Марки стали – расшифровка, маркировка, таблица
Любому специалисту, имеющему дело с металлом, знакомо понятие «марки стали». Расшифровка маркировки стальных сплавов дает возможность получить представление об их химическом составе и физических характеристиках. Разобраться в данной маркировке, несмотря на ее кажущуюся сложность, достаточно просто – важно только знать, по какому принципу она составляется.

Редкое производство обходится без стали, поэтому разбираться в его марках крайне важно
Обозначают сплав буквами и цифрами, по которым можно точно определить, какие химические элементы в нем содержатся и в каком количестве. Зная это, а также то, как каждый из таких элементов может влиять на готовый сплав, можно с высокой степенью вероятности определить, какие именно технические характеристики свойственны определенной марке стали.
Виды сталей и особенности их маркировки
Сталь представляет собой сплав железа с углеродом, при этом содержание последнего в ней составляет не более 2,14%. Углерод придает сплаву твердость, но при его избытке металл становится слишком хрупким.
Одним из важнейших параметров, по которому стали делят на различные классы, является химический состав. Среди сталей по данному критерию выделяют легированные и углеродистые, последние подразделяются на мало- (углерода до 0,25%), средне- (0,25–0,6%) и высокоуглеродистые (в них содержится больше 0,6% углерода).
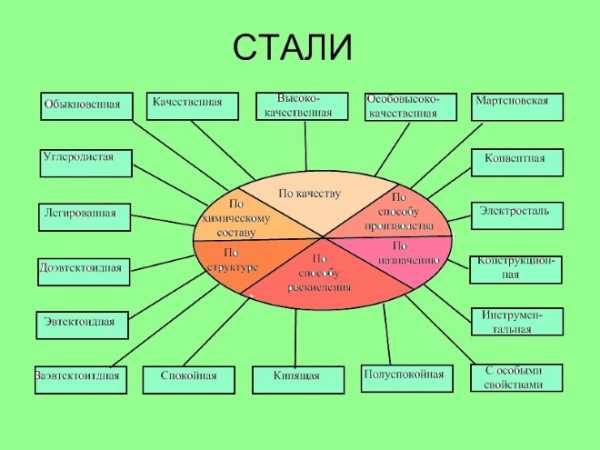
Разновидности сталей
Включая в состав стали легирующие элементы, ей можно придать требуемые характеристики. Именно таким образом, комбинируя вид и количественное содержание добавок, получают марки, обладающие улучшенными механическими свойствами, коррозионной устойчивостью, магнитными и электрическими характеристиками. Конечно, улучшать характеристики сталей можно и при помощи термообработки, но легирующие добавки позволяют делать это более эффективно.
По количественному составу легирующих элементов различают низко-, средне- и высоколегированные сплавы. В первых легирующих элементов не более 2,5%, в среднелегированных – 2,5–10%, в высоколегированных – более 10%.
Классификация сталей осуществляется и по их назначению. Так, выделяют инструментальные и конструкционные виды, марки, отличающиеся особыми физическими свойствами. Инструментальные виды используются для производства штамповых, мерительных, а также режущих инструментов, конструкционные – для выпуска продукции, применяемой в строительстве и сфере машиностроения. Из сплавов, отличающихся особыми физическими свойствами (также называемых прецизионными), изготавливают изделия, которые должны обладать особыми характеристиками (магнитными, прочностными и др.).

Классификация сталей по назначению
Кроме полезных элементов, сталь включает и вредные примеси, к основным из которых относятся сера и фосфор. В ней также находятся газы в несвязанном состоянии (кислород и азот), что негативно отражается на ее характеристиках.
Если рассматривать основные вредные примеси, то фосфор увеличивает хрупкость сплава, особенно сильно проявляющуюся при низких температурах (так называемая хладноломкость), а сера вызывает появление трещин в металле, нагретом до высокой температуры (красноломкость). Фосфор, ко всему прочему, значительно уменьшает пластичность нагретого металла. По количественному содержанию этих двух элементов выделяют стали обыкновенного качества (не более 0,06–0,07% серы и фосфора), качественные (до 0,035%), высококачественные (до 0,025%) и особовысококачественные (сера – до 0,015%, фосфор – до 0,02%).
Маркировка сталей также указывает на то, в какой степени из их состава удален кислород. По уровню раскисления выделяют стали:
- спокойного типа, обозначаемые буквосочетанием «СП»;
- полуспокойные – «ПС»;
- кипящие – «КП».
О чем говорит маркировка сталей
Расшифровать марку стали довольно просто, необходимо только владеть определенными сведениями. Конструкционные стали, обладающие обыкновенным качеством и не содержащие легирующих элементов, маркируют буквосочетанием «Ст». По цифре, идущей после букв в названии марки, можно определить, сколько в таком сплаве углерода (исчисляется в десятых долях процента). За цифрами могут идти буквы «КП»: по ним становится ясно, что данный сплав не до конца прошел процесс раскисления в печи, соответственно, он относится к категории кипящего. Если название марки не содержит таких букв, то сталь соответствует категории спокойной.
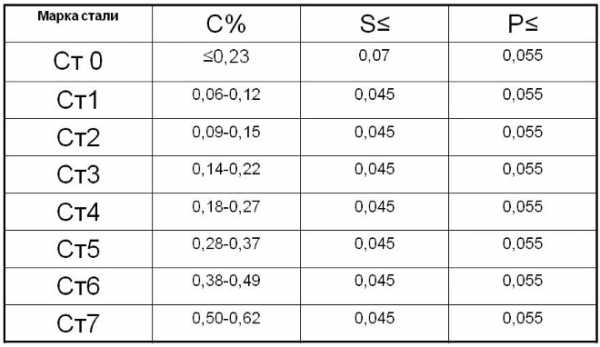
Химический состав углеродистых конструкционных сталей обыкновенного качества
Конструкционная нелегированная сталь, относящаяся к категории качественных, имеет в своем обозначении две цифры, по ним определяют среднее содержание в ней углерода (исчисляется в сотых долях процента).
Прежде чем приступить к рассмотрению марок тех сталей, которые включают легирующие добавки, следует разобраться в том, как данные добавки обозначаются. Маркировка легированных сталей может включать такие буквенные обозначения:
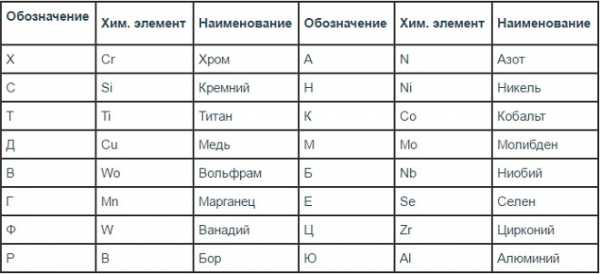
Список используемых легирующих добавок
Обозначение сталей с легирующими элементами
Как сказано выше, классификация сталей с легирующими элементами включает несколько категорий. Маркировка легированных сталей составляется по определенным правилам, знание которых позволяет достаточно просто определить категорию конкретного сплава и основную область его применения. В начальной части названий таких марок находятся цифры (две или одна), показывающие содержание углерода. Две цифры указывают на его среднее содержание в сплаве в сотых долях процента, а одна – в десятых. Есть и стали, не имеющие в начале названия марки цифр. Это означает, что углерод в этих сплавах содержится в пределах 1%.
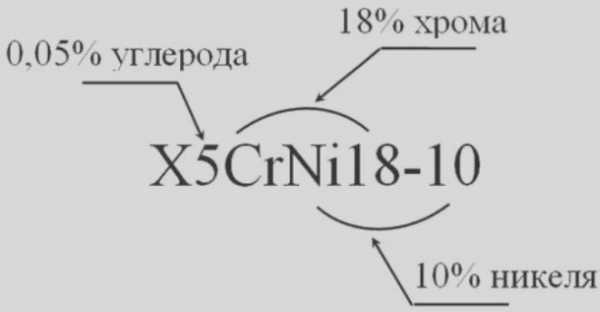
Пример маркировки легированной стали
Буквы, которые можно увидеть за первыми цифрами названия марки, указывают на то, из чего состоит данный сплав. За буквами, дающими информацию о том или ином элементе в его составе, могут стоять или не стоять цифры. Если цифра есть, то по ней определяется (в целых процентах) среднее содержание указанного буквой элемента в составе сплава, а если цифры нет, значит, данный элемент содержится в пределах от 1 до 1,5%.
В конце маркировки отдельных видов сталей может стоять буква «А». Это говорит о том, что перед нами высококачественная сталь. К таким маркам могут относиться и углеродистые стали, и сплавы с легирующими добавками в своем составе. Согласно классификации, к данной категории сталей причисляются те, в которых сера и фосфор составляют не более 0,03%.
Примеры маркировки сталей различных видов
Определение марки стали и причисление сплава к определенному виду – это задача, которая не должна вызывать никаких проблем у специалиста. Не всегда под рукой есть таблица, в которой дается расшифровка названий марок, но разобраться с этим помогут примеры, которые приведены ниже.
Содержание элементов в распространенных марках стали (нажмите для увеличения)
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквосочетанием «Ст». Цифры, стоящие следом, – это содержание углерода, исчисляемое в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали. К примеру, в стали марки 09Г2С 0,09% углерода, а легирующие добавки (марганец, кремний и др.) содержатся в ней в пределах 2,5%. Очень похожие по своей маркировке 10ХСНД и 15ХСНД отличаются разным количеством углерода, а доля каждого легирующего элемента в них составляет не больше 1%. Именно поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, не стоит никаких цифр.
20Х, 30Х, 40Х и др. – так маркируются конструкционные легированные стали, преобладающим легирующим элементом в них является хром. Цифра в начале такой марки – это содержание углерода в рассматриваемом сплаве, исчисляемое в сотых долях процента. За буквенным обозначением каждого легирующего элемента может быть проставлена цифра, по которой и определяют его количественное содержание в сплаве. Если ее нет, то указанного элемента в стали содержится не больше 1,5%.
Можно рассмотреть пример обозначения хромокремнемарганцевой стали 30ХГСА. Она, согласно маркировке, состоит из углерода (0,3%), марганца, кремния, а также хрома. Каждого из данных элементов в ней содержится в границах 0,8–1,1%.
Как расшифровать маркировку сталей?
Чтобы расшифровка обозначения различных видов сталей не вызывала затруднений, следует хорошо знать, какими они бывают. Отдельные категории сталей имеют особенную маркировку. Их принято обозначать определенными буквами, что позволяет сразу понять и назначение рассматриваемого металла, и его ориентировочный состав. Рассмотрим некоторые из таких марок и разберемся в их обозначении.
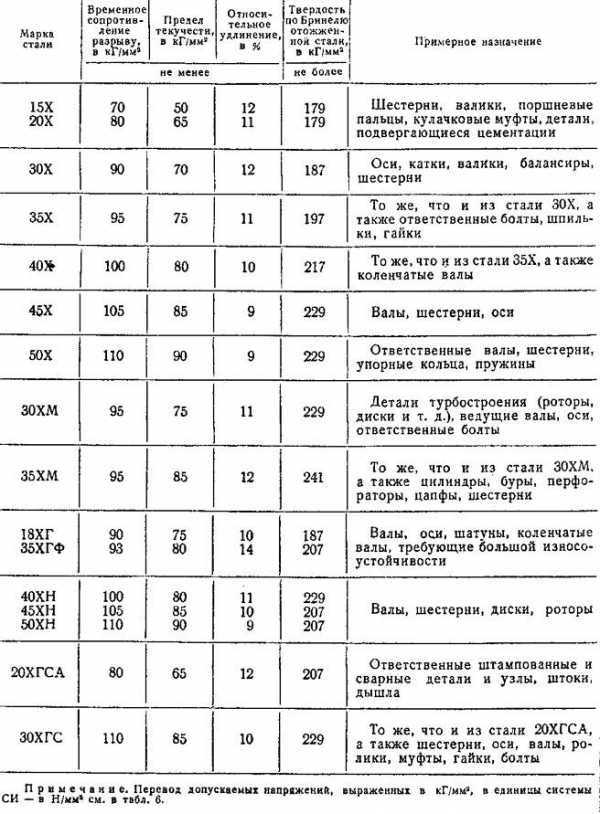
Свойства и назначение конструкционных легированных сталей
Конструкционные стали, специально предназначенные для изготовления подшипников, можно узнать по букве «Ш», данная литера ставится в самом начале их маркировки. После нее в названии марки идет буквенное обозначение соответствующих легирующих добавок, а также цифры, по которым узнают количественное содержание этих добавок. Так, в сталях марок ШХ4 и ШХ15, кроме железа с углеродом, содержится хром в количестве 0,4 и 1,5%, соответственно.
Буквой «К», которая стоит после первых цифр в названии марки, сообщающих о количественном содержании углерода, обозначают конструкционные нелегированные стали, используемые для производства сосудов и паровых котлов, работающих под высоким давлением (20К, 22К и др.).
Качественные легированные стали, которые обладают улучшенными литейными свойствами, можно узнать по букве «Л», стоящей в самом конце маркировки (35ХМЛ, 40ХЛ и др.).
Некоторую сложность, если не знать особенностей маркировки, может вызвать расшифровка марок строительной стали. Сплавы данной категории обозначают буквой «С», которую ставят в самом начале. Цифры, следующие за ней, указывают на минимальный предел текучести. В таких марках также используются дополнительные буквенные обозначения:
- литера Т – термоупрочненный прокат;
- буква К – сталь, отличающаяся повышенной коррозионной устойчивостью;
- литера Д – сплав, характеризующийся повышенным содержанием меди (С345Т, С390К и др.).
Нелегированные стали, относящиеся к категории инструментальных, обозначают буквой «У», она проставляется в начале их маркировки. Цифра, идущая за данной буквой, выражает количественное содержание углерода в рассматриваемом сплаве. Стали данной категории могут быть качественными и высококачественными (их можно определить по букве «А», она проставляется в конце названия марки). В их маркировке может содержаться буква «Г», что означает повышенное содержание марганца (У7, У8, У8А, У8ГА и др.).
Инструментальные стали, содержащие легирующие элементы в своем составе, маркируются аналогично с легированными конструкционными (ХВГ, 9ХВГ и др.).
Состав легированных инструментальных сталей (%)
Маркировка тех сталей, которые входят в категорию быстрорежущих, начинается с буквы «Р», за которой идут цифры, указывающие на количественное содержание вольфрама. В остальном марки таких сплавов называются по стандартному принципу: буквы, обозначающие элемент, и, соответственно, цифры, отражающие его количественное содержание. В обозначении таких сталей не указывается хром, так как его стандартное содержание в них составляет около 4%, а также углерод, количество которого пропорционально содержанию ванадия. Если количество ванадия превышает 2,5%, то его буквенное обозначение и количественное содержание проставляют в самом конце маркировки (З9, Р18, Р6М5Ф3 и др.).
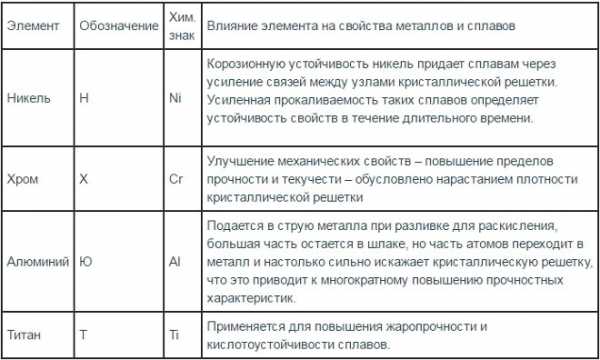
Влияние некоторых добавок на свойства стали
По-особому маркируются нелегированные стали, относящиеся к категории электротехнических (их еще часто называют чистым техническим железом). Невысокое электрическое сопротивление таких металлов обеспечивается за счет того, что их состав характеризуется минимальным содержанием углерода – менее 0,04%. В обозначении марок таких сталей нет букв, только цифры: 10880, 20880 и др. Первая цифра указывает на классификацию по типу обработки: горячекатаная или кованная – 1, калиброванная – 2. Вторая цифра связана с категорией коэффициента старения: 0 – ненормируемый, 1 – нормируемый. Третья цифра указывает на группу, к которой данная сталь относится по нормируемой характеристике, принятой за основную. По четвертой и пятой цифрам определяется само значение нормируемой характеристики.
Принципы, по которым осуществляется обозначение стальных сплавов, были разработаны еще в советский период, но и по сей день успешно используются не только в России, но также в странах СНГ. Обладая сведениями о той или иной марке стали, можно не только определять ее химический состав, но и эффективно подбирать металлы с требуемыми характеристиками.
Разбираться в данном вопросе важно как специалистам, разрабатывающим и проектирующим различные конструкции из металла, так и тем, кто часто работает с различными сталями и занимается изготовлением из них деталей разного назначения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
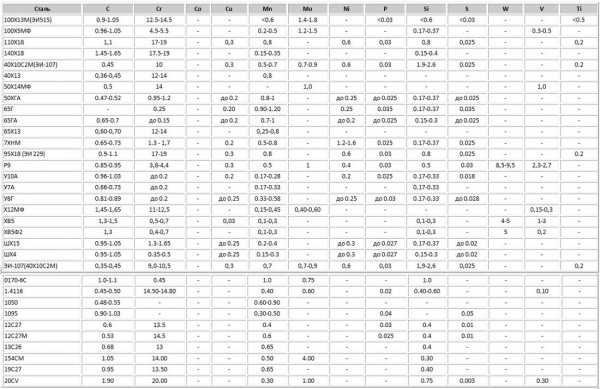
Химический состав сталей, %
Сталь | ГОСТ | С | Mn | Si |
Ст4 Сталь45 20ХНЗА | 380—71 1050—60 4543—71 | 0,18—0,27 0,42—0,50 0,17—0,23 | 0,40—0,70 0,50—0,80 0,30—0,60 | 0,12—0,30 0,17—0,37 0,17—0,37 |
Продолжение табл. 1
Сталь | ГОСТ | Cr | Ni | S | Р |
Ст4 Сталь 45 20ХНЗА | 380—71 1050—60 4543—71 | ≤0,3 ≤0,25 0,60-0,90 | ≤0,3 ≤0,25 2,75-3,15 | ≤0,050 ≤0,045 ≤0,025 | ≤0,040 ≤0,040 ≤0,025 |
Сталь марки Ст4, согласно ГОСТ, имеет следующие свойства в состоянии поставки (после прокатки или ковки): (σв == 420÷540 МПа,σт = 240÷260 МПа; δ = 21%.
Сталь 45, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 207. При твердости НВ 190— 200 сталь имеет предел прочности не выше 600—620 МПа, а при твердости ниже НВ 180 предел прочности не превышает 550—600 МПа. Для отожженной углеродистой стали отношение σт/σв составляет примерно 0,5. Следовательно, предел текучести стали 45 в этом состоянии не превышает 270—320 МПа.
Сталь 20ХНЗА, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 250. Следовательно, предел прочности при твердости НВ 230—250 не превышает 670— 750 МПа и может быть ниже 600 МПа для плавок с более низкой твердостью. Тогда предел текучести составляет 350—400 МПа, так как σт/σв для отожженной легированной стали 0,5—0,6.
Таким образом, для получения заданной величины предела текучести вал необходимо подвергнуть термической обработке.
Для низкоуглеродистой стали Ст4 улучшающее влияние термической обработки незначительно. Кроме того, Ст4 — как сталь обыкновенного качества имеет повышенное содержание серы и фосфора (см. табл. 1), которые понижают механические свойства и особенно сопротивление ударным нагрузкам.
Для такого ответственного изделия, как вал двигателя, поломка которого нарушает работу машины, применение более дешевой по составу стали обыкновенного качества нерационально.
Сталь 45 относится к классу качественной углеродистой, а сталь 20ХН3А — к классу высококачественной легированной стали. Они содержат соответственно 0,42—0,50 и 0,17—0,23%С и принимают закалку.
Для повышения прочности можно применять нормализацию или закалку с высоким отпуском.
Последний вариант обработки сложнее, но позволяет получить не только более высокие характеристики прочности, но и более высокую вязкость. В стали 45 минимальные значения ударной вязкости (aн после нормализации составляют 200—300 кДж/м2, а после закалки и отпуска с нагревом до 500° С достигают 600—700 кДж/м2.
Так как вал двигателя воспринимает в работе динамические нагрузки, а также и вибрации, более целесообразно применить закалку и отпуск. После закалки в воде углеродистая сталь 45 получает структуру мартенсита. Однако вследствие небольшой прокаливаемости углеродистой стали эта структура в изделиях диаметром более 20—25 мм образуется только в сравнительно тонком поверхностном слое толщиной до 2—4 мм.
Последующий отпуск вызывает превращение мартенсита и троостита в сорбит только в тонком поверхностном слое, но не влияет на структуру и свойства перлита и феррита в основной массе изделий.
Сорбит отпуска обладает более высокими механическими свойствами, чем феррит и перлит.
Наибольшие напряжения от изгиба, кручения и повторно переменных нагрузок воспринимают наружные слои, которые и должны обладать повышенными механическими свойствам. Однако в сопротивлении динамическим нагрузкам, которые воспринимает вал, участвуют не только поверхностные, но и нижележащие слои металла.
Таким образом, углеродистая сталь не будет иметь требуемых свойств по сечению вала диаметром 70 мм.
Сталь 20ХНЗА легирована никелем и хромом для повышения прокаливаемости и закаливаемости. Она получает после закалки достаточно однородные структуру и механические свойства в сечении диаметром до 75 мм.
Для стали 20ХНЗА рекомендуется термическая обработка:
1. Закалка с 820—835° С в масле.
При закалке с охлаждением в масле (а не в воде, как это требуется для углеродистой стали) возникают меньшие напряжения, а, следовательно, и меньшая деформация. После закалки сталь имеет структуру мартенсита и твердость не ниже HRC 50.
2. Отпуск 520—530° С. Для предупреждения отпускной хрупкости, к которой чувствительны стали с хромом (марганцем, вал после нагрева следует охлаждать в масле.
Механические свойства стали 20ХНЗА в изделии диаметром до 75 мм после термической обработки:
Предел прочности σв=900—1000 МПа, предел текучести σт = 750—800 МПа , относительное удлинение δ = 8—10 %, относительное сужение ψ = 45—50 %, ударная вязкость ан = 900 кДж /м2 .
Таким образом, эти свойства обеспечивают требования, формулированные в задаче, для вала диаметром 70 мм.
№ 2. Зубчатые колеса в зависимости от условий работы и возникающих напряжений можно изготавливать из стали обыкновенного качества, качественной углеродистой и легированной с различным содержанием легирующих элементов.
Выбрать, руководствуясь техническими и экономическими соображениями, сталь для изготовления колес диаметром 50 мм и высотой 30 мм с пределом прочности не ниже 360—380 МПа.
Указать термическую обработку колес, механические свойства и структуру выбранной стали в готовом изделии и для сравнения механические свойства и структуру сталей 45 и 40ХН после улучшающей термической обработки.
№ 3. Выбрать сталь для изготовления валов диаметром 50 мм для двух редукторов. По расчету сталь для одного из валов должна иметь предел текучести не ниже 350 МПа, а для другого — не ниже 500 МПа.
Указать: 1) состав и марку выбранных сталей; 2) рекомендуемый режим термической обработки; 3) структуру после каждой операции термической обработки; 4) механические свойства в готовом изделии.
Можно ли применять углеродистую сталь обыкновенного качества для изготовления валов требуемого сечения и прочности?
№ 4. Коленчатые валы диаметром 80 мм, работающие при повышенных напряжениях, изготавливают на одном заводе из качественной углеродистой стали, а на другом — из легированной стали.
Какую сталь следует применять для этой цели? Указать ее химический состав и марку.
Рекомендовать режим закалки и отпуска и сопоставить механические свойства, которые могут обеспечить углеродистая качественная и легированная стали выбранных марок для вала указанного диаметра.
№ 5. Выбрать сталь для изготовления тяжело нагруженных коленчатых валов диаметром 60 мм: предел прочности должен быть не ниже 750 МПа.
Рекомендовать состав и марку стали, режим термической обработки, структуру и механические свойства после закалки и после отпуска.
ЗАДАЧИ ПО ИНСТРУМЕНТАЛЬНЫМ
СТАЛЯМ И СПЛАВАМ
№ 6. Стойкость сверл и фрез, изготовленных из быстрорежущей стали умеренной теплостойкости марки Р12 и обрабатывавших конструкционные стали твердостью НВ 180—200, была удовлетворительной.
Однако стойкость этих сверл резко снизилась при обработке жаропрочной аустенитной стали.
Рекомендовать быстрорежущую сталь повышенной теплостойкости, пригодную для производительного резания жаропрочных сталей, указать ее марку и химический состав, термическую обработку и микроструктуру в готовом инструменте.
Сопоставить теплостойкость стали Р12 и выбранной стали.
Решение задачи № 6
Режущие инструменты для производительного резания изготовляют из быстрорежущих сталей, так как эти стали обладают теплостойкостью. Они сохраняют мартенситную структуру и высокую твердость при повышенном нагреве (500—650° С), возникающем в режущей кромке.
Однако стойкость инструментов из быстрорежущих сталей, подвергавшихся оптимальной термической обработке, определяется не только их химическим составом, структурой и режимом резания, но сильно зависит от свойств обрабатываемого материала.
При резании сталей и сплавов с аустенитной структурой (нержавеющих, жаропрочных и др.), получающих все более широкое применение в промышленности, стойкость инструментов и предельная скорость резания могут сильно снижаться по сравнению с получаемыми при резании обычных конструкционных сталей и чугунов с относительно невысокой твердостью (до НВ 220—250). Это связано главным образом с тем, что теплопроводность аустенитных сплавов пониженная. Вследствие этого тепло, выделяющееся при резании, лишь в небольшой степени поглощается сходящей стружкой и деталью и в основном воспринимается режущей кромкой. Кроме того,
эти сплавы сильно упрочняются под режущей кромкой в процессе резания, из-за чего заметно возрастают усилия резания.
Для резания подобных материалов, называемых труднообрабатываемыми, мало пригодны быстрорежущие стали умеренной теплостойкости, сохраняющие высокую твердость (HRC 60) и мартенситную структуру после нагрева не выше 615—620°С. Для обработки аустенитных сплавов необходимо выбирать быстрорежущие стали повышенной теплостойкости, а именно кобальтовые. Кобальт способствует выделению при отпуске наряду с карбидами также и частиц интерметаллидов, более стойких против коагуляции, и затрудняет процессы диффузии при температурах нагрева режущей кромки. Кобальтовые стали сохраняют твердость HRC 60 после более высокого нагрева: до 640—645° С. Кроме того, кобальт заметно (на 30—40%) повышает теплопроводность быстрорежущей стали, а следовательно, снижает температуры режущей кромки из-за лучшего отвода тепла в тело инструмента. Наконец, стали с кобальтом имеют более высокую твердость (до HRC 68 у стали Р8МЗК6С).
Для сверл и фрез, применяемых для резания аустенитных сплавов, рекомендуются кобальтовые стали марок Р12Ф4К5 или Р8МЗК6С. Термическая обработка кобальтовых сталей принципиально не отличается от обработки других быстрорежущих сталей. Она следующая.
Инструменты закаливают с очень высоких температур (1240— 1250° С для стали Р12Ф4К5 и 1210—1220° С для стали Р8МЗК6С), что необходимо для растворения большего количества карбидов и насыщения аустенита (мартенсита) легирующими элементами: вольфрамом, молибденом, ванадием и хромом. Еще более высокий нагрев, дополнительно усиливающий перевод карбидов в раствор, недопустим: он вызывает рост зерна, что снижает прочность и вязкость. Структура стали после закалки: мартенсит, остаточный аустенит (15—30%) и избыточные карбиды, не растворяющиеся при нагреве и задерживавшие рост зерна. Твердость HRC 60— 62.
Затем инструменты отпускают при 550—560° С (3 раза по 60 мин). Отпуска вызывает: а) выделение дисперсных карбидов и интерметаллидов из мартенсита (дисперсионное твердение), что повышает твердость до HRC 66—69; б) превращает мягкую составляющую — остаточный аустенит в мартенсит; в) снимает напряжения, вызываемые мартенситным превращением.
После отпуска инструменты шлифуют, а затем подвергают цианированию, чаще всего жидкому в смеси NaCN (50%) и Na2C03 (50%) с выдержкой 15—30 мин (в зависимости от сечения инструмента).
Твердость цианированного слоя на глубину 0,02—0,03 мм достигает HRC 69—70; немного (на 10° С) возрастает и теплостойкость. При нагреве для цианирования снимаются также напряжения, вызванные шлифованием. Цианирование повышает стойкость инструментов на 50—80%.
После цианирования целесообразен кратковременный нагрев при 450—500° С в атмосфере пара и с охлаждением в масле; поверхность инструмента приобретает тогда синий цвет и несколько лучшую стойкость против воздушной коррозии.
№ 7. Выбрать сталь для червячных фрез, обрабатывающих конструкционные стали твердостью НВ 220—240.
Объяснить причины, по которым для этого назначения нецелесообразно использовать углеродистую инструментальную сталь У12 с высокой твердостью (HRC 63—64).
Рекомендовать режим термической обработки фрез из выбранной быстрорежущей стали, приняв, что фрезы изготовлены из проката диаметром 40 мм.
№ 8. Завод должен изготовить долбяки, обрабатывающие с динамическими нагрузками конструкционные стали с твердостью НВ 200—230.
Выбрать марку быстрорежущей стали, наиболее пригодной для этого назначения, рекомендовать режим термической обработки и указать структуру и свойства (для долбяков наружным диаметром 60 мм).
№ 9. Завод изготовлял протяжки из высоковольфрамовой стали Р18.
Указать, можно ли использовать для протяжек менее легированную, а следовательно, более экономичную быстрорежущую сталь.
Выбрать марку стали для протяжек, обрабатывающих конструкционные стали с твердостью до НВ 250, указать ее термическую обработку, структуру и свойства для случаев, когда протяжки изготовляют из проката диаметром 40 и 85 мм.
ЗАДАЧИ ПО цветным металлам И СПЛАВАМ
№ 10. Многие изделия изготавливают из латуни вытяжкой из листа в холодном состоянии. Иногда в изделиях обнаруживаются трещины, возникающие без приложения внешних нагрузок (так называемое «сезонное растрескивание»). На рис. 1 показана деталь после глубокой вытяжки и после растрескивания при вылеживании.
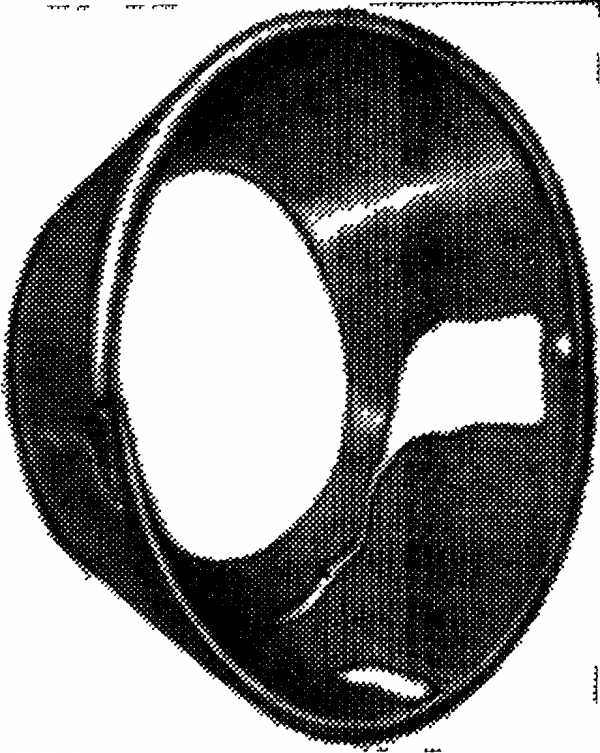 Рис.
1. Растрескивание латунной детали после
глубокой вытяжки и вылеживания
Рис.
1. Растрескивание латунной детали после
глубокой вытяжки и вылеживания
Объяснить сущность этого явления и указать способы его предубеждения.
Подобрать марку латуни, не подверженной сезонному растрескиванию. Кроме того, описать структуру, технологические свойства α и α + β’-латуней.
Решение задачи № 10
Латуни в зависимости от содержания цинка и структуры можно разделить на три класса:
1. α-латуни ……. До 39,5% Zn
2. α + β’-латуни ….. От 39,5 до 45,7% Zn
3. β’-латуни ……. От 45,7 до 51% Zn
Увеличение содержания цинка изменяет структуру и свойства латуни (рис. 2).
Увеличение содержания цинка до определенного предела повышает пластичность и прочность. Пластичность достигает максимальных значений при 30—32% Zn, а прочность — при 40%. При дальнейшем увеличении содержания цинка прочность и пластичность снижаются.
Это изменение свойств определяется свойствами соответствующих фаз, образующихся при введении цинка.
α-фаза представляет твердый раствор типа замещения, пластичность и прочность которой возрастают по мере увеличения содержания цинка.
β’-фаза — твердый раствор на базе электронного соединения с центрированной кубической решеткой и упорядоченным расположением атомов. Эта фаза отличается повышенной хрупкостью и твердостью; поэтому образование β-фазы снижает вязкость и повышает твердость.
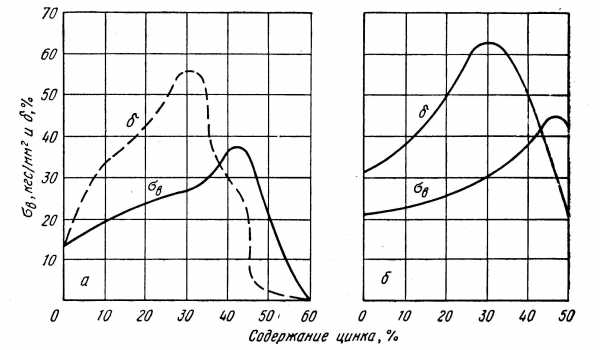
Рис. 2. Механические свойства латуни в зависимости от содержания цинка:
а — литая латунь; б — катаная и отожженная латунь
При нагреве выше 450° С β’-фаза превращается в неупорядоченный твердый раствор β, отличающийся большей пластичностью, чем β’-фаза. Из диаграммы состояния видно, что α + β’-латуни приобретают при таком нагреве однородную структуру β-твердого раствора, а следовательно, и большую пластичность.
Эти свойства фаз определяют технологический прогресс изготовления изделий из различных сортов латуни, а также их назначение.
Изделия из α-латуни изготавливают главным образом холодной или горячей деформацией; обработка резанием не дает достаточно чистой поверхности. Изделия из α + β’-латуни изготавливают горячей (прессование, штамповка) или холодной деформацией (но без вытяжки) или обработкой резанием.
В результате последующего отжига прочность сплава понижается, но пластичность возрастает (рис. 3).
Холодная деформация латуни создает в изделии остаточные напряжения. Они возникают и в результате местной холодной деформации (при изгибе деталей, чеканке, развальцовке и т. п.).
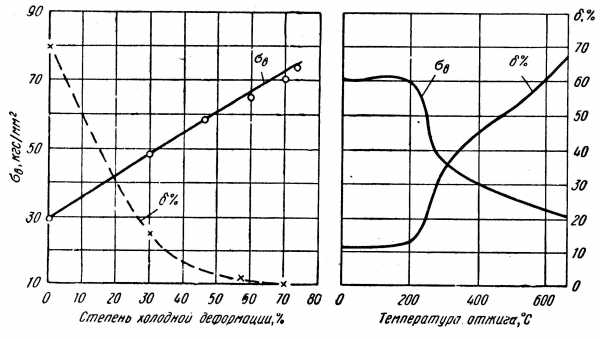
Рис. 3. Механические свойства латуни Л68 в зависимости:
а — от степени деформации; б — от температуры отжига
При вылеживании или эксплуатации в латунных изделиях иногда возникают трещины. «Сезонное растрескивание» наблюдается главные образом в латунях с содержанием более 20% Zn и отчетливо обнаруживается, например, в полых изделиях, прутках и т. д. Сезонное растрескивание усиливается в химически активных средах, особенно в парах аммиака, ртутных солях, ртути, мыльной воде и т. д. Образование трещин является результатом совместного действия остаточных напряжений, созданных холодной деформацией (наиболее опасны растягивающие напряжения), и химически активных сред.
Для предохранения от сезонного растрескивания нужен отпуск с нагревом до 200—300° С; это снимает большую часть остаточных напряжений и незначительно снижает прочность.
Но в условиях изготовления и монтажа конструкций с применением развальцовки, гибки и т. д. не всегда возможно избежать возникновения местных, даже незначительных деформаций, а, следовательно, и сезонного растрескивания. В таких случаях применяют более дорогие (и имеющие меньшую прочность), но не склонные к сезонному растрескиванию латуни Л96 и Л90. Латуни Л96 и Л90 обладают высокой теплопроводностью.
Латуни можно заменить алюминиевой бронзой, не склонной к сезонному растрескиванию и обладающей аналогичными значениями прочности и пластичности.
№ 11. Гребные винты морских пароходов имеют сложную форму и очень массивны, например масса винта современного крупного океанского теплохода достигает 30—50 т.
Наметить схему технологии изготовления винта, учитывая его форму. Исходя из этой схемы и условий работы винта в морской воде, подобрать состав сплава и указать его структуру и механические свойства.
№ 12. Некоторые детали арматуры турбин, котлов гидронасосов и т. п., работающие во влажной атмосфере и изготавливаемые массовыми партиями литьем, имеют сложную форму. В процессе литья должна быть обеспечена максимальная точность размеров.
Указать состав применяемого для этой цели цветного сплава, его структуру и механические свойства; привести способ литья, позволяющий создать требуемую высокую точность с минимальной последующей механической обработкой.
Привести химический состав стали для форм, применяемых для литья выбранного сплава, и указать режим термической обработки, а также структуру стали в готовом изделии.
№ 13. Многие детали приборов и оборудования, подверженные действию морской воды, изготавливают из цветного сплава путем холодной деформации в несколько операций.
Подобрать сплав, стойкий против действия морской воды, и привести его химический состав.
Указать режим промежуточной термической обработки выбранного сплава и привести его механические свойства после деформации и термической обработки. Сравнить состав стали, стойкой против действия морской воды;
привести режим ее термической обработки, механические свойства и структуру.
№ 14. Трубки в паросиловых установках должны быть стойки против коррозии.
Подобрать марку сплава на медной основе, пригодного для изготовления трубок и не содержащего дорогих элементов; привести состав выбранного сплава.
Указать способ изготовления трубок и сравнить механические свойства выбранного сплава, получаемые после окончательной обработки, с механическими свойствами стали, стойкой против коррозии в тех же средах.
studfiles.net
Углеродистая сталь: состав, свойства, применение, ГОСТ
Углеродистая сталь благодаря доступной стоимости и высоким прочностным характеристикам относится к широко распространенным сплавам. Из таких сталей, состоящих из железа и углерода и минимума других примесей, изготавливают различную машиностроительную продукцию, детали колов и трубопроводов, инструменты. Широкое применение эти сплавы находят и в строительной сфере.

Калиброванный круг из углеродистой стали чаще всего используется в судостроении и машиностроении
Что собой представляют углеродистые стали
Углеродистые стали, которые в зависимости от основной сферы применения подразделяются на конструкционные и инструментальные, практически не содержат в своем составе легирующих добавок. От обычных стальных сплавов эти стали также отличает и то, что в их составе содержится значительно меньшее количество таких базовых примесей, как марганец, магний и кремний.
Содержание основного элемента – углерода – в сталях данной категории может варьироваться в достаточно широких пределах. Так, высокоуглеродистая сталь содержит в своем составе 0,6–2% углерода, среднеуглеродистые стали – 0,3–0,6%, низкоуглеродистые – до 0,25%. Данный элемент определяет не только свойства углеродистых сталей, но и их структуру. Так, внутренняя структура стальных сплавов, содержащих в своем составе менее 0,8% углерода, состоит преимущественно из феррита и перлита, при увеличении концентрации углерода начинает формироваться вторичный цементит.
Нормы содержания химических элементов в углеродистых сталях
Углеродистые стали с преобладающей ферритной структурой отличаются высокой пластичностью и низкой прочностью. Если же в структуре стали преобладает цементит, то она характеризуется высокой прочностью, но вместе с этим является и очень хрупкой. При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость.
Количественное содержание углерода также оказывает серьезное влияние на технологические характеристики металла, в частности на его свариваемость, легкость обработки давлением и резанием. Из сталей, относящихся к категории низкоуглеродистых, изготавливают детали и конструкции, которые не будут подвергаться значительным нагрузкам в процессе эксплуатации. Характеристики, которыми обладают среднеуглеродистые стали, делают их основным конструкционным материалом, используемым в производстве конструкций и деталей для нужд общего и транспортного машиностроения. Высокоуглеродистые стальные сплавы благодаря своим характеристикам оптимально подходят для изготовления деталей, к которым предъявляются повышенные требования по износостойкости, для производства ударно-штампового и измерительного инструмента.
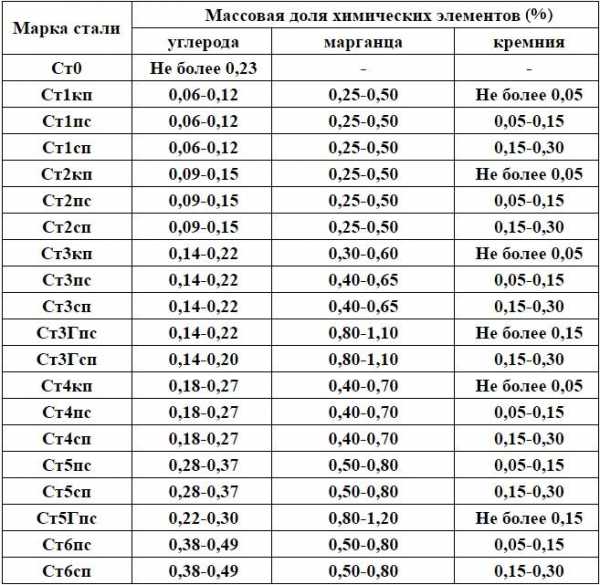
Химический состав углеродистых сталей обыкновенного качества
Углеродистая сталь, как и стальной сплав любой другой категории, содержит в своем составе различные примеси: кремний, марганец, фосфор, серу, азот, кислород и водород. Часть этих примесей, такие как марганец и кремний, являются полезными, их вводят в состав стали на стадии ее выплавки для того, чтобы обеспечить ее раскисление. Сера и фосфор – это вредные примеси, которые ухудшают качественные характеристики стального сплава.
Хотя считается, что углеродистые и легированные стали несовместимы, для улучшения их физико-механических и технологических характеристик может выполняться микролегирование. Для этого в углеродистую сталь вводятся различные добавки: бор, титан, цирконий, редкоземельные элементы. Конечно, при помощи таких добавок не получится сделать из углеродистой стали нержавейку, но заметно улучшить свойства металла они вполне могут.
Классификация по степени раскисления
На разделение углеродистых сталей на различные типы оказывает влияние в том числе такой параметр, как степень раскисления. В зависимости от данного параметра углеродистые стальные сплавы делятся на спокойные, полуспокойные и кипящие.
Более однородной внутренней структурой отличаются спокойные стали, раскисление которых осуществляют, добавляя в расплавленный металл ферросилиций, ферромарганец и алюминий. За счет того, что сплавы данной категории были полностью раскислены в печи, в их составе не содержится закиси железа. Остаточный алюминий, который препятствует росту зерна, наделяет такие стали мелкозернистой структурой. Сочетание мелкозернистой структуры и практически полное отсутствие растворенных газов позволяет формировать качественный металл, из которого можно изготавливать наиболее ответственные детали и конструкции. Наряду со всеми своими достоинствами углеродистые стальные сплавы спокойной категории имеют и один существенный недостаток – их выплавка обходится достаточно дорого.

Строение стального слитка зависит от степени раскисленности стали
Более дешевыми, но и менее качественными являются кипящие углеродистые сплавы, при выплавке которых используется минимальное количество специальных добавок. Во внутренней структуре такой стали из-за того, что процесс ее раскисления в печи не был доведен до конца, присутствуют растворенные газы, которые негативно отражаются на характеристиках металла. Так, азот, содержащийся в составе таких сталей, плохо влияет на их свариваемость, провоцируя образование трещин в области сварного шва. Развитая ликвация в структуре этих стальных сплавов приводит к тому, что металлический прокат, который из них изготовлен, имеет неоднородность как по своей структуре, так и по механическим характеристикам.
Промежуточное положение и по своим свойствам, и по степени раскисления занимают полуспокойные стали. Перед заливкой в изложницы в их состав вводят небольшое количество раскислитилей, благодаря чему металл затвердевает практически без кипения, но процесс выделения газов в нем продолжается. В итоге формируется отливка, в структуре которой содержится меньше газовых пузырей, чем в кипящих сталях. Такие внутренние поры в процессе последующей прокатки металла практически полностью завариваются. Большая часть полуспокойных углеродистых сталей используется в качестве конструкционных материалов.
Ознакомиться со всеми требованиями ГОСТ к углеродистой стали можно, скачав данный документ в формате pdf по ссылке ниже.Скачать ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
Скачать
Методы производства и разделение по качеству
Для производства углеродистых сталей используются различные технологии, что сказывается на их разделении не только по способу производства, но и по качественным характеристикам. Так, различают:
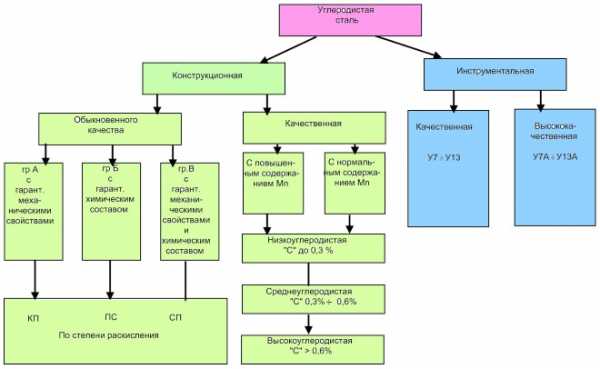
Классификация углеродистых сталей
Стальные сплавы, обладающие обыкновенным качеством, выплавляются в мартеновских печах, после чего из них формируют слитки больших размеров. К плавильному оборудованию, которое используется для получения таких сталей, относятся также кислородные конвертеры. По сравнению с качественными стальными сплавами, рассматриваемые стали могут иметь большее содержание вредных примесей, что сказывается на стоимости их производства, а также на их характеристиках.
Сформированные и полностью застывшие слитки металла подвергают дальнейшей прокатке, которая может выполняться в горячем или холодном состоянии. Методом горячей прокатки производят фасонные и сортовые изделия, толстолистовой и тонколистовой металл, металлические полосы большой ширины. При помощи прокатки, выполняемой в холодном состоянии, получают тонколистовой металл.

На современных предприятиях для производства высококачественных сплавов используются электрические дуговые печи
Для производства углеродистых сталей качественной и высококачественной категорий могут использоваться как конвертеры и мартеновские печи, так и более современное оборудование – плавильные печи, работающие на электричестве. К химическому составу таких сталей, наличию в их структуре вредных и неметаллических примесей соответствующий ГОСТ предъявляет очень жесткие требования. Например, в сталях, которые относятся к категории высококачественных, должно содержаться не более 0,04% серы и не больше 0,035% фосфора. Качественные и высококачественные стальные сплавы благодаря строгим требованиям к способу их производства и к характеристикам отличаются повышенной чистотой структуры.
Область применения
Как уже говорилось выше, углеродистые стальные сплавы по основному назначению делят на две большие категории: инструментальные и конструкционные. Инструментальные стальные сплавы, содержащие 0,65–1,32% углерода, используются в полном соответствии со своим названием – для производства инструмента различного назначения. Для того чтобы улучшить механические свойства инструментов, обращаются к такой технологической операции, как закалка углеродистой стали, которая выполняется без особых сложностей.
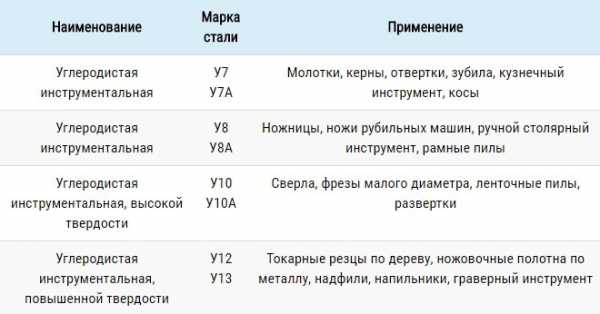
Сферы применения углеродистых инструментальных сталей
Конструкционные стальные сплавы применяются в современной промышленности очень широко. Из них делают детали для оборудования различного назначения, элементы конструкций машиностроительного и строительного назначения, крепежные детали и многое другое. В частности, такое популярное изделие, как проволока углеродистая, производится именно из стали конструкционного типа.
Используется проволока углеродистая не только в бытовых целях, для производства крепежа и в строительной сфере, но и для изготовления таких ответственных деталей, как пружины. После выполнения цементации конструкционные углеродистые сплавы можно успешно использовать для производства деталей, которые в процессе эксплуатации подвергаются серьезному поверхностному износу и испытывают значительные динамические нагрузки.
Конечно, углеродистые стальные сплавы не обладают многими свойствами легированных сталей (в частности, той же нержавейки), но их характеристик вполне хватает для того, чтобы обеспечить качество и надежность деталей и конструкций, которые из них изготавливаются.
Особенности маркировки
Маркировка углеродистых сталей, правила составления которой строго оговорены пунктами соответствующего ГОСТа, позволяет узнать не только химический состав представленного сплава, но и то, к какой категории он относится. В обозначении углеродистой стали, обладающей обыкновенным качеством, присутствуют буквы «СТ». Пунктами ГОСТа оговаривается семь условных номеров марок таких сталей (от 0 до 6), которые также указываются в их обозначении. Узнать, какой степени раскисления соответствует та или иная марка, можно по буквам «кп», «пс», «сп», которые проставляются в самом конце маркировки.
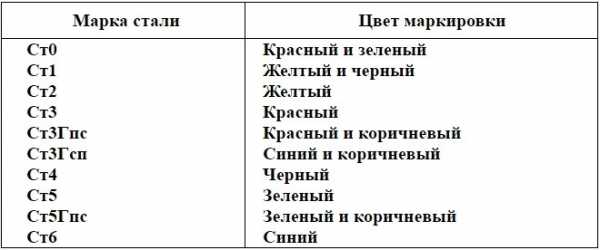
Цветовая маркировка наносится по требованию потребителя несмываемой краской
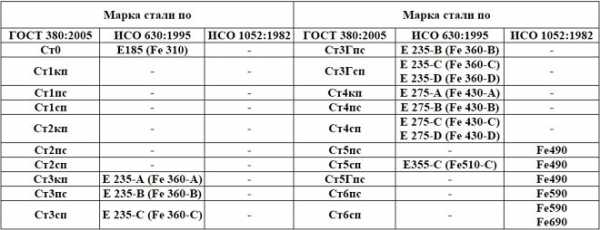
Марки углеродистых сталей по ГОСТу и по международным стандартам ИСО
Марки качественных и высококачественных углеродистых сталей обозначаются просто цифрами, указывающими на содержание в сплаве углерода в сотых долях процента. В конце обозначения некоторых марок можно встретить букву «А». Это значит, что сталь обладает улучшенным металлургическим качеством.
Узнать о том, что перед вами инструментальная сталь, можно по букве «У», стоящей в самом начале ее маркировки. Цифра, следующая за такой буквой, указывает на содержание углерода, но уже в десятых долях процента. Буква «А», если она есть в обозначении инструментальной стали, говорит о том, что данный сплав отличается улучшенными качественными характеристиками.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Структура стали. Химические, механические и физические свойства.
«Железо не только основа всего мира, самый главный металл окружающей нас природы,
оно основа культуры и промышленности, оно орудие войны и мирного труда».
А.Е.Ферсман
Все знаю, что сталь является важнейшим инструментальным и конструкционным материалом для всех отраслей промышленности.
Металлургическая промышленность Украины насчитывает более 50 металлургических заводов и является стратегически важной для страны. В Украине производится широкий ассортимент металлопроката, таких, как: арматура, круги, квадрат, катанка, проволока, полоса, уголок, балка, швеллер, листы, трубы и метизы.
Сталь
Рассматривая данный вопрос, начнем с химического состава.
Сталь – это соединение железо (Fe) + углерод (С) + другие элементы растворенные в железе.
Железо в чистом виде имеет очень низкую прочность, а углерод ее повышает.
Углерод улучшает и некоторые другие показатели:
- твердость,
- упругость,
- устойчивость к износу,
- выносливость.
Содержание «Fe» в стали должно быть — не менее 45%, «С»- не более 2,14% — теоретически, однако на практике % концентрации углерода имеет следующий диапазон значений:
- Низкоуглеродистые стали — 0,1-0,13 %
- Углеродистые стали 0,14-0,5%
- Высокоуглеродистые – от 0,6%
Чем выше процент содержания углерода в стали , тем выше ее прочность и меньше пластичность. УГЛЕРОД — является неметаллическим элементом. Его плотность равна 2,22 г/см3, а плавится при t -3500 °С. В природе он присутствует 2х полиморфных модификаций – графит (стабильная модификация) и алмаз (метастабильная модификация), а в сплаве с железом:
- в свободном — графит (в серых чугунах),
- в связанном — твердое состояние -цементит.
Углерод в соединении с железом находится в состоянии цементита, т.е в химической связи с железом (Fe3C). Структура цементита может быть очень разной, а зависит она от процесса образования, содержания углерода и методов термообработок.
Углерод в свободном состоянии присутствует в сером чугуне (СЧ), в виде графита. Серый чугун имеет пористую металлическую структуру и является весьма хрупким; на нем легко появляются трещины (особенно в процессе сварки).
Химический состав углеродистых сталей обыкновенного качества (ГОСТ 380-71)
Система железо- углерод
Структура стали изучается по диаграмме состояния системы железо- углерод. Она характеризует структурные превращения стали и выражает зависимость структурного состояния от температурных режимов и химического состава.
Диаграмма состояния системы железо- углерод
Диаграмма состояния содержит критические точи, которые очень важны теоретически и практически для процессов термообработки стали и их анализа. С помощью диаграммы Fe-C — можно определить вид термообработки, температурный интервал изменения структуры и прогнозировать микроструктуру.
Структуры стали
Сплавы железа с углеродом при различных температурах и различном содержании «С» имеют различную структуру, а соответственно и физические и химические свойства. Одним из таких состояний и является описанный выше цементит. А теперь о них:
Аустенит – твердая структура углерода в гамма-железе — содержит «С» до 1,7% (t > 723° С). При снижении температуры аустенит распадается на феррит и цементит и возникает пластинчатая структура — перлит.
Феррит — твердый раствор «C» в α-железа- при t> 723-768° С , концентрация «С» составляет — 0,02%, а при t 20°С около 0,006% «С». Он очень пластичен, не тверд и имеет низкие магнитные свойства.
Цементит — карбид железа Fe3C. Концентрация «С» 6,63% . Цементит является хрупким , а его твердость — НВ760-800.
Перлит — механическая смесь феррита и цементита, образуемая при постепенном охлаждении в процессе распада аустенита. Исходя из размера частиц цементита перлит имеет различные механические свойства. Содержание «С» -0,8%.
Ледебурит (структура чугуна) — смесь образующаяся из кристаллизация жидкого сплава цементита и аустенита. Ледебурит очень твердый, но хрупкий. Концентрация «С»-4,3%
Свойства стали
Конечно, не только углерод влияет на свойства стали. Состав дополнительных элементов и их количество придают стали определенные свойства. Примеси бывают полезными и вредными. Хорошие примеси влияют исключительно на сами кристаллы, а вредные негативно воздействуют на связь кристаллов между собой. К хорошим примесям относят : марганец (Mn), кремний (Si). К плохим: фосфор (Р), серу (S), азот, кислород и другие.
Физические и механические свойства стали
Основными физическими свойствами стали являются:
- теплоемкость;
- теплопроводность;
- модуль упругости.
- Понятие модуля упругости стали (Е) заключается в соотношении твердого вещества упруго деформироваться при воздействии силы. Данная характеристика на прямую зависит от напряжения, а точнее, является производной соотношения напряжения к упругой деформации.
- модуль сдвига (упругость при сдвиге) (G )– величина измеряемая в Паскалях (Па), определяющая упругие свойства тела или материала и их способность сопротивляться сдвигающим деформациям. Он применяется для расчета на сдвиг, срез, кручение.
- коэффициент линейного и коэффициент объемного расширения при изменении температуры – это величина показывающая относительное изменение линейных размеров или объема материала или тела при увеличении температуры при неизменном давлении.
Основными механическими свойствами стали являются:
- прочность
- твердость
- пластичность
- упругость
- выносливость
- вязкость
Показатели механических свойств углеродистых сталей обыкновенного качества ( ГОСТ 380-71)
Основными химическими свойствами стали являются:
- степень окисления
- устойчивость к коррозии
- жаростойкость
- жаропрочность
Качество стали определяется различными показателями всех ее свойств и структуры. Учитываются и свойства и изделий из этой стали.
По качеству стали разделяют на:
- обыкновенного качества,
- качественная сталь,
- высококачественная сталь.
В данной статье мы рассматриваем только структуру стали и связанные с ней понятия. Качество стали, состав дополнительных примесей и их свойства будут рассмотрены в следующей публикации.
Опубликовано: 24.12.2015
vikant.com.ua
Химический состав сталей, %
Сталь | ГОСТ | С | Mn | Si |
Ст4 Сталь45 20ХНЗА | 380—71 1050—60 4543—71 | 0,18—0,27 0,42—0,50 0,17—0,23 | 0,40—0,70 0,50—0,80 0,30—0,60 | 0,12—0,30 0,17—0,37 0,17—0,37 |
Продолжение табл. 1
Сталь | ГОСТ | Cr | Ni | S | Р |
Ст4 Сталь 45 20ХНЗА | 380—71 1050—60 4543—71 | ≤0,3 ≤0,25 0,60-0,90 | ≤0,3 ≤0,25 2,75-3,15 | ≤0,050 ≤0,045 ≤0,025 | ≤0,040 ≤0,040 ≤0,025 |
Сталь марки Ст4, согласно ГОСТ, имеет следующие свойства в состоянии поставки (после прокатки или ковки): (σв == 420÷540 МПа,σт = 240÷260 МПа; δ = 21%.
Сталь 45, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 207. При твердости НВ 190— 200 сталь имеет предел прочности не выше 600—620 МПа, а при твердости ниже НВ 180 предел прочности не превышает 550—600 МПа. Для отожженной углеродистой стали отношение σт/σв составляет примерно 0,5. Следовательно, предел текучести стали 45 в этом состоянии не превышает 270—320 МПа.
Сталь 20ХНЗА, согласно ГОСТ, в состоянии поставки (после прокатки и отжига) имеет твердость не более НВ 250. Следовательно, предел прочности при твердости НВ 230—250 не превышает 670— 750 МПа и может быть ниже 600 МПа для плавок с более низкой твердостью. Тогда предел текучести составляет 350—400 МПа, так как σт/σв для отожженной легированной стали 0,5—0,6.
Таким образом, для получения заданной величины предела текучести вал необходимо подвергнуть термической обработке.
Для низкоуглеродистой стали Ст4 улучшающее влияние термической обработки незначительно. Кроме того, Ст4 — как сталь обыкновенного качества имеет повышенное содержание серы и фосфора (см. табл. 1), которые понижают механические свойства и особенно сопротивление ударным нагрузкам.
Для такого ответственного изделия, как вал двигателя, поломка которого нарушает работу машины, применение более дешевой по составу стали обыкновенного качества нерационально.
Сталь 45 относится к классу качественной углеродистой, а сталь 20ХН3А — к классу высококачественной легированной стали. Они содержат соответственно 0,42—0,50 и 0,17—0,23%С и принимают закалку.
Для повышения прочности можно применять нормализацию или закалку с высоким отпуском.
Последний вариант обработки сложнее, но позволяет получить не только более высокие характеристики прочности, но и более высокую вязкость. В стали 45 минимальные значения ударной вязкости (aн после нормализации составляют 200—300 кДж/м2, а после закалки и отпуска с нагревом до 500° С достигают 600—700 кДж/м2.
Так как вал двигателя воспринимает в работе динамические нагрузки, а также и вибрации, более целесообразно применить закалку и отпуск. После закалки в воде углеродистая сталь 45 получает структуру мартенсита. Однако вследствие небольшой прокаливаемости углеродистой стали эта структура в изделиях диаметром более 20—25 мм образуется только в сравнительно тонком поверхностном слое толщиной до 2—4 мм.
Последующий отпуск вызывает превращение мартенсита и троостита в сорбит только в тонком поверхностном слое, но не влияет на структуру и свойства перлита и феррита в основной массе изделий.
Сорбит отпуска обладает более высокими механическими свойствами, чем феррит и перлит.
Наибольшие напряжения от изгиба, кручения и повторно переменных нагрузок воспринимают наружные слои, которые и должны обладать повышенными механическими свойствам. Однако в сопротивлении динамическим нагрузкам, которые воспринимает вал, участвуют не только поверхностные, но и нижележащие слои металла.
Таким образом, углеродистая сталь не будет иметь требуемых свойств по сечению вала диаметром 70 мм.
Сталь 20ХНЗА легирована никелем и хромом для повышения прокаливаемости и закаливаемости. Она получает после закалки достаточно однородные структуру и механические свойства в сечении диаметром до 75 мм.
Для стали 20ХНЗА рекомендуется термическая обработка:
1. Закалка с 820—835° С в масле.
При закалке с охлаждением в масле (а не в воде, как это требуется для углеродистой стали) возникают меньшие напряжения, а, следовательно, и меньшая деформация. После закалки сталь имеет структуру мартенсита и твердость не ниже HRC 50.
2. Отпуск 520—530° С. Для предупреждения отпускной хрупкости, к которой чувствительны стали с хромом (марганцем, вал после нагрева следует охлаждать в масле.
Механические свойства стали 20ХНЗА в изделии диаметром до 75 мм после термической обработки:
Предел прочности σв=900—1000 МПа, предел текучести σт = 750—800 МПа , относительное удлинение δ = 8—10 %, относительное сужение ψ = 45—50 %, ударная вязкость ан = 900 кДж /м2 .
Таким образом, эти свойства обеспечивают требования, формулированные в задаче, для вала диаметром 70 мм.
№ 2. Зубчатые колеса в зависимости от условий работы и возникающих напряжений можно изготавливать из стали обыкновенного качества, качественной углеродистой и легированной с различным содержанием легирующих элементов.
Выбрать, руководствуясь техническими и экономическими соображениями, сталь для изготовления колес диаметром 50 мм и высотой 30 мм с пределом прочности не ниже 360—380 МПа.
Указать термическую обработку колес, механические свойства и структуру выбранной стали в готовом изделии и для сравнения механические свойства и структуру сталей 45 и 40ХН после улучшающей термической обработки.
№ 3. Выбрать сталь для изготовления валов диаметром 50 мм для двух редукторов. По расчету сталь для одного из валов должна иметь предел текучести не ниже 350 МПа, а для другого — не ниже 500 МПа.
Указать: 1) состав и марку выбранных сталей; 2) рекомендуемый режим термической обработки; 3) структуру после каждой операции термической обработки; 4) механические свойства в готовом изделии.
Можно ли применять углеродистую сталь обыкновенного качества для изготовления валов требуемого сечения и прочности?
№ 4. Коленчатые валы диаметром 80 мм, работающие при повышенных напряжениях, изготавливают на одном заводе из качественной углеродистой стали, а на другом — из легированной стали.
Какую сталь следует применять для этой цели? Указать ее химический состав и марку.
Рекомендовать режим закалки и отпуска и сопоставить механические свойства, которые могут обеспечить углеродистая качественная и легированная стали выбранных марок для вала указанного диаметра.
№ 5. Выбрать сталь для изготовления тяжело нагруженных коленчатых валов диаметром 60 мм: предел прочности должен быть не ниже 750 МПа.
Рекомендовать состав и марку стали, режим термической обработки, структуру и механические свойства после закалки и после отпуска.
ЗАДАЧИ ПО ИНСТРУМЕНТАЛЬНЫМ
СТАЛЯМ И СПЛАВАМ
№ 6. Стойкость сверл и фрез, изготовленных из быстрорежущей стали умеренной теплостойкости марки Р12 и обрабатывавших конструкционные стали твердостью НВ 180—200, была удовлетворительной.
Однако стойкость этих сверл резко снизилась при обработке жаропрочной аустенитной стали.
Рекомендовать быстрорежущую сталь повышенной теплостойкости, пригодную для производительного резания жаропрочных сталей, указать ее марку и химический состав, термическую обработку и микроструктуру в готовом инструменте.
Сопоставить теплостойкость стали Р12 и выбранной стали.
Решение задачи № 6
Режущие инструменты для производительного резания изготовляют из быстрорежущих сталей, так как эти стали обладают теплостойкостью. Они сохраняют мартенситную структуру и высокую твердость при повышенном нагреве (500—650° С), возникающем в режущей кромке.
Однако стойкость инструментов из быстрорежущих сталей, подвергавшихся оптимальной термической обработке, определяется не только их химическим составом, структурой и режимом резания, но сильно зависит от свойств обрабатываемого материала.
При резании сталей и сплавов с аустенитной структурой (нержавеющих, жаропрочных и др.), получающих все более широкое применение в промышленности, стойкость инструментов и предельная скорость резания могут сильно снижаться по сравнению с получаемыми при резании обычных конструкционных сталей и чугунов с относительно невысокой твердостью (до НВ 220—250). Это связано главным образом с тем, что теплопроводность аустенитных сплавов пониженная. Вследствие этого тепло, выделяющееся при резании, лишь в небольшой степени поглощается сходящей стружкой и деталью и в основном воспринимается режущей кромкой. Кроме того,
эти сплавы сильно упрочняются под режущей кромкой в процессе резания, из-за чего заметно возрастают усилия резания.
Для резания подобных материалов, называемых труднообрабатываемыми, мало пригодны быстрорежущие стали умеренной теплостойкости, сохраняющие высокую твердость (HRC 60) и мартенситную структуру после нагрева не выше 615—620°С. Для обработки аустенитных сплавов необходимо выбирать быстрорежущие стали повышенной теплостойкости, а именно кобальтовые. Кобальт способствует выделению при отпуске наряду с карбидами также и частиц интерметаллидов, более стойких против коагуляции, и затрудняет процессы диффузии при температурах нагрева режущей кромки. Кобальтовые стали сохраняют твердость HRC 60 после более высокого нагрева: до 640—645° С. Кроме того, кобальт заметно (на 30—40%) повышает теплопроводность быстрорежущей стали, а следовательно, снижает температуры режущей кромки из-за лучшего отвода тепла в тело инструмента. Наконец, стали с кобальтом имеют более высокую твердость (до HRC 68 у стали Р8МЗК6С).
Для сверл и фрез, применяемых для резания аустенитных сплавов, рекомендуются кобальтовые стали марок Р12Ф4К5 или Р8МЗК6С. Термическая обработка кобальтовых сталей принципиально не отличается от обработки других быстрорежущих сталей. Она следующая.
Инструменты закаливают с очень высоких температур (1240— 1250° С для стали Р12Ф4К5 и 1210—1220° С для стали Р8МЗК6С), что необходимо для растворения большего количества карбидов и насыщения аустенита (мартенсита) легирующими элементами: вольфрамом, молибденом, ванадием и хромом. Еще более высокий нагрев, дополнительно усиливающий перевод карбидов в раствор, недопустим: он вызывает рост зерна, что снижает прочность и вязкость. Структура стали после закалки: мартенсит, остаточный аустенит (15—30%) и избыточные карбиды, не растворяющиеся при нагреве и задерживавшие рост зерна. Твердость HRC 60— 62.
Затем инструменты отпускают при 550—560° С (3 раза по 60 мин). Отпуска вызывает: а) выделение дисперсных карбидов и интерметаллидов из мартенсита (дисперсионное твердение), что повышает твердость до HRC 66—69; б) превращает мягкую составляющую — остаточный аустенит в мартенсит; в) снимает напряжения, вызываемые мартенситным превращением.
После отпуска инструменты шлифуют, а затем подвергают цианированию, чаще всего жидкому в смеси NaCN (50%) и Na2C03 (50%) с выдержкой 15—30 мин (в зависимости от сечения инструмента).
Твердость цианированного слоя на глубину 0,02—0,03 мм достигает HRC 69—70; немного (на 10° С) возрастает и теплостойкость. При нагреве для цианирования снимаются также напряжения, вызванные шлифованием. Цианирование повышает стойкость инструментов на 50—80%.
После цианирования целесообразен кратковременный нагрев при 450—500° С в атмосфере пара и с охлаждением в масле; поверхность инструмента приобретает тогда синий цвет и несколько лучшую стойкость против воздушной коррозии.
№ 7. Выбрать сталь для червячных фрез, обрабатывающих конструкционные стали твердостью НВ 220—240.
Объяснить причины, по которым для этого назначения нецелесообразно использовать углеродистую инструментальную сталь У12 с высокой твердостью (HRC 63—64).
Рекомендовать режим термической обработки фрез из выбранной быстрорежущей стали, приняв, что фрезы изготовлены из проката диаметром 40 мм.
№ 8. Завод должен изготовить долбяки, обрабатывающие с динамическими нагрузками конструкционные стали с твердостью НВ 200—230.
Выбрать марку быстрорежущей стали, наиболее пригодной для этого назначения, рекомендовать режим термической обработки и указать структуру и свойства (для долбяков наружным диаметром 60 мм).
№ 9. Завод изготовлял протяжки из высоковольфрамовой стали Р18.
Указать, можно ли использовать для протяжек менее легированную, а следовательно, более экономичную быстрорежущую сталь.
Выбрать марку стали для протяжек, обрабатывающих конструкционные стали с твердостью до НВ 250, указать ее термическую обработку, структуру и свойства для случаев, когда протяжки изготовляют из проката диаметром 40 и 85 мм.
ЗАДАЧИ ПО цветным металлам И СПЛАВАМ
№ 10. Многие изделия изготавливают из латуни вытяжкой из листа в холодном состоянии. Иногда в изделиях обнаруживаются трещи-
ны, возникающие без приложения внешних нагрузок (так называемое «сезонное растрескивание»). На рис. 1 показана деталь после глубокой вытяжки и после растрескивания при вылеживании.
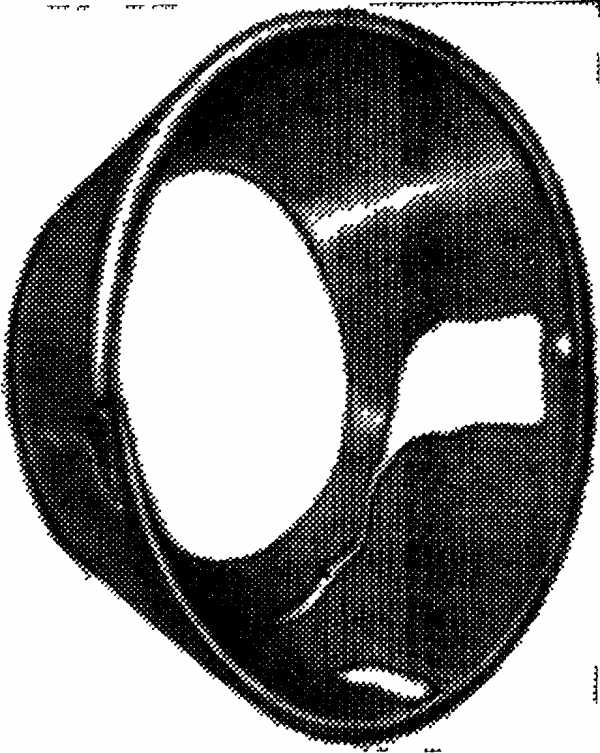 Рис.
1. Растрескивание латунной детали
после глубокой вытяжки и вылеживания
Рис.
1. Растрескивание латунной детали
после глубокой вытяжки и вылеживания
Объяснить сущность этого явления и указать способы его предубеждения.
Подобрать марку латуни, не подверженной сезонному растрескиванию. Кроме того, описать структуру, технологические свойства α и α + β’-латуней.
Решение задачи № 10
Латуни в зависимости от содержания цинка и структуры можно разделить на три класса:
1. α-латуни ……. До 39,5% Zn
2. α + β’-латуни ….. От 39,5 до 45,7% Zn
3. β’-латуни ……. От 45,7 до 51% Zn
Увеличение содержания цинка изменяет структуру и свойства латуни (рис. 2).
Увеличение содержания цинка до определенного предела повышает пластичность и прочность. Пластичность достигает максимальных значений при 30—32% Zn, а прочность — при 40%. При дальнейшем увеличении содержания цинка прочность и пластичность снижаются.
Это изменение свойств определяется свойствами соответствующих фаз, образующихся при введении цинка.
α-фаза представляет твердый раствор типа замещения, пластичность и прочность которой возрастают по мере увеличения содержания цинка.
β’-фаза — твердый раствор на базе электронного соединения с
центрированной кубической решеткой и упорядоченным расположением атомов. Эта фаза отличается повышенной хрупкостью и твердостью; поэтому образование β-фазы снижает вязкость и повышает твердость.
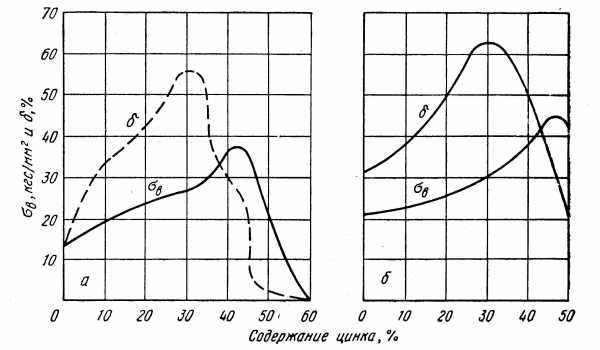
Рис. 2. Механические свойства латуни в зависимости от содержания цинка:
а — литая латунь; б — катаная и отожженная латунь
При нагреве выше 450° С β’-фаза превращается в неупорядоченный твердый раствор β, отличающийся большей пластичностью, чем β’-фаза. Из диаграммы состояния видно, что α + β’-латуни приобретают при таком нагреве однородную структуру β-твердого раствора, а следовательно, и большую пластичность.
Эти свойства фаз определяют технологический прогресс изготовления изделий из различных сортов латуни, а также их назначение.
Изделия из α-латуни изготавливают главным образом холодной или горячей деформацией; обработка резанием не дает достаточно чистой поверхности. Изделия из α + β’-латуни изготавливают горячей (прессование, штамповка) или холодной деформацией (но без вытяжки) или обработкой резанием.
В результате последующего отжига прочность сплава понижается, но пластичность возрастает (рис. 3).
Холодная деформация латуни создает в изделии остаточные напряжения. Они возникают и в результате местной холодной деформации (при изгибе деталей, чеканке, развальцовке и т. п.).
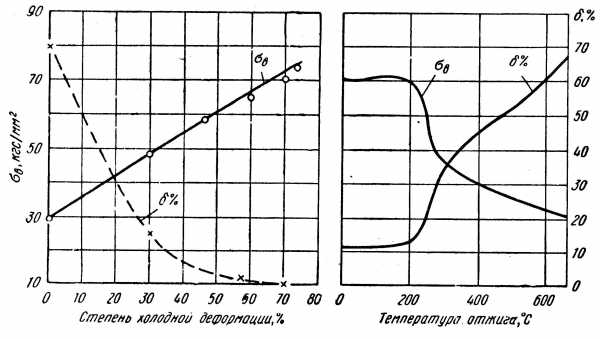
Рис. 3. Механические свойства латуни Л68 в зависимости:
а — от степени деформации; б — от температуры отжига
При вылеживании или эксплуатации в латунных изделиях иногда возникают трещины. «Сезонное растрескивание» наблюдается главные образом в латунях с содержанием более 20% Zn и отчетливо обнаруживается, например, в полых изделиях, прутках и т. д. Сезонное растрескивание усиливается в химически активных средах, особенно в парах аммиака, ртутных солях, ртути, мыльной воде и т. д. Образование трещин является результатом совместного действия остаточных напряжений, созданных холодной деформацией (наиболее опасны растягивающие напряжения), и химически активных сред.
Для предохранения от сезонного растрескивания нужен отпуск с нагревом до 200—300° С; это снимает большую часть остаточных напряжений и незначительно снижает прочность.
Но в условиях изготовления и монтажа конструкций с применением развальцовки, гибки и т. д. не всегда возможно избежать возникновения местных, даже незначительных деформаций, а, следовательно, и сезонного растрескивания. В таких случаях применяют более дорогие (и имеющие меньшую прочность), но не склонные к сезонному растрескиванию латуни Л96 и Л90. Латуни Л96 и Л90 обладают высокой теплопроводностью.
Латуни можно заменить алюминиевой бронзой, не склонной к сезонному растрескиванию и обладающей аналогичными значениями прочности и пластичности.
№ 11. Гребные винты морских пароходов имеют сложную форму и очень массивны, например масса винта современного крупного океанского теплохода достигает 30—50 т.
Наметить схему технологии изготовления винта, учитывая его форму. Исходя из этой схемы и условий работы винта в морской воде, подобрать состав сплава и указать его структуру и механические свойства.
№ 12. Некоторые детали арматуры турбин, котлов гидронасосов и т. п., работающие во влажной атмосфере и изготавливаемые массовыми партиями литьем, имеют сложную форму. В процессе литья должна быть обеспечена максимальная точность размеров.
Указать состав применяемого для этой цели цветного сплава, его структуру и механические свойства; привести способ литья, позволяющий создать требуемую высокую точность с минимальной последующей механической обработкой.
Привести химический состав стали для форм, применяемых для литья выбранного сплава, и указать режим термической обработки, а также структуру стали в готовом изделии.
№ 13. Многие детали приборов и оборудования, подверженные действию морской воды, изготавливают из цветного сплава путем холодной деформации в несколько операций.
Подобрать сплав, стойкий против действия морской воды, и привести его химический состав.
Указать режим промежуточной термической обработки выбранного сплава и привести его механические свойства после деформации и термической обработки. Сравнить состав стали, стойкой против действия морской воды;
привести режим ее термической обработки, механические свойства и структуру.
№ 14. Трубки в паросиловых установках должны быть стойки против коррозии.
Подобрать марку сплава на медной основе, пригодного для изготовления трубок и не содержащего дорогих элементов; привести состав выбранного сплава.
Указать способ изготовления трубок и сравнить механические свойства выбранного сплава, получаемые после окончательной обработки, с механическими свойствами стали, стойкой против коррозии в тех же средах.
studfiles.net
Химический состав стали
Свойства стали определяются ее химическим составом. Содержащиеся в стали компоненты можно разделить на четыре группы: постоянные (обыкновенные), скрытые, случайные и специальные (легирующие).
К постоянным примесям относятся углерод, марганец, кремний, сера и фосфор.
Углерод — неотъемлемая составляющая часть стали, оказывающая на ее свойства основное влияние. Его содержание в выпускаемых марках стали колеблется от 0,1 до 1,4 %. С увеличением содержания углерода в стали повышаются ее твердость и прочность, уменьшаются пластичность и вязкость.
Марганец относится к постоянным примесям, если его содержание составляет менее 1 %. При содержании более 1 % он является легирующим элементом.
Марганец является раскислителем стали. Он повышает ее прочность, износостойкость и прокаливаемость, снижает коробление при закалке, улучшает режущие свойства стали. Однако ударная вязкость при этом снижается. Сталь, содержащая 11—14 % марганца (сталь Гатфильда), отличается высокой износостойкостью, так как способна упрочняться при пластической деформации. Сталь, содержащая 10—12 % марганца, становится немагнитной.
Кремний также является раскислителем стали и легирующим элементом, если его содержание превышает 0,8 %. Он увеличивает прочностные свойства стали, предел упругости, коррозионную и жаростойкость, однако снижает ее ударную вязкость.
Сера и фосфор являются вредными примесями. Так, сера делает сталь «красноломкой», а фосфор, повышая твердость стали, снижает ее ударную вязкость и вызывает «хладноломкость», т. е. хрупкость при температурах ниже —50°C.
Скрытые примеси представляют собой кислород, азот и водород, частично растворенные в стали и присутствующие в виде неметаллических включений (окислов, нитридов). Они являются вредными примесями, так как разрыхляют металл при горячей обработке, вызывают в нем надрывы (флокены).
Случайные примеси — это медь, цинк, свинец, хром, никель и другие металлы, попадающие в сталь с шихтовыми материалами. В основном они ухудшают качество стали.
Специальные добавки (легирующие элементы) вводятся в сталь с целью придания ей тех или иных свойств. К ним относятся марганец, кремний, хром, никель, молибден, вольфрам, ванадий, бор, ниобий, цирконий, селен, теллур, медь и др.
Наиболее распространенным легирующим элементом является хром. Он препятствует росту зерна при нагреве стали, улучшает механические и режущие свойства, повышает коррозионную стойкость, прокаливаемость, способствует лучшей работе на истирание. При содержании хрома свыше 10 % сталь становится нержавеющей, но одновременно теряет способность воспринимать закалку.
Никель повышает прочность стали при сохранении высокой вязкости, препятствует росту зерна при нагреве, снижает коробление при закалке, увеличивает коррозионную стойкость и прокаливаемость. При содержании никеля 18—20 %-я сталь становится немагнитной, жаростойкой, жаропрочной и коррозионностойкой.
Молибден измельчает зерно стали, значительно повышает ее прокаливаемость, стойкость против отпуска, вязкость при низких температурах, ковкость и абразивную стойкость, снижает склонность к отпускной хрупкости.
Вольфрам повышает твердость и режущие свойства стали, прокаливаемость, прочность и вязкость. Стали с содержанием 9 и 18 % вольфрама известны как быстрорежущие.
Ванадий создает мелкозернистую структуру стали, задерживает рост зерна при нагреве, повышает ударную вязкость, устойчивость против вибрационных нагрузок, прокаливаемость и стойкость против отпуска.
Бор увеличивает прокаливаемость стали, повышает ее циклическую вязкость, способность гасить колебания высокой частоты, снижает склонность к необратимой отпускной хрупкости.
Ниобий предотвращает межкристаллическую коррозию, улучшает сварочные свойства, повышает пластичность, прочность и ползучесть стали при высоких температурах.
Цирконий повышает предел выносливости стали на воздухе и в коррозионных средах, улучшает ее прочностные характеристики при повышенных температурах и ударную вязкость при температуре ниже нуля, замедляет рост зерна, повышает прокаливаемость и свариваемость.
Медь повышает коррозионную стойкость стали, а селен и теллур — механические свойства стали и особенно ее пластичность.
perwerts.ru
Виды сталей, их маркировка, таблицы расшифровки
Сталь является основным металлическим материалом, применяемым в производстве машин, инструментов и приборов. Ее широкое использование объясняется наличием в этом материале целого комплекса ценных технологических, механических и физико-химических свойств. К тому же, сталь имеет относительно невысокую стоимость и может изготавливаться значительными партиями. Процесс производства этого материала постоянно совершенствуется, благодаря чему свойства и качество стали могут обеспечивать безаварийную эксплуатацию современных машин и приборов при высоких рабочих параметрах.
Общие принципы классификации марок сталей
Основные классификационные признаки сталей: химический состав, назначение, качество, степень раскисления, структура.
- Стали по химическому составу подразделяют на углеродистые и легированные. По массовой доле углерода и первая, и вторая группы сталей делят на: низкоуглеродистые (менее 0,3% С), среднеуглеродистые (концентрация С находится в пределах 0,3-07%), высокоуглеродистые – с концентрацией углерода более 0,7%.
Легированными называются стали, содержащие, помимо постоянных примесей, добавки, вводимые для повышения механических свойств этого материала.
В качестве легирующих добавок используют хром, марганец, никель, кремний, молибден, вольфрам, титан, ванадий и многие другие, а также сочетание этих элементов в различных процентных соотношениях. По количеству добавок стали делят на низколегированные (легирующих элементов менее 5%), среднелегированные (5-10%), высоколегированные (содержат более 10% добавок).
- По своему назначению стали бывают конструкционными, инструментальными и материалами специального назначения, обладающими особыми свойствами.
Наиболее обширным классом являются конструкционные стали, которые предназначаются для изготовления строительных конструкций, деталей приборов и машин. В свою очередь, конструкционные стали подразделяют на рессорно-пружинные, улучшаемые, цементуемые и высокопрочные.
Инструментальные стали различают в зависимости от назначения произведенного из них инструмента: мерительного, режущего, штампов горячей и холодной деформации.
Стали специального назначения разделяют на несколько групп: коррозионностойкие (или нержавеющие), жаростойкие, жаропрочные, электротехнические.
- По качеству стали бывают обыкновенного качества, качественными, высококачественными и особо качественными.
Под качеством стали понимают сочетание свойств, обусловленных процессом её изготовления. К таким характеристикам относятся: однородность строения, химического состава, механических свойств, технологичность. Качество стали зависит от содержания в материале газов – кислорода, азота, водорода, а также вредных примесей – фосфора и серы.
- По степени раскисления и характеру процесса затвердевания стали бывают спокойными, полуспокойными и кипящими.
Раскислением называют операцию удаления из жидкой стали кислорода, который провоцирует хрупкое разрушение материала при горячих деформациях. Спокойные стали раскисляют с помощью кремния, марганца и алюминия.
- По структуре разделяют стали в отожженном (равновесном) состоянии и нормализованном. Структурные формы сталей – феррит, перлит, цементит, аустенит, мартенсит, ледебурит и другие.
Влияние углерода и легирующих элементов на свойства стали
Стали промышленного производства являются сложными по химическому составу сплавами железа и углерода. Кроме этих основных элементов, а также легирующих компонентов в легированных сталях, материал содержит постоянные и случайные примеси. От процентного содержания этих компонентов и зависят основные характеристики стали.
Как защитить свои постройки от коррозии арматуры в бетоне: профилактика, лечение, советы специалистов.Станки для резки и гибки арматуры: здесь Вы узнаете о том, для чего они нужны, как их использовать и насколько они необходимы на строительной площадке.В нашем прайс-листе Вы можете ознакомиться с актуальной стоимостью арматуры в Санкт-Петербурге и Ленинградской области.
Определяющее влияние на свойства стали оказывает углерод. После отжига структура этого материала состоит из феррита и цементита, содержание которого увеличивается пропорционально росту концентрации углерода. Феррит является малопрочной и пластичной структурой, а цементит – твердой и хрупкой. Поэтому повышение содержания углерода приводит к увеличению твердости и прочности и снижению пластичности и вязкости. Углерод меняет технологические характеристики стали: обрабатываемость давлением и резанием, свариваемость. Увеличение концентрации углерода приводит к ухудшению обрабатываемости резанием из-за упрочнения и снижения теплопроводности. Отделение стружки от стали с высокой прочностью повышает количество выделяемой теплоты, что провоцирует уменьшение стойкости инструмента. Но низкоуглеродистые стали с малой вязкостью также обрабатываются плохо, так как образуется с трудом удаляемая стружка.
Наилучшую обрабатываемость резанием имеют стали с содержанием углерода 0,3-0,4%.
Увеличение концентрации углерода приводит к снижению способности стали к деформации в горячем и холодном состояниях. Для стали, предназначенной для сложной холодной штамповки, количество углерода ограничено 0,1%.
Хорошей свариваемостью обладают низкоуглеродистые стали. Для сварки средне- и высокоуглеродистых сталей используют подогрев, медленное охлаждение и прочие технологические операции, предотвращающие появление холодных и горячих трещин.
Для получения высоких прочностных свойств количество легирующих компонентов должно быть рациональным. Избыток легирования, исключая введение никеля, приводит к снижению запаса вязкости и провокации хрупкого разрушения.
- Хром – недефицитный легирующий компонент, оказывает позитивное воздействие на механические свойства стали при его содержании до 2%.
- Никель – наиболее ценная и дефицитная легирующая добавка, вводимая в концентрации 1-5%. Он наиболее эффективно снижает порог хладноломкости и способствует увеличению температурного запаса вязкости.
- Марганец, как более дешёвый компонент, часто используют в качестве заменителя никеля. Увеличивает предел текучести, но может сделать сталь чувствительной к перегреву.
- Молибден и вольфрам – дорогие и дефицитные элементы, применяемые для повышения теплостойкости быстрорежущих сталей.
Принципы маркировки сталей по российской системе
На современном рынке металлопродукции не существует общей системы маркировки сталей, что значительно затрудняет торговые операции, приводя к частым ошибкам при заказе.
В России принята буквенно-цифровая система обозначения, в которой буквами маркируют названия элементов, содержащихся в стали, а цифрами – их количество. Буквами также обозначают способ раскисления. Маркировкой «КП» обозначают кипящие стали, «ПС» – полуспокойные, а «СП» – спокойные стали.
- Стали обыкновенного качества имеют индекс Ст, после которого указывается условный номер марки от 0 до 6. Затем указывают степень раскисления. Впереди ставят номер группы: А – сталь с гарантированными механическими характеристиками, Б – химическим составом, В – обоими свойствами. Как правило, индекс группы А не ставится. Пример обозначения – Б Ст.2 КП.
- Для обозначения конструкционных качественных углеродистых сталей впереди указывается двухзначное число, обозначающее содержание С сотыми долями процента. В конце – степень раскисления. Например, сталь 08КП. Качественные инструментальные углеродистые стали впереди имеют букву У, а далее – концентрация углерода двухзначным числом в десятых долях процента – например, сталь У8. Высококачественные стали в конце марки имеют букву А.
- В марках легированных сталей буквами обозначают легирующие элементы: «Н» – никель, «Х» – это хром, «М» – молибден, «Т» – это титан, «В» – вольфрам, «Ю» — алюминий. В конструкционных легированных сталях впереди указывается содержание С в сотых частях процента. В инструментальных легированных сталях углерод маркируется десятыми долями процента, если содержание этого компонента превышает 1,5% – его концентрация не указывается.
- Быстрорежущие инструментальные стали обозначены индексом Р и указанием содержания вольфрама в процентах, например, Р18.
Маркировка сталей по американской и европейской системам
Какие существуют виды арматуры и арматурных изделий, Вы можете прочитать в нашей статье.Декоративный бетон — один из наиболее популярных отделочных материалов для приусадебных участков. Мы написали о том, как изготовить своими руками декоративно-штампованный бетон.Собираетесь купить металлопрокат? В нашем магазине разумные цены и качество производителя.
В США существует несколько систем маркировки сталей, разработанных различными организациями по стандартизации. Для нержавеющих сталей, чаще всего, применяют систему AISI, которая действует и в Европе. Согласно AISI, сталь обозначается тремя цифрами, в отдельных случаях после них идут одна или несколько букв. Первая цифра говорит о классе стали, если она – 2 или 3, то это аустенитный класс, если 4 – ферритный или мартенситный. Следующие две цифры обозначают порядковый номер материала в группе. Буквы обозначают:
- L – низкую массовую доля углерода, менее 0,03%;
- S – нормальную концентрацию С, менее 0,08%;
- N – означает, что добавлен азот;
- LN – низкое содержание углерода сочетается с добавкой азота;
- F – повышенную концентрацию фосфора и серы;
- Se – сталь содержит селен, В – кремний, Cu – медь.
 В Европе применяется система EN, которая отличается от российской тем, что в ней сначала перечисляются все легирующие элементы, а затем в том же порядке цифрами указывается их массовая доля. Первая цифра – концентрация углерода в сотых долях процента.
В Европе применяется система EN, которая отличается от российской тем, что в ней сначала перечисляются все легирующие элементы, а затем в том же порядке цифрами указывается их массовая доля. Первая цифра – концентрация углерода в сотых долях процента.
Если легированные стали, конструкционные и инструментальные, кроме быстрорежущих, включают более 5% хотя бы одной легирующей добавки, перед содержанием углерода ставят букву «Х».
Страны ЕС применяют маркировку EN, в некоторых случаях параллельно указывая национальную марку, но с пометкой «устаревшая».
Международные аналоги коррозионно-стойких и жаропрочных сталей
Коррозионно-стойкие стали
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| 1.4000 | X6Cr13 | 410S | SUS 410 S | 08Х13 |
| 1.4006 | X12CrN13 | 410 | SUS 410 | 12Х13 |
| 1.4021 | X20Cr13 | (420) | SUS 420 J1 | 20Х13 |
| 1.4028 | X30Cr13 | (420) | SUS 420 J2 | 30Х13 |
| 1.4031 | X39Cr13 | SUS 420 J2 | 40Х13 | |
| 1.4034 | X46Cr13 | (420) | 40Х13 | |
| 1.4016 | X6Cr17 | 430 | SUS 430 | 12Х17 |
| 1.4510 | X3CrTi17 | 439 | SUS 430 LX | 08Х17Т |
| 1.4301 | X5CrNI18-10 | 304 | SUS 304 | 08Х18Н10 |
| 1.4303 | X4CrNi18-12 | (305) | SUS 305 | 12Х18Н12 |
| 1.4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03Х18Н11 |
| 1.4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08Х18Н10Т |
| 1.4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10Х17Н13М2Т |
Жаропрочные марки стали
Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (GOST) |
| 1.4878 | X12CrNiTi18-9 | 321 H | 12Х18Н10Т | |
| 1.4845 | X12CrNi25-21 | 310 S | 20Х23Н18 |
Марки быстрорежущих сталей
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
Р0 М2 СФ10-МП | — | — | А11 |
Р2 М9-МП | S2-9-2 | 1.3348 | М7 |
Р2 М10 К8-МП | S2-10-1-8 | 1.3247 | М42 |
Р6 М5-МП | S6-5-2 | 1.3343 | М2 |
Р6 М5 К5-МП | S6-5-2-5 | 1.3243 | — |
Р6 М5 Ф3-МП | S6-5-3 | 1.3344 | М3 |
Р6 М5 Ф4-МП | — | — | М4 |
Р6 М5 Ф3 К8-МП | — | — | М36 |
Р10 М4 Ф3 К10-МП | S10-4-3-10 | 1.3207 | — |
Р6 М5 Ф3 К9-МП | — | — | М48 |
Р12 М6 Ф5-МП | — | — | М61 |
Р12 Ф4 К5-МП | S12-1-4-5 | 1.3202 | — |
Р12 Ф5 К5-МП | — | — | Т15 |
Р18-МП | — | — | Т1 |
Конструкционная сталь
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
10 | C10E | 1.1121 | 1010 |
10XГН1 | 10 ХГН1 | 1.5805 | — |
14 ХН3 М | 14 NiCrMo1-3-4 | 1.6657 | 9310 |
15 | C15 Е | 1.1141 | 1015 |
15 Г | С16 Е | 1.1148 | 1016 |
16 ХГ | 16 МnCr5 | 1.7131 | 5115 |
16XГР | 16Mn CrB5 | 1.7160 | — |
16 ХГН | 16NiCr4 | 1.5714 | — |
17 Г1 С | S235J2G4 | 1.0117 | — |
17 ХН3 | 15NiCr13 | 1.5752 | Е3310 |
18 ХГМ | 18CrMo4 | 1.7243 | 4120 |
18 Х2 Н2 М | 18CrNiMo7-6 | 1.6587 | — |
20 | C22E | 1.1151 | 1020 |
20 ХМ | 20MoCr3 | 1.7320 | 4118 |
20 ХГНМ | 20MoCr2-2 | 1.6523 | 8617 |
25 | C25E | 1.1158 | 1025 |
25 ХМ | 25CrMo4 | 1.7218 | 4130 |
28 Г | 28Mn6 | 1.1170 | 1330 |
30 | C30E | 1.1178 | 1030 |
34 Х | 34Cr4 | 1.7033 | 5130 |
34 Х2 Н2 М | 34CrNiMo6 | 1.6582 | 4340 |
35 | C35E | 1.1181 | 1035 |
36 ХНМ | 36CrNiMo4 | 1.6511 | 9840 |
36 Х2 Н4 МА | 36NiCrMo16 | 1.6773 | — |
40 | C40E | 1.1186 | 1040 |
42 ХМ | 42CrMo4 | 1.7225 | 4140 |
45 | C45E | 1.1191 | 1045 |
46 Х | 46Cr2 | 1.7006 | 5045 |
50 | C50E | 1.1206 | 1050 |
50 ХГФ | 50CrV4 | 1.8159 | 6150 |
Базовый сортамент нержавеющих марок стали
СНГ (ГОСТ) | Евронормы (EN) | Германия ( DIN) | США (AISI) |
03 Х17 Н13 М2 | 1.4404 | X2 CrNiMo 17-12-2 | 316 L |
03 Х17 Н14 М3 | 1.4435 | X2 CrNiMo 18-4-3 | — |
03 Х18 Н11 | 1.4306 | X2 CrNi 19-11 | 304 L |
03 Х18 Н10 Т-У | 1.4541-MOD | — | — |
06 ХН28 МДТ | 1.4503 | X3 NiCrCuMoTi 27-23 | — |
06 Х18 Н11 | 1.4303 | X4 CrNi 18-11 | 305 L |
08 Х12 Т1 | 1.4512 | X6 CrTi 12 | 409 |
08 Х13 | 1.4000 | Х6 Cr 13 | 410S |
08 Х17 Н13 М2 | 1.4436 | X5CrNiMo 17-13-3 | 316 |
08 Х17 Н13 М2 Т | 1.4571 | Х6 CrNiMoTi 17-12-2 | 316Ti |
08 Х17 Т | 1.4510 | Х6 СrTi 17 | 430Ti |
08 Х18 Н10 | 1.4301 | X5 CrNi 18-10 | 304 |
08 Х18 Н12 Т | 1.4541 | Х6 CrNiTi 18-10 | 321 |
10 Х23 Н18 | 1.4842 | X12 CrNi 25-20 | 310S |
10X13 | 1.4006 | X10 Cr13 | 410 |
12 Х18 Н10 Т | 1.4878 | X12 CrNiTi 18-9 | — |
12 Х18 Н9 | — | — | 302 |
15 Х5 М | 1.7362 | Х12 СrMo 5 | 501 |
15 Х25 Т | 1.4746 | Х8 CrTi 25 | — |
20X13 | 1.4021 | Х20 Cr 13 | 420 |
20 Х17 Н2 | 1.4057 | X20 CrNi 17-2 | 431 |
20 Х23 Н13 | 1.4833 | X7 CrNi 23-14 | 309 |
20 Х23 Н18 | 1.4843 | X16 CrNi 25-20 | 310 |
20 Х25 Н20 С2 | 1.4841 | X56 CrNiSi 25-20 | 314 |
03 Х18 АН11 | 1.4311 | X2 CrNiN 18-10 | 304LN |
03 Х19 Н13 М3 | 1.4438 | X2 18-5-4 | 317L |
03 Х23 Н6 | 1.4362 | X2 CrNiN 23-4 | — |
02 Х18 М2 БТ | 1.4521 | X2 CrMoTi 18-2 | 444 |
02 Х28 Н30 МДБ | 1.4563 | X1 NiCrMoCu 31-27-4 | — |
03 Х17 Н13 АМ3 | 1.4429 | X2 CrNiMoN 17-13-3 | 316LN |
03 Х22 Н5 АМ2 | 1.4462 | X2 CrNiMoN 22-5-3 | — |
03 Х24 Н13 Г2 С | 1.4332 | Х2 CrNi 24-12 | 309L |
08 Х16 Н13 М2 Б | 1.4580 | X1 CrNiMoNb 17-12-2 | 316 Сd |
08 Х18 Н12 Б | 1.4550 | X6 CrNiNb 18-10 | 347 |
08 Х18 Н14 М2 Б | 1.4583 Х10 CrNiMoNb | Х10 CrNiMoNb 18-12 | 318 |
08X19AH9 | — | — | 304N |
08X19h23M3 | 1.4449 | X5 CrNiMo 17-13 | 317 |
08X20h21 | 1.4331 | X2 CrNi 21-10 | 308 |
08X20h30TЮ | 1.4847 | X8 СrNiAlTi 20-20 | 334 |
08X25h5M2 | 1.4460 | X3 CrnImOn 27-5-2 | 329 |
08X23h23 | — | — | 309S |
09X17H7 Ю | 1.4568 | X7 CrNiAl 17-7 | 631 |
1X16h23M2 Б | 1.4580 | Х6 CrNiMoNb 17-12-2 | 316Cd |
10X13 СЮ | 1.4724 | Х10 CrAlSi 13 | 405 |
12X15 | 1.4001 | X7 Cr 14 | 429 |
12X17 | 1.4016 | X6 Cr17 | 430 |
12X17M | 1.4113 | X6 CrMo 17-1 | 434 |
12X17MБ | 1.4522 | Х2 СrMoNb | 436 |
12X18h22 | 1.3955 | GX12 CrNi 18-11 | 305 |
12X17 Г9 АН4 | 1.4373 | Х12 CrMnNiN 18-9-5 | 202 |
15X9M | 1.7386 | X12 CrMo 9-1 | 504 |
15X12 | — | — | 403 |
15X13h3 | — | — | 414 |
15X17H7 | 1.4310 | X12 CrNi 17-7 | 301 |
Подшипниковая сталь
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
ШХ4 | 100Cr2 | 1.3501 | 50100 |
ШХ15 | 100Cr6 | 1.3505 | 52100 |
ШХ15 СГ | 100CrMn6 | 1.3520 | A 485 (2) |
ШХ20 М | 100CrMo7 | 1.3537 | A 485 (3) |
Рессорно-пружинная сталь
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
38 С2 А | 38Si7 | 1.5023 | — |
50 ХГФА | 50CrV4 | 1.8159 | 6150 |
52 ХГМФА | 51CrMoV4 | 1.7701 | — |
55 ХС2 А | 54SICr6 | 1.7102 | — |
55 ХГА | 55Cr3 | 1.7176 | 5147 |
60 С2 ХГА | 60SiCR7 | 1.7108 | 9262 |
Теплоустойчивая сталь
Марка стали | Аналоги в стандартах США | ||
Страны СНГ ГОСТ | Евронормы | ||
10 Х2 М | 10CrMo9-10 | 1.7380 | F22 |
13 ХМ | 13CrMo4-4 | 1.7335 | F12 |
14 ХМФ | 14MoV6-3 | 1.7715 | — |
15 М | 15Mo3 | 1.5415 | F1 |
17 Г | 17Mn4 | 1.0481 | — |
20 | C22.8 | 1.0460 | — |
20 Г | 20Mn5 | 1.1133 | — |
20 Х11 МНФ | X20CrMoV12-1 | 1.4922 | — |
www.navigator-beton.ru