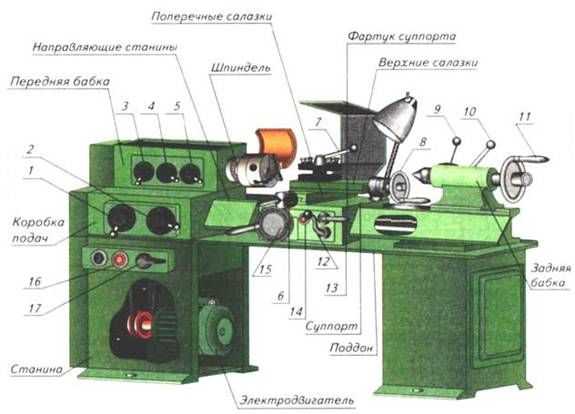
Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
Конструкция токарно-винторезного станка ТВ-4
В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
Передняя тумба
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Задняя тумба
Используется для размещения в ней щитка с электрическим двигателем.
Станина станка
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.

Передаточный механизм (гитара)
Является вспомогательным устройством, отвечающим за шаговые движения во время нарезки резьбы.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.

Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.

Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.

Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.

Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали.
В заключение
Устройство ТВ-4 не предназначено для изготовления деталей в большом объеме для производства, подходит для обучения минимальному уровню учеников по обработке металлов. Научившись производить простые операции на этом станке, знания можно применять в дальнейшем на усовершенствованных более сложных оборудованиях.
vseochpu.ru
Токарный школьный станок по металлу ТВ 4: устройство,характеристика,схемы
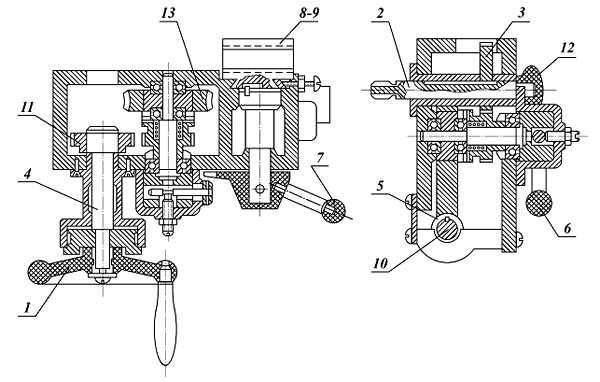
Передняя бабка токарного станка

Передняя бабка токарного станка расположена с левой стороны станины. Ее еще называют коробкой скоростей.
Вращение шпинделя коробки скоростей осуществляется с помощью электродвигателя. Через клиноременную передачу и систему зубчатых зацеплений. В передней бабки крепится патрон, на котором закрепляется обрабатываемая деталь.
Внутри коробки скоростей вращательное движение передается через вал 2 и цилиндрическую шестерню 3, расположенная на валу неподвижно, на вал 4, на котором сидят блок-шестерня 5 и неподвижная шестерня 12.
На валу 7 расположены подвижные блок-шестерни 8 и 11, которые перемещаются при помощи рукояток 1 и 2.
Блочная шестерня 8 находится в зацеплении с блоком 5 или зубчатым колесом 12, тем самым передавать крутящий момент на вал 7 и блочной шестерни 13, находящаяся на шпинделе.
Шпиндель токарного станка передает крутящий момент заготовке, которая крепиться в трехкулачковом патроне или планшайбе с поводком.
Коробка подач токарного станка

Коробка подач токарного станка получает вращательное движение от коробки скоростей с помощью гитары сменных зубчатых колес.
Механизм коробки подач позволяет нарезать метрическую резьбу с различным шагом.
Включение ходового винта или вала осуществляется с помощью рукоятки 5. При перемещении шестерни 9, она выйдет из зацепления с зубчатым колесом 10 и войдет в зацепление с муфтой 11, которая передает крутящий момент на ходовой валик. В конструкции исключается возможность одновременного включение ходового вал и винта.
Гитара токарного станка ТВ 4

Гитара токарного станка предназначена для передачи крутящего момента с шпинделя коробки скоростей на коробку подач. Гитара сменных зубчатых колес состоит из кронштейна 1, на котором расположены шестерни 2, 4, 7.
Передаточное отношение гитары токарного станка ТВ 4 составляет ¼.
Суппорт токарного станка ТВ 4

Суппорт токарного станка ТВ 4 предназначен для перемещения режущего инструмента. На суппорте расположены 4 каретки:
- 1-я каретка перемещается по направляющим станины;
- 2-я перемещается по поперечным направляющим каретки 1, поперечно перемещая режущий инструмент;
- 3-я поворачивается на 45 градусов от среднего положения в обе стороны;
- 4-я каретка, несущая резцедержатель и перемещается в продольном направлении по направляющим каретки 3.
Фартук токарного станка ТВ 4

Фартук токарного станка ТВ 4 осуществляет как механическую, так и ручную продольную подачу (S) суппорта при помощи ходового вала и продольную — ходовым винтом.
Вращением маховика 1 осуществляется ручная подача ходового вала, насаженного на вал 4, на котором расположена шестерня 11.Шестерня 11 входит в зацепление с зубчатым колесом 3, сидящий на валике с реечной шестерней 2.Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Подача осуществляется ходовым винтом, путем поворота вниз ручки 7, соединяющей маточную гайку 8 и 9 с винтом.
Задняя бабка токарного станка

Задняя бабка токарного станка предназначена для поддержания с помощью центра второго конца заготовки.
Корпус задней баки расположен на основании 2, который перемещается по направляющим станины.
В корпусе расположен пиноль, перемещающийся в продольном направлении. Перемещение пиноли задней бабки осуществляется маховиком 4, вращающий винт 5. Чтобы пиноль при перемещении не проворачивался, она имеет шпоночное соединение, состоящие с винт-шпонки 7.
При помощи рукоятки 10 осуществляется зажим пиноли в корпусе задней бабки
Техническая характеристика токарно-винторезного станка по металлу ТВ 4
| Основные параметры | ТВ 4 |
|---|---|
| Наибольший диаметр изделия, мм | 200 |
Наибольший диаметр точения над нижней частью суппорта,мм | 125 |
Наибольший диаметр обрабатываемого прутка, мм | 15 |
| Расстояние между центрами,мм | 350 |
| Наибольшая длина обтачивания,мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | 120-710 |
| Пределы продольных подач,мм/об | 0,08-0,012 |
| Нарезаемые резьбы: | |
| Метрическая шагом,мм | 0,8;1;1,25 |
| Диаметр отверстия в шпинделе,мм | 16 |
| Габариты станка | 1100х470х1020 |
| Вес станка,кг | 280 |
Нужна автотехника МАЗ? Автокраны, тягачи, строительная и комунальная техника заказывайте у официального дилера на http://www.ukreuromaz.com/.
www.metalstanki.com.ua
Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
 Учебный советский токарно-винторезный станок ТВ-16
Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.

Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный школьный станок ТВ 4: техническая характеристики, устройство, схема
Ростовским комбинатом учебного оборудования начал выпускаться токарный школьный станок ТВ 4 еще в начале 1970-х годов. И по сей день он используется для обучения школьников и студентов, а также нередко встречается в личных мастерских и мелких предприятиях. Это универсальное устройство имеет много положительных отзывов пользователей и подходит для хобби. Оно позволяет выполнять такие виды работ, как:
- точение поверхностей цилиндров и конусов – внутренних и внешних;
- обработка торцов;
- нарезка резьбы резцом или метчиком;
- отрезка;
- высверливание отверстий.
Работа агрегата осуществляется путем вращения болванки в патроне или центрах. Основной рабочий вал устройства осуществляет вращение за счет ременной передачи, получаемой от электрического двигателя. При выполнении токарных операций резцы подводятся к обрабатываемой болванке благодаря второстепенному движению подачи.
Токарный станок ТВ 4 и его устройство
Устройство состоит из нескольких элементов, среди которых:
- Задняя опора с размещенным в ней электрическим оборудованием.
- Передняя опора с размещенным в ней электрическим двигателем.
- Устойчивая основа устройства, размещенная на двух опорах, на чьей передней части располагается рейка и подвижный винт.
- Коробка подач задает величину подачи при нарезке резьб, что позволяет получить необходимый шаг. Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
- Узлы агрегата. Передний узел обеспечивает соединение между механизмами вращения и обрабатываемой болванкой. В заднем узле крепится другой конец обрабатываемой болванки.
- Основной рабочий вал (шпиндель) расположен в переднем узле. Вращает обрабатываемую болванку, за счет трехкулачкового патрона, и имеет 6 величин оборотов.
- Электрооборудование, к которому относятся: трансформатор освещения, плавкие предохранители, двигатель и электрический щит.

Органы управления
- установка оборотов вала производится двумя ручками, располагающихся на переднем узле;
- направление подач для нарезки резьб производится рукоятью, расположенной на переднем узле;
- скорости подач и шаги резьб устанавливается при помощи ручки, расположенной на переднем узле;
- ходовой вал переключается рукоятью, находящейся на переднем узле;
- ручное передвижение каретки в осевом направлении производится при помощи маховика, расположенного на фартуке;
- реечное зубчатое колесо включается кнопкой, расположенной на фартуке;
- осевая подача суппорта включается рукоятью, расположенной на фартуке;
- гайка ходового винта запускается рукоятью, расположенной на фартуке;
- ручное передвижение поперечных салазок производится при помощи ручки, расположенной на фартуке;
- резцедержатель закрепляется при помощи ручки, расположенной на фартуке;
- пиноль заднего узла фиксируется ручкой, расположенной на заднем узле;
- продольное перемещение пиноли осуществляется при помощи маховика, расположенного на заднем узле;
- трансформатор освещения расположен на задней тумбе устройства;
- местное освещение включается и выключается при помощи переключателя, расположенного на задней тумбе;
- предохранительная колодка располагается на задней тумбе;
- магнитный пускатель располагается на задней тумбе;
- реверсивный запуск станка производится при помощи кнопки, расположенной на передней тумбе;
- светильник располагается на переднем узле;
- установка заднего узла к направляющим производится при помощи ручки, расположенной на заднем узле;
- выключатель сети располагается на задней тумбе;
- защитный элемент располагается на фартуке.
Основные элементы конструкции

- Коробка подач – при помощи гитары сменных шестерней коробка получает вращательное воздействие, а ее устройство обеспечивает нарезку резьб разных шагов. Рукоятью производится запуск ходового вала или винта. Шестерня, перемещаясь, выходит из зацепления с другой шестерней и зацепляется с муфтой, передающей вращение на вал. Запуск винта и вала в одно время конструкцией исключен.
- Передний узел – иначе называемый коробкой скоростей, узел находится с левой стороны агрегата. Основной вал вращается под воздействием электродвигателя при помощи клиновременной передачи. В переднем узле расположен патрон, фиксирующий обрабатываемую болванку. Вращение передается через неподвижное цилиндрическое зубчатое колесо, находящееся на валу, на вал с блок-шестерней и неподвижным зубчатым колесом. Рукоятками перемещаются подвижные зубчатые колеса, находящиеся на другом валу, которые зацепляются с другими шестернями, передавая вращение шпинделю.
- Гитара – данный элемент передает вращение с основного вала коробки скоростей на коробку подач и состоит из шестерней, находящихся на кронштейне.
- Фартук – производит перпендикулярную подачу суппорта ходовым валом и осевую – ходовым винтом (механическую или ручную). Ручная подача производится маховиком. На валу располагается зубчатое колесо, которое зацепляется с реечной шестерней, расположенной на валике и установленной на станине.
- Суппорт – элемент перемещает резцы при помощи 4 кареток (перемещающейся по направляющим основы; перемещающийся по перпендикулярным направляющим и перемещающий резец в поперечном направлении; поворачивающийся в обе стороны от центрального положения; перемещающаяся в осевом направлении по направляющим каретки, в которой закреплен резцедержатель).
- Задний узел – поддерживает второй конец обрабатываемой болванки. Корпус узла располагается на, перемещающейся по направляющим станины, основе. Внутри находится пиноль, чье передвижение в осевом направлении осуществляется маховиком.
Технические характеристики
Учебный токарно-винторезный станок ТВ 4 по паспорту имеет следующие параметры:
- диаметр обрабатываемой болванки – 20 см;
- диаметр точения над суппортом – 12,5 см;
- диаметр обрабатываемого прута – 1,5 см;
- расстояние между центрами – 35 см;
- длина обтачивания – 30 см;
- число оборотов шпинделя – 120-170 об/мин;
- продольные подачи – 0.08-0,012 мм/об;
- метрический шаг нарезаемой резьбы – 0,8;1;1,25;
- диаметр отверстия – 1,6 см;
- габариты – 110х47х102 см;
- вес – 280 кг.
Видео: обзор токарного станка ТВ 4.
metmastanki.ru
Токарный станок ТВ-4: технические характеристики и особенности
 Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
 С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Основные элементы:
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
 Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
 Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.
- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.
В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Как купить станок ТВ-4
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
tokar.guru
Токарный станок ТВ-16: технические характеристики, обзор
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.
- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.
Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.
Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.

Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.
Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
Составляющие узлы
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.
- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
metmastanki.ru
Технические характеристики токарного станка ТВ-4
Разработка токарной установки ТВ-4 принадлежит Ростовскому заводу, выпускающему агрегаты для учебных целей. Оборудование необходимо для формирования базовых навыков по обработке металлических изделий. По этой причине токарный станок ТВ 4 обладает рядом отличий от профессионального оборудования.
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Стоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
Электроснаряжение металлорежущего аппарата ТВ-4
Среди электрооборудования аппарата выделяют:
- Двигатель асинхронный, мощностью в 1 кВт.
- Магнитный контактор.
- Электрощиток. В нем устанавливаются тумблера освещения и запуска агрегата.
- Трансформатор.
Наличие магнитного контактора предполагает предотвращение внезапного запуска оборудования при поступлении энергии отключенного источника питания, что увеличивает безопасность использования рабочего агрегата.
Технические параметры
Технические характеристики универсального токарно-винторезного станка ТВ-4 по паспорту:
- Допустимый поперечник детали над несущей станиной – 200 мм, диаметр возделываемого прута – не более 15 мм, а параметр точения над узлом передвижения резца не более 125 мм.
- Максимальная протяженность рабочего изделия – 350 мм.
- Длина обтачивания составляет 300 мм.
- Число оборотов осевого узла находится в интервале 120–170 в минуту.
- Шаг метрической нарезки – 0,8; 1; 1,25.
- Поперечник сквозного проема – 16 мм.
- Параметры оборудования –1100х470х1020 мм.
- Винторезный станок имеет массу 280 кг.

Резьба токарного станка
Категория точности агрегата – «Н». Поэтому на оборудовании можно выполнять обрабатывание металлических изделий для достижения требуемого качества.
Инструкция по работе с токарным оборудованием ТВ-4
Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Видео по теме: На что обратить внимание при покупке токарного станка ТВ — 4
promzn.ru