13.2. Типы расточных станков
Главным движением при растачивании является вращение инструмента. Движение подачи может совершать заготовка или инструмент. На расточных станках обрабатывают отверстия чаще всего в заготовках корпусных деталей.
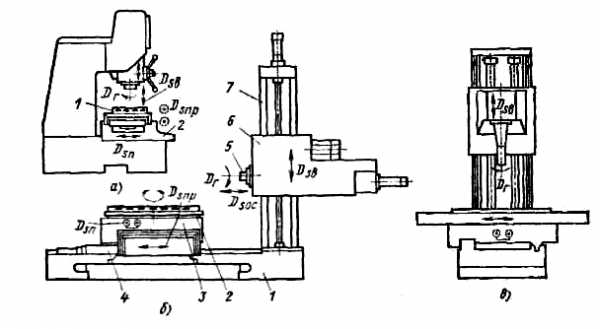
Рис. 66. Основные типы расточных станков
Расточные станки изготовляют
трех типов: координатно-расточные,
горизонтально-расточные и алмазно-расточные.
Координатно-расточные станки бывают
одностоечные (рис. 66, а)
и двухстоечные. Они
предназначены для обработки отверстий
с высокой точностью формы, размера и
взаимного расположения. Станки снабжают
специальными устройствами, которые
позволяют с точностью в несколько мкм
осуществлять координатные перемещения
заготовок со столом или салазками
относительно инструмента. Обработку
на станках производят в специальных
помещениях, в которых поддерживается
температура 20±1
Горизонтально-расточные станки (рис. 66, б) предназначены для обработки, как правило, заготовок корпусных деталей. Координатно- и горизонтально-расточные станки применяют в мелкосерийном производстве.
Координатно- и горизонтально-расточные станки выпускают с различными системами ЧПУ. На одних станках программируется и автоматически выполняется установка инструмента по заданным координатам заготовки и фиксация перед обработкой подвижных частей станка, на других – осуществляется программное управление всем циклом обработки после установки заготовки, на третьих, оснащенных дополнительно инструментальными магазинами, что обеспечивает программное управление всем циклом обработки заготовок с большим числом разнообразных поверхностей, включая автоматическую смену инструмента.
На алмазно-расточных станках (рис. 66, в) обрабатывают с высокой точностью цилиндрические отверстия в корпусных заготовках небольших размеров. Обработка ведется по автоматическому циклу. Эти станки применяют в крупносерийном и массовом производстве.
Наиболее широкое распространение получили горизонтально-расточные станки. На станине 1 таких станков (см. рис. 66, б) неподвижно закреплена передняя стойка 7. По ее вертикальным направляющим перемещается шпиндельная бабка 6 со шпинделем 5. Стол 4 перемещается по продольным направляющим станины. В его поперечных направляющих смонтированы салазки 3, на которых установлен поворотный стол 2. Вращательное главное движение совершает инструмент, установленный в шпинделе.
Движение подачи может совершать как инструмент – осевое перемещение шпинделя, вертикальное перемещение шпиндельной бабки, так и заготовка – продольное перемещение стола или поперечное перемещение
13.2.1. Режущий инструмент и схемы обработки на расточных станках
На расточных станках применяют расточные резцы, сверла, зенкеры, развертки, метчики, фрезы. Наиболее широко используют расточные резцы. Обработку проводят проходными, подрезными, канавочными и резьбовыми расточными резцами.
Наибольшее распространение имеет расточный инструмент, выполненный в виде консольной расточной оправки 1 с закрепленным в ней стержневым резцом 2 (рис. 67, а). Установку резца на заданный диаметр обрабатываемой поверхности осуществляют регулированием его вылета. Точная настройка инструмента облегчается при использовании расточных резцов-вставок с микрометрическим регулированием размера (рис. 67, б). Расточные оправки, у которых резцы установлены в диаметрально противоположных сторонах, обеспечивают большую точность обработки. Это объясняется тем, что радиальные силы, действующие на резцы, взаимно уравновешиваются. Благодаря этому уменьшаются упругие деформации оправки. Такие инструменты называют расточными головками (рис. 67, в, г).
Для подрезки применяют резцы, режущая часть которых сделана с главным углом в плане 900 (рис. 67, г).
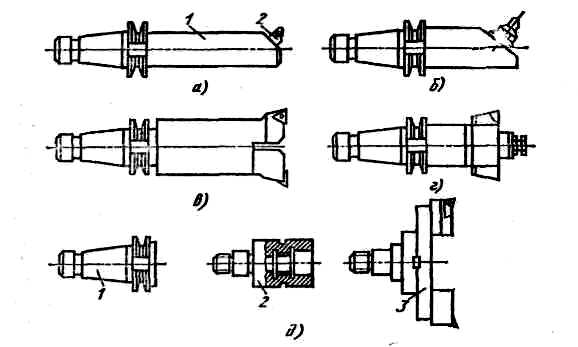
Рис.67. Инструменты для обработки на расточных станках
В качестве рабочей части расточного инструмента в настоящее время обычно используют многогранные повторно не затачиваемые пластинки из твердого сплава или композита, закрепляют их механически. Тип пластины и ее расположение определяется формой обрабатываемой поверхности и схемой ее обработки.
На расточных станках с ЧПУ, как правило, применяют сборный расточной инструмент. Это позволяет значительно уменьшить его номенклатуру. Он включает в себя унифицированный хвостовик (рис. 67,
Скорость резания, подачу и глубину резания при растачивании определяют, как и для точения. На горизонтально-расточных станках обрабатывают внутренние (цилиндрические, торцовые и резьбовые), наружные (торцовые и цилиндрические) поверхности вращения, а также плоские поверхности.
Растачивание цилиндрических поверхностей производят расточными проходными резцами (рис. 67, а). Подрезание торцов небольших размеров делают инструментом для подрезных работ (рис. 66, б).
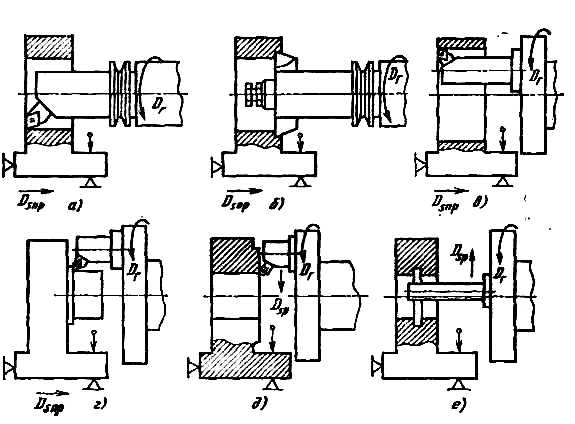
Рис. 67. Схемы обработки поверхностей на расточных станках
Некоторые горизонтально-расточные станки имеют планшайбу с радиальным суппортом.
Внутренние цилиндрические поверхности очень большого диаметра растачивают расточным резцом, установленным на планшайбе станка в оправке (рис.67, в). Главное движение совершает инструмент, вращающийся вместе с планшайбой. Аналогичным образом обрабатывают короткие наружные цилиндрические поверхности (рис. 67, г).
Наружные торцовые поверхности, внутренние канавки и другие аналогичные элементы деталей обрабатывают соответствующими резцами, закрепленными в радиальном суппорте. Резец, вращаясь, перемещается с радиальным движением подачи (рис. 67, д, е).
На горизонтально-расточных станках, не имеющих планшайбы и радиального суппорта, внутренние цилиндрические поверхности большого диаметра и наружные цилиндрические поверхности обрабатывают фрезерованием. В этом случае система ЧПУ обеспечивает одновременные поперечное движение подачи заготовки и вертикальное движение подачи инструмента. Вертикальную плоскость можно фрезеровать торцовой насадной фрезой. Пазы фрезеруют соответствующими концевыми фрезами, причем движение подачи совершает или заготовка при горизонтальном положении паза, или инструмент, если паз ориентирован вертикально. При использовании специальных приспособлений и устройств на горизонтально-расточном станке расточными резцами можно обрабатывать конические и фасонные поверхности. Нарезание резьбы производят резьбовыми резцами и метчиками.
Поверхности со сложным контуром обрабатывают фрезерованием. На горизонтально-расточных станках производят также обработку заготовок сверлами, зенкерами и развертками.
Обработка заготовок на координатно- и алмазно-расточных станках имеет свои особенности. Основным видом работ на координатно-расточных станках является растачивание цилиндрических отверстий консольными оправками. На этих станках можно обрабатывать каждое отверстие с очень высокой точностью и обеспечивать точное расстояние между отверстиями. Необходимый для этого точный отсчет перемещений заготовки относительно инструмента осуществляют с помощью специальных оптических устройств. Они позволяют совместить ось обрабатываемого отверстия с осью шпинделя с погрешностью не более 0,001 мм. Перед началом растачивания стол, салазки и шпиндельную бабку фиксируют, благодаря чему достигают высокой точности растачивания. В инструментальном производстве координатно-расточные станки используют также для контроля линейных размеров и разметки высокоточных заготовок.
Алмазно-расточные станки имеют высокие точность и жесткость. Для них характерна обработка с высокими скоростями резания (100÷1000 м/мин), малыми подачами (0,01÷0,15 мм/об) и небольшими глубинами резания (0,05÷0,3 мм). В качестве инструмента используют расточные резцы, закрепленные в консольных оправках. Режущую часть инструмента делают из твердых сплавов, керамических материалов и алмаза. На алмазно-расточных станках обрабатывают с высокими точностью и производительностью внутренние цилиндрические и торцовые поверхности. Заготовку устанавливают на стол станка, вертикальное движение подачи совершает инструмент. Растачивание на таких станках обеспечивает высокое качество поверхности.
studfiles.net
Координатно-расточные станки с ЧПУ: технические характеристики
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.
 Координатно-расточной станок
Координатно-расточной станокОбласть применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
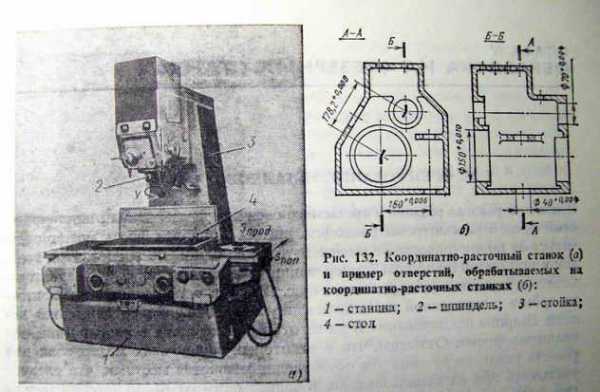
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.

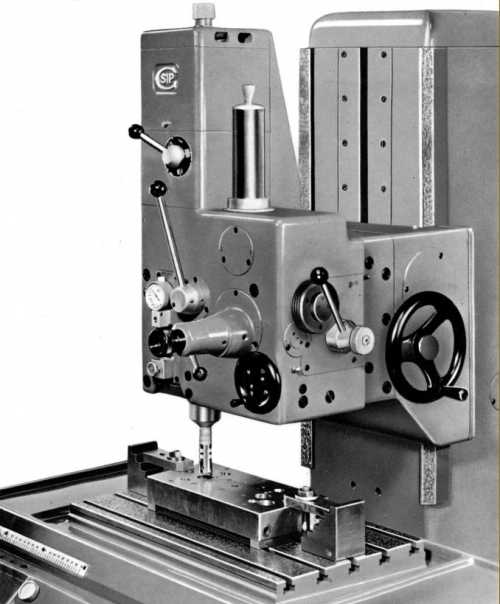
Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
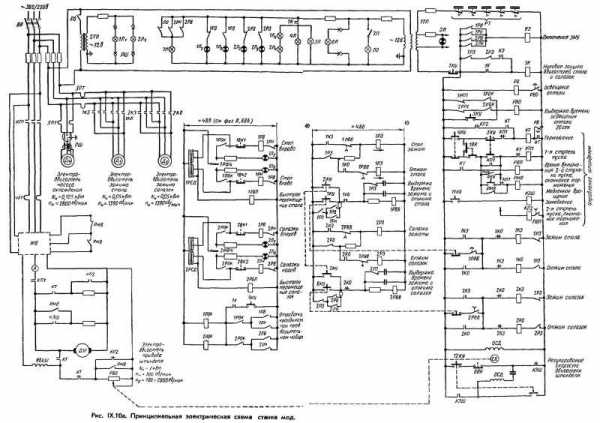
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Расточные станки. Основные понятия
На расточных станках для обработки поверхностей используют различные инструменты: резцы, сверла, зенкеры, развертки, метчики, фрезы.
Рис. 1. Инструменты для расточных станков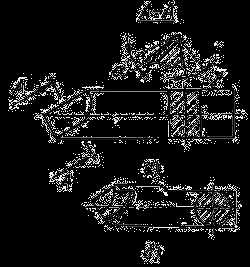
Расточные резцы по форме поперечного сечения корпуса подразделяют на квадратные, прямоугольные
(рис. 1, а) и круглые(рис. 1, б).В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют пластинчатые резцы — основной инструмент для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и двухлезвийные (рис. 1, в). Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
Расточные блоки (рис. 1, г) представляют собой сборную конструкцию, состоящую из корпуса 1 и вставных регулируемых резцов 2, закрепленных винтами 3 и 4. Резцы регулируют по диаметру растачиваемого отверстия.
Расточные головки применяют для обработки отверстий большого диаметра. На рис. 1, д показана разъемная расточная головка для обработки отверстий диаметром 130 — 225 мм. Подрезные резцы головки предварительно устанавливают по диаметру и торцу на заданный размер, что позволяет обрабатывать ряд соосных отверстий как по диаметру, так и по торцам.
Специальные развертки с нерегулируемыми и регулируемыми ножами применяют для окончательной обработки отверстий после предварительного растачивания их резцами. Регулируемая плавающая развертка (рис. 1, е) имеет два ножа 5, взаимно перемещающихся по шпонке 7 и скрепленных винтами 6 при упоре в винт 8, положение которого регулируется в зависимости от заданного размера обрабатываемого отверстия. Развертка оснащена пластинками из твердого сплава.
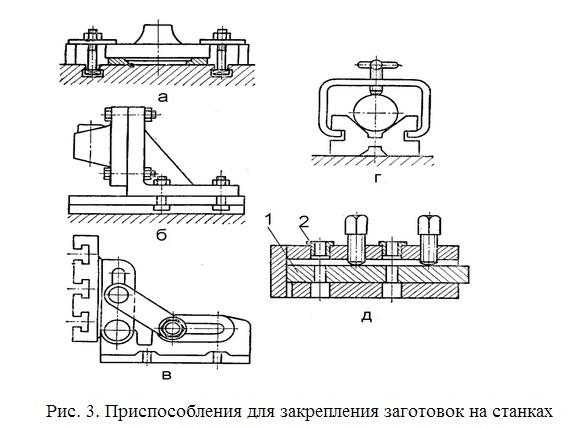
Приспособления для обработки заготовок на расточных станках
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных болтов, угольников, призм (см. рис. 2).
Рис. 2. Приспособления для закрепления заготовок на станках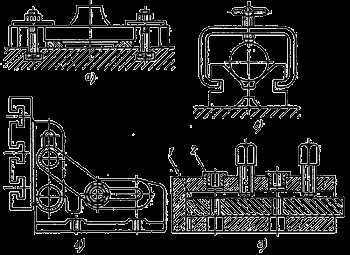
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Рис. 3. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 3, а). Применяют консольные оправки также для пластинчатых плавающих разверток (рис. 3, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время благодаря наличию небольшого зазора (0,1 — 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная расточная оправка (рис. 3, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки закрепляют в люнете задней стойки станка. По длине оправки расположены окна для установки стержневых и пластинчатых резцов.
Обработка заготовок на горизонтально-расточных станках
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков.
На расточных станках обрабатывают отверстия, наружный цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенный вид обработки на расточных станках — растачивание отверстий.
Растачивание цилиндрических отверстий выполняют резцами, установленными на консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l < 5D, так как с увеличением длины оправки снижается ее жесткость.
Рис. 4. Схемы обработки заготовок на горизонтально-расточных станках.
На рис. 4, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Отверстия с отношением l/D > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке.
На рис. 4, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке.
Отверстия большого диаметра, но малой длины, растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отверстий выполняют с одной установки заготовки. После растачивания первого отверстия перемещают стол в поперечном направлении или шпиндельную бабку в вертикальном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить взаимно перпендикулярные отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие.
Растачивание конических отверстий осуществляют расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4, г).
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резьбы метчиками выполняют на расточных станках так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
osntm.ru
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей — отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.

Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.

Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, — 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, — 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) — 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя — 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, — 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина — 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.

Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют — 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя — 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
strport.ru
особенности, принцип работы, критерии выбора
 Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
Такой тип техники применяется в обработке межцентровых отверстий если необходимо добиться максимально точных расстояний согласно с заданными на плоскости координатами. В процессе обработки заготовок не нужны дополнительные конструкции, направляющие инструмент.
Предназначение координатно-расточного станка
Используя этот вид агрегатов возможно выполнить:
- Максимально точное сверление.
- Растачивание.
- Чистовое фрезерование.
- Развертывание.
- Разметочные работы.
- Измерение и контроль параметров деталей.
В большинстве случаев такое оборудование используется для проделывания отверстий, при котором главным параметром является точность их взаимного размещения.
Комплект поставки
 В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
- Патроны.
- Переходные втулки.
- Оправки для фрез.
- Набор борштанг.
- Универсальный резцедержатель.
- Резцедержатель точной подачи.
- Микроскопе-центроискатель.
- Пружинный керн.
- Установочный центр.
- Резцы, сверла, развертки, метчики.
Классификация оборудования
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки. Важно, что изделие не нужно перемещать между несколькими станками.
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Виды агрегатов
На сегодняшний день существуют следующие виды данных станков:
- Токарно-расточные.
- Алмазно-расточные.
- Координатно-расточные.
- Горизонтально-расточные.
Координатно-расточные агрегаты признаны самыми универсальными и многофункциональными, что позволяет использовать их почти для всех известных операций, связанных с обработкой отверстий. На таких агрегатах могут выполняться разметочные процедуры, требующие высокой точности, ведь они оснащены электронными, механическими, индуктивными и оптическими устройствами подсчета, которые становятся гарантией безупречности измерений передвижений подвижных узлов.
Второе существенное достоинство — универсальный поворотный рабочий стол, благодаря ему можно работать с наклонными отверстиями.
Вращение шпинделя — основное (рабочее) движение, а вертикальное перемещение — движение подачи. В состав входит одна либо две стойки.
Обработка заготовок
 Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами. Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку. Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
tokar.guru
3. Приспособления для расточных станков.
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных болтов, угольников, призм (см. рис. 3).
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины. [2,с.184]
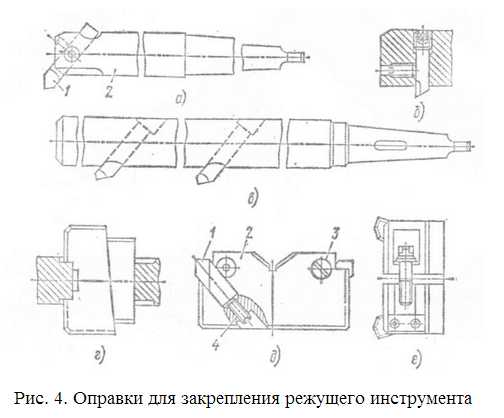
Рис. 4. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 4, а). Применяют консольные оправки также для пластинчатых плавающих разверток (рис. 4, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время благодаря наличию небольшого зазора (0,1 — 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная расточная оправка (рис. 4, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки закрепляют в люнете задней стойки станка. По длине оправки расположены окна для установки стержневых и пластинчатых резцов. [2,с.186]
4. Основные виды работ, выполняемые на фрезерных станках
Фрезерование применяют при обработке самых разнообразных плоских и фасонных поверхностей. Рассмотрим основные виды фрезерных работ.
Фрезерование горизонтальных поверхностей производят на горизонтально-фрезерных станках различными цилиндрическими фрезами (рис. 2, а), а на вертикально-фрезерных станках торцевыми головками и торцевыми фрезами (рис. 2, б).
а) б)
Рис. 2. Схемы фрезерования горизонтальных поверхностей
Фрезерование вертикальных поверхностей осуществляется на горизонтально-фрезерных и продольно-фрезерных станках торцевыми фрезерными головками (рис. 3, а), а на вертикально-фрезерных станках – боковыми зубьями концевой фрезы (рис. 3, б).
а) б)
Рисунок 3. Схемы фрезерования вертикальных поверхностей
Фрезерование наклонных поверхностей производят одноугловой фрезой (рис. 4, а) на горизонтально-фрезерном станке либо торцевой фрезерной головкой на вертикально-фрезерном станке со шпинделем, установленным под углом (рис. 4, б).
а) б)
Рис. 4. Схемы фрезерования наклонных поверхностей
Фрезерование пазов: угловых (рис. 5, а), прямоугольных (рис. 5, б), Т-образных (рис. 5, в), типа ласточкин хвост (рис. 5, г), фасонных (рис. 5, д), шпоночных (рис. 5, е) производят на горизонтально — и вертикально-фрезерных станках.
а) б) в)
г) д) е)
Рис. 5. Схемы фрезерования пазов
Фрезерование комбинированных поверхностей выполняют комплектами фрез (наборными фрезами) (рис. 6) на продольно-фрезерных и иногда на горизонтально-фрезерных станках.
Рис. 6. Схема фрезерования комбинированных поверхностей
Фрезерование фасонных поверхностей производят фасонными фрезами соответствующего профиля (рис.7).
Рис. 7. Схема фрезерования фасонных поверхностей
Фрезерование зубчатых колес производят модульными дисковыми фрезами (рис. 8, а) на горизонтальных, а также модульными пальцевыми фрезами (рис. 8, б) на вертикально- фрезерных станках.
Рис. 8. Схема фрезерования зубчатых колес
5. Основные движения, инструмент и область применения зубострогальных станков
6. Переходы при горячей штамповке (ручьи), выполняемые на ГКМ.
7. Оборудование для калибровки поковок
studfiles.net
Координатно-расточный станок своими руками | Строительный портал

В современных торговых точках можно приобрести координатно-расточный станок для обработки и создания отверстий с точным размещением в прямоугольной системе координат осей, легких фрезерных работ, сверления, разметки и точных измерений линейных размеров, особенно межцентровых расстояний. Для обработки отверстий наклонных и отверстий, что заданы в полярной системе координат, можно к аппарату докупить поворотные столы. Однако цены координатно-расточных станков «кусаются», поэтому вы всегда можете попробовать собрать аппарат своими руками, предварительно ознакомившись с конструкцией и принципом работы аппарата.
Содержание:
- Конструкция координатно-расточного станка
- Принцип работы координатно-расточного станка
- Режущий инструмент для координатно-расточных станков
- Управление движением стола и салазок
- Изготовление координатно-расточного станка
Конструкция координатно-расточного станка
Выполняются координатно-расточные станки особо жёсткими, с тщательной балансировкой быстровращающихся составных элементов и деталей для уменьшения вибраций и плавными передачами движений. Станки требуют особых условий использования, поэтому их принято устанавливать в изолированных термоконстантных помещениях, где постоянно температура поддерживается на уровне 20 градусов выше нуля ±1градус по Цельсию.
Основными частями одностоечных координатно-расточных станков являются станина, расточная головка, стойка, стол с салазками. Двухстоечные координатно-расточные станки имеют стойки, станину, расточные головки, рабочий стол и траверсу. Режущий инструмент и изделия на координатно-расточном станке взаимно передвигаются в прямоугольных и полярных координатах.
Станина выступает основанием станка. Она имеет два плоских и один Т-образный направляющие, по которым совершается перемещение салазок. На станине располагаются пульт управления и механизм набора координат. Для стойки опорной конструкцией служит задняя часть станины. На стойке размещаются такие элементы: коробка скоростей, блок направляющих и кожух клиноременной передачи.
В шпиндельной бабке располагается гильза со шпинделем. Опускание и подъем шпиндельной бабки происходит посредством вращения маховика. Рабочий стол предназначается для установки на него обрабатываемой заготовки и перемещения их в направлении оси X, что производится при перемещении стола по продольным направляющим. Салазки служат для движения стола и заготовки, установленной на него, в направлении оси У при движении салазки по поперечным направляющим станины.
Точное измерение величины координатных перемещений салазок и стола производят с помощью оптических устройств и прецизионных стеклянных линеек. Линейка стола имеет тысячу делений, а линейка салазок — 630. Каждое деление равняется одному миллиметру. Оптические устройства салазок и стола одинаковые. Также координатнор-расточные станки оснащаются разными приспособлениями и инструментами для растачивания и сверления отверстий, фрезерования, резьбонарезания и линейной разметки.
Принцип работы координатно-расточного станка
Принцип работы координатно-расточных станков состоит в следующем. Обрабатываемая деталь закрепляется на плоскости стола, в шпинделе расточных головок располагается расточный инструмент. Зависимо от высоты обрабатываемой детали, расточную головку и траверсу устанавливают на определённой высоте и закрепляют.
Установка на заданные координаты шпинделя происходит посредством перемещения стола в двух направлениях, что являются взаимно перпендикулярными, при работе на одностоечном координатно-расточном станке, или передвижением стола по направляющим в продольном направлении и перемещении расточной головки по траверсе в поперечном направлении в случае работы на портальном двухстоечном станке.

Особенностями устройства координатно-расточного станка, его монтажа и обслуживания являются:
- присутствие корригирующих устройств, которые компенсируют погрешность шага винта;
- использование оптических устройств с целью отсчёта координат;
- применение роликовых направляющих, которые воспринимают массу салазок, изделия, стола и силу резания;
- значительная точность сборки узлов станка, обработки деталей и высокое качество работы;
- хорошая устойчивость вибрациям и массивный фундамент.
Процесс вращения шпинделя происходит от регулируемого электрического двигателя постоянного тока посредством трёхступенчатой коробки скоростей. В границах каждой ступени бесступенчато регулируется частота вращения шпинделя в пределах 50-3000 оборотов в минуту. Процедуру подачи шпинделя также регулируют бесступенчато фрикционным вариатором. Присутствует механизм отключения подачи шпинделя в автоматическом режиме на заданной глубине и предусмотрено наличие механических зажимов стола и ручного зажима шпиндельной бабки.
Режущий инструмент для координатно-расточных станков
Режущий инструмент закрепляется в отверстии шпинделя. При работе на координатно-расточных станках чаще всего используют расточные резцы – подрезные, проходные, резьбовые и канавочные, также используют сверла, развертки, зенкеры, фрезы и метчики. Наибольшее распространение получил расточной инструмент, что выполнен в форме консольной расточной оправки со стрежневым резцом, закрепленным в ней.
Облегчается настройка инструмента при применении резцов-вставок с микрометрическим регулированием размеров. Расточными головками являются расточные оправки, резцы которых расположены на диаметрально противоположных сторонах. Для подрезки предназначены резцы, режущая часть которых выполняется с углом. На координатно-расточных станках с ЧПУ обычно устанавливают сборный расточной инструмент, включающий в себя унифицированный хвостовик, головку и удлинительный элемент.
Растачивание цилиндрических отверстий осуществляется расточными проходными резцами, подрезание торцов набольшего размера — инструментом для подрезных работ, внутренние цилиндрические поверхности значительного диаметра — расточным резцом, который установлен на планшайбе координатно-расточного станка в оправке.
Главное движение проводит инструмент, что вращается вместе с планшайбой. Подобным образом обрабатываются короткие цилиндрические поверхности. Внутренние канавки и торцовые поверхности деталей необходимо обрабатывать соответствующими резцами, которые закрепляются в радиальном суппорте.
Управление движением стола и салазок
Движение заготовки в положение, что требуется для обработки следующего отверстия, производят, управляя движениями салазок и стола вручную, или с совершением предварительного набора координат.
Управление движением стола вручную производят посредством поворота регулятора из нулевого положения на деление, которое указывает скорость движения стола в миллиметрах в минуту. Отжим стола происходит в момент поворота регулятора, при этом гаснет лампочка красная и зажигается зеленая. Потом стол будет перемещаться с установленной скоростью в сторону, которая соответствует надписи и стрелке. Отсчитывается новое положение стола грубо по указателю и шкале линейки.
При приближении стола к необходимому положению скорость его передвижения рекомендуется уменьшить поворотом регулятора и потом выключить, поставив против неподвижной риски ноль шкалы регулятора. Управлять поперечным перемещением салазок на вертикальном координатно-расточном станке можно при помощи регулятора аналогично, как и управлять движением стола.

Предварительный набор требуемой величины перемещения салазок и стола позволяет сократить время для их монтажа в нужное положение. Направление передвижения стола устанавливают специальным переключателем. Переключатель поворачивают влево для движения стола влево и передвигают вправо для движения стола вправо.
Необходимая величина перемещения стола будет набираться вращением лимба. Ход стола за каждый оборот уменьшается или увеличивается на 100 миллиметров. Числа и деления на шкалах указывают ход стола в сотых миллиметра и позволяют установить ход стола, соблюдая точность до миллиметра. Отсчет хода стола всегда производится от нулевых делений лимба. Предварительный набор величины хода и направления салазок производят другим лимбом и переключателем, что устроены подобным образом.
Изготовление координатно-расточного станка
Многие хозяева мечтают о координатно-расточном станке с числовым программным управлением. Основой любого аппарата с ЧПУ выступает координатный стол, который обеспечивает перемещение детали и инструмента в трех плоскостях –вперед-назад, вправо-влево, вверх-вниз. Стол представляет из себя пластину из дюраля, размером 260 на 340 миллиметров, на которой снизу параллельно закреплены два рельса.
Направляющие
Основной частью координатного стола служат направляющие, которые обеспечивают легкое и точное перемещение относительно друг друга движущихся частей. В практике самодельного станкостроения, как правило, используют круглые стержни и втулки, что скользят по ним, такие, как в струйных и матричных сканерах или принтерах. Но есть много проблем, которые подстерегают каждого, кто будет их устанавливать на станке, связанных с износом.
Станки работают в суровых условиях обработки металлов, пыль и стружка оседают на смазанном стержне и под втулками. К тому же бессмысленно надеяться на достижение высокой точности. Готовые направляющие отличаются просто космической ценой. Самая примитивная «рельса» с тележкой, длиной полметра, стоит больше 200 долларов. А для хорошего станка необходимо как минимум 6 направляющих, поэтому потратиться придется основательно.
Регулируется зазор в направляющих при помощи четырех винтов, которые ввернуты в швеллер сбоку на уровне рельс. К швеллеру по бокам крепят две фигурные стальные пластины, толщиной 4 миллиметра, а сверху – направляющая. Вертикальная направляющая крепится перпендикулярно на подвижной части. Все подвижные части в движение приводятся шаговыми двигателями путем устройств привода.
Каретки от печатных машинок
Итак, поиски необходимого оборудования для использования в качестве направляющих привели нас к предшественникам компьютеров – старым механическим и электрическим печатным машинкам. От них нужны только каретки. Снимаются каретки очень просто – её отодвигают влево, справа откручивают одну гайку, которая удерживает все устройство, потом сдвигают каретку вправо и откручивают слева такую же гайку, затем приподнимают каретку и отсоединяют хлопчатобумажный поводок её возврата.
Затем необходимо разобрать каретку и снять направляющие рельсы– длинные черные стержни из металла. Необходимо действовать аккуратно, так как при снятии рельс будут высыпаться шарики или ролики, которые обеспечивают легкое скольжение каретки. Понадобятся эти стержни, ролики и шарики, пружина возврата каретки и блок рельсов, который находится на подвижной части каретки.

Чем же хороши такие детали? Каретки из старых печатных машиной изготовлены из высококачественной стали. Их рельсы очень медленно подвергаются износу. Почти все каретки можно применять целиком и частично, вырезая из каретки нужный фрагмент, если станок имеет большие размеры. Легко регулируются зазоры в подшипниках кареток, это объясняется конструкцией кареток. К тому же печатные машинки сегодня не являются дефицитом, их вытесняет компьютеризация из кабинетов, и они списываются.
Если вы планируете изготовить своими руками координатно-расточный станок небольшого размера, то можете использовать половину каретки, которая послужит направляющей для рабочего стола. Вторую половину можете использовать как направляющую для поперечного передвижения инструмента вдоль координаты Y. Для передвижения инструмента по вертикали используют еще одну часть каретки.
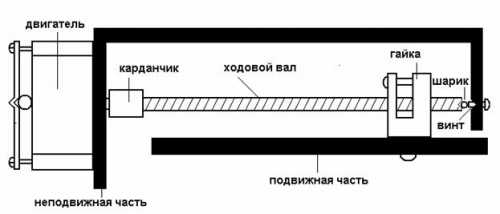
Привод инструмента и стола
Ничего сложного в приводе инструмента и стола нет – на каждую ось перемещения шаговый двигатель, самодельный карданчик, ходовой вал, бронзовая разрезная гайка, которая закрепляется на подвижной части каретки. Винт применять необязательно, можно взять и зубчатый ремень привода, однако дискретность перемещений и точность будет лучше на порядок с винтом. К тому же он обеспечивает высокое тяговое усилие.

Лучше всего взять двигатель с подшипниками и подвергнуть его доработке, при этом необходимо устранить продольный люфт вала. К тыльной стороне мотора для этого принято прикручивать квадратную пластину, где в центре проделано углубление, и вставлять между валом и пластиной шарик от подшипника. Когда пластину притягивают к тыльной стороне мотора, шарик будет давить на вал движка и не давать ему люфтить.
Самодельный карданчик
Изготавливают самодельный карданчик из бронзовой или стальной втулки, внутренний диаметр которой сначала делают равным диаметру вала мотора и ходового винта. Потом на вал двигателя наденьте втулку, через него просверлите сквозное отверстие, диаметр которого является равным диаметру иглы от небольшого игольчатого подшипника. Вставьте во втулку хвостовик ходового винта, поверните втулку на валу мотора на 90 градусов и просверлите второе сквозное отверстие.

Снимите втулку, увеличьте ее внутренний диаметр на 0,5 — 1 миллиметра. Затем опять вставьте в нее вал мотора и хвостовик ходового вала, впрессуйте отрезки велосипедных спиц или иглы от подшипника. Расклепайте во втулке отверстия, чтобы не выпадали иглы. Не забудьте в карданчик капнуть пару капель масла. При подходящем диаметре сверл люфт в карданчике составит только несколько микрон, что подходит для большинства операций.
Ходовой вал
Ходовым валом является простой стальной стержень с резьбой, что нарезана на нем. Можно его приобрести в хозяйственных товарах, а можно попробовать самому нарезать резьбу. Для малых станков достаточно диаметра вала в 6 миллиметров, для больших — порядка 8-10 миллиметров. Шаг резьбы должен быть стандартным.

При самостоятельной нарезке возьмите пруток длиннее на 100-150 миллиметров, чем нужно, и нарежьте на всей длине резьбу, кроме хвостика — последних 10 миллиметров. Затем отмерьте желаемую длину вала, со стороны начала резьбы отрежьте лишний кусок.
Обычно резьба выравнивается после 100 миллиметров, и дальше гайка будет идти ровно. Обратите внимание, что не всегда шаг резьбы будет точно соответствовать указанному, и при значительной длине винта набежит небольшая погрешность. Таким образом, длина резьбы в 400 витков с шагом 1 миллиметр не всегда равняется 400 миллиметрам, отклонения будут достигать 2 миллиметров.
Разрезная бронзовая гайка
С целью создания разрезной гайки рекомендуется взять прямоугольный брусочек бронзы, в котором на станке с горизонтальным столом просверлите отверстие под резьбу, и нарежьте резьбу первым метчиком, с диаметром, что равняется диаметру ходового вала. Потом смажьте резьбу гайки и вал, несколько раз наверните гайку до конца резьбовой части на вал, пока гайка не будет легко вращаться. Это поможет уменьшить до минимума люфт в гайке.

Чтобы снизить люфт еще больше, нужно совершить разрезание поперек резьбы гайки, однако не полностью, затем установите регулировочный винт, обеспечивающий в гайке небольшой натяг. После этого следует закрепить на подвижной части гайку, а двигатель с закрепленным ходовым валом и карданчиком – на неподвижной части каретки. В обязательном порядке обеспечьте необходимое соотношение вала мотора и отверстия в разрезной гайке.
Расчет скорости и величины подачи
После изготовления узла подачи нужно вычислить, на какое расстояние он будет передвигаться за один шаг. Ходовой винт большого координатно-расчетного станка отличается шагом в 1 миллиметр, а угол поворота шагового мотора достигает на шаг 7,5 градусов. Разделите 360 на 7,5 и вы получите количество шагов на полный оборот. Таким образом, мотор сделает за оборот 48 шагов.
Один оборот в это время вызовет передвижение детали или инструмента на 1 миллиметр. Теперь разделив 1 миллиметр на 48, вы получите величину передвижения инструмента на один шаг — 0,0208 миллиметра. Определите затем максимальную скорость передвижения инструмента. К примеру, шаговый двигатель по паспорту делает в секунду до 500 шагов.

Разделите 500 на 48 (количество шагов за оборот) и получите число – 10,4 миллиметров в секунду. Это совсем не плохая скорость для холостого передвижения инструмента, другими словами — когда инструмент поднят. Скорость подачи — расчетная, но без учета такого явления, как резонанс шагового мотора. Она несколько меньше на самом деле, зависит от различных факторов и определяется экспериментальным методом по каждой оси перемещения, но только после изготовления координатно-расточного станка.
Некоторые рекомендации
После сборки координатно-расточного станка и его регулировки не стоит надеяться на винтовые соединения, потому что они способны быстро разбалтываться. Соединяемые детали лучше еще скрепить и штифтами, особенно если речь идет о направляющих и деталях, что сопрягаемы с ними.
Самым нагруженным двигателем является мотор вертикальной подачи, во время подъема инструмента благодаря его большому весу. Недостаток мощности движка может спровоцировать то, что в момент холостого передвижения инструмент попадет в деталь. Для обеспечения легкости и безопасности возврата инструмента, можно использовать компенсатор веса инструмента, что изготовлен из пружины возврата каретки старой печатной машинки. Если фрезер имеет большой вес, рекомендуется применять две возвратные пружины.
И напоследок запомните, что в обязательном порядке следует предохраняться от попадания стружки в направляющие. Это позволяет получать высококачественные детали, отсутствие заеданий и долговечную работу координатно-расточного станка. Особенно в защите нуждаются продольные направляющие стола. Применить можно обычный фартук из полиэтилена или кожзаменителя.
strport.ru