Оборудование для производства алюминиевых конструкций
Алюминиевые конструкции имеют ряд неоспоримых преимуществ..
Необходимое оборудование для производства алюминиевых конструкций. Приобретение продукции, оборудования и комплектующих в одном месте. Оборудование для производства пластиковых окон Оборудование для.. Помимо производства алюминиевых конструкций (дверей из алюминия.. Каталог@ Строительные конструкции и изделия из алюминия и.
Оборудование для производства алюминиевых окон отрезные станки. Оборудование для производства строительных материалов и конструкций. Пористого оксида алюмини производство алюминиевых конструкций в москв..
Оборудование — Производство окон оборудование для производство алюминиевых конструкций.
Фирма ОМЕГА осуществляет прямые поставки оборудования для производства окон ПВХ, дверей и других конструкций ведущих турецких заводов. Оборудование для производства пластиковых окон Оборудование для.. Рольставни предназначены для.
Оборудование для производства алюминиевых конструкций.. Станки и оборудование для производства алюминиевых окон В ассортименте продукции OZGENC присутствует полный перечень оборудования, необходимый для производства алюминиевых окон. Специализация Изготовление конструкций из алюминиевого и ПВХ профилей;. Группа компаний КРАМОС — опалубка, алюминиевый профиль.
Алюминиевые профили, пруток.
Предложить такое оборудование и станки для алюминиевых конструкций и ПВХ.
Специализация компании — производство оборудования для обработки и сборки алюминиевых и ПВХ конструкций.
Оборудование для производство алюминиевых конструкций 9 янв. Продаю Ооо, производство Пвх, алюминиевых конструкций, центр.. Сценических комплексов и алюминиевых кофров для оборудования сцены.. Оборудование для изготовления конструкций из.
Алюминиевый профиль конструкции и оборудование Более 10 лет мы занимаемся изготовлением и продажей алюминиевых профилей, конструкций и оборудования для производства окон ПВХ и алюминиевых конструкций. Оборудование для производства окон, дверей и фасадных конструкций. ООО Олимп Мы также осуществляем изготовление алюминиевых конструкций, производим застройку. Оборудование для производства алюминиевых конструкций..
Описание деятельности фирмы ООО Интерпласт предлагает оборудование для производства металлопластиковых и алюминиевых конструкций, стеклопакетов.
 Информация по производству окон и дверей из алюминиевого профиля, оборудование для производства, профиль, комплектующие для сборки конструкций из.
Информация по производству окон и дверей из алюминиевого профиля, оборудование для производства, профиль, комплектующие для сборки конструкций из.Предлагаем вам весь спектр оборудования для производства алюминиевых окон.. Производство светопрозрачных строительных конструкций..
Проектирование, Производство и Монтаж Алюминиевых конструкций.
Алюминиевые окна и алюминиевые конструкции позволили уйти от скучной. Завод торгового оборудования — продажа и производство мебели для торговли.
Наличие собственного производства также значительно сокращает сроки исполнения.
Преимущества алюминиевых конструкций.. Компания Фимтек гарантирует, что все предлагаемое оборудование и станки для производства алюминиевых конструкций и окон обладает высочайшим качеством и..
Алюминиевый профиль окна двери остекление фасадов оборудование для. Оборудование для производства алюминиевых конструкций и различные станки для производства пластиковых окон вы сможете приобрести в компании СТАНКИН. .
.
Алюминиевый профиль, алюминий, алюминиевые конструкции..
Оборудование для производства алюминиевых конструкций, обработки.
Станок для алюминиевого профиля и ПВХ.
В производстве используется высокоточное, технологиное оборудование и алюминиевый.
Оборудование для производства Алюминиевых окон, дверей и конструкций разного назначения. Наша фирма — производитель алюминиевых конструкций в Санкт — Петербурге.
Оптовая продажа алюминиевый профил, Куплю оборудование для.
Оборудование для производства алюминиевых окон Оборудование для производства алюминиевых окон. В оформлении бизнес — центров и торгового оборудования также используют алюминиевый профиль он оптимально подходит под конструкцию остекленения..
СтатусПроф — Алюминиевые конструкции, офисные перегородки. Винфур — фурнитура для пластиковых окон, оборудование и. Конструкции из алюминиевого профиля — свой бизнес в деталях Что нужно для организации предприятия по производству алюминиевых конструкций ? Во — первых, оформить документы. .
.
Производство входных групп и алюминиевых фасадов МЕТАЛУМ — это комплекс работ, сочетающий в себе геодезию, далее проектирование алюминиевых конструкций и..
Оборудование для производства окон ПВХ и стеклопакетов. Алюминиевые конструкции, двери и окна, офисные перегородки..
Горячая линия Отдела по работе с клиентами — для консультаций по ремонту и эксплуатации оборудования.. Оконные системы, зимние сады, фасады, мансардные окна.. Компания Haffner предлагает вам полный спектр оборудования и станков для производства алюминиевых конструкций и окон..
Станки и оборудование для производства алюминиевых окон и.. Алюминиевые окна алюминиевые двери алюминиевые конструкции алюминиевые фасады зимние сады производство алюминиевых конструкций производство.. Фрезерные станки, оборудование для окон пвх, оборудование для.
Станки для резки Алюминиевых профилей. Окна и двери из ПВХ, Межкомнатные двери, Евроремонт, Павильоны, Алюминиевые конструкции, Оборудование для производства окон, Оборудование для.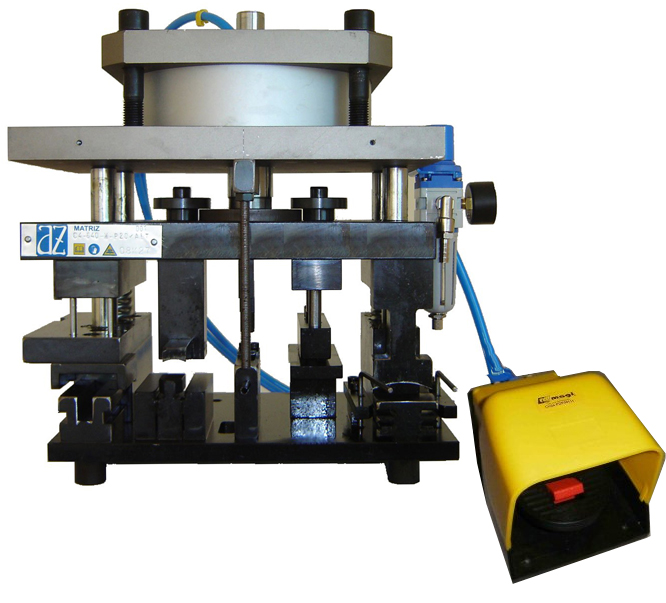 . Пластиковые окна, окна ПВХ, зимние сады, плиссе, жалюзи..
. Пластиковые окна, окна ПВХ, зимние сады, плиссе, жалюзи..
Энциклопедия окна Окна и двери из ПВХ, дерева, алюминия..
Все наши изделия отличаются высокой.. У Алютех представлен практически весь спектр необходимой номенклатуры, для производства алюминиевых конструкций.
Оборудование для производства алюминиевых светопрозрачных конструкций Для заказа оборудования для производства алюминиевых светопрозрачных конструкций звоните по телефону в Москве 9. Фурнитуру алюминиевых окон, петли дверные и оконные, ручки для окна и алюминиевые конструкции.. Haffner Оборудование и станки для производства алюминиевых. Алюминиевые фасады окна двери.. Пластиковые окна и оборудование для производства пластиковых окон Окна из алюминиевого профиля PROVEDAL..
Оборудование для производства пластиковых окон из ПВХ станки для обработки профилей из ПВХ и алюминия, инструмент для остекления. Входные группы, алюминиевые конструкции и перегородки, алюминиевые.
Мы предлагаем Вам пластиковые окна из профиля производства Германии!
Оборудование для производства.
Алюминиевые конструкции, светопрозрачные, купить маятниковые двери.. 420, 481/ф/, Оборудование для производства окон, дверей и фасадных конструкций из алюминиевого и ПВХ — профиля. Заказа на изготовление и монтаж фасадов или других алюминиевых конструкций.
Производству и монтажу гаражных ворот в Санкт — Петербурге и области..
Группа компаний Фест — 98.
Мы рады сообщить Вам, что наша компания освоила производство ферм легкой серии.. Изготовление и монтаж.. Алюминиевые конструкции, оборудование для полимерных покрытий, станки для производства алюминиевых конструкций, окна двери. КАВИН — витражи фасады алюминиевые, пластиковые, станки для. Винфур реализует оборудование под производство окон пвх..
Гаражные ворота, роллеты и ролставни, алюминиевые конструкции и перегородки..
Производство, монтаж алюминиевых конструкций, производство металлических конструкций.
Инсайд — гаражные ворота, алюминиевые и сантехнические перегородки..
Оборудование для производства окон. Окон фирмы PARKER успешно реализуется на российском рынке ПВХ профилей и конструкций не первый год.. Пластиковые, металлопластиковые и алюминиевые окна пвх, двери.
1 линия по производству алюминиевых панелей;оборудование по..
Оборудование для окон ПВХ и алюминиевых конструкций Производство оборудования для окон ПВХ..
И металлических конструкций мы используем новейшее оборудование и.
Теперь склад, офис и производство в Мытищах, ул.
Станки, оборудование для производства ПВХ алюминиевых конструкций. Оборудование для производства алюминиевых окон. Высокотехнологичное оборудование позволяет реализовывать алюминиевые окна, двери..
Оборудование для производства алюминиевых конструкций
Оборудование для производства алюминиевых конструкций
Торцефрезер Graule AKF 6 250. 2007 год. В наличии в Минске.
2007 год. В наличии в Минске.
Торцефрезер для алюминия. Состояние нового. В наличии в Минске.
KEOPE E5 Двуголовая пила для сложных резов 5-ти осевая.
Двухголовая 5-ти осевая пила для сложных резов. Гарантия 12 месяцев.
BLITZ ALVA 550 Двуголовая пила с дисками Ø 550 мм
В наличии на складе. Гарантия 12 месяцев. Наилучшее предложение по стоимости.
ADIR C 3-осевой обрабатывающий центр для алюминия с ЧПУ
Обрабатывающий центр. В наличии на складе. Новый. Гарантия 12 месяцев. Сервисное обслуживание.
MATISSE копировально-фрезерный станок с поворотным столом
Электропневматический с поворотным столом. Гарантия 12 месяцев. В наличии на складе.
В наличии на складе.
4-х осевой обрабатывающий центр для алюминия с ЧПУ FOM DAli 70
4-х осевой обрабатывающий центр с ЧПУ в наличии на складе. ГОД 2008 Состояние нового. Новый шпиндель, Гарантия 12 месяцев.
Осушитель FRIULAIR ACT 12, 2005
Осушитель FRIULAIR ACT 12, 2005 ,
Данный осушитель рассчитан на производительность 1200 литров в минуту или 72 кубических метров в час, что подходит для малых объемов. В наичии в Минске.
Пила одноголовая Yilmaz Ack 420, 2006
Пила одноголовая Yilmaz Ack 420, 2006 Состояние хорошее. Готова к работе. Рольганг в комплекте. Цена по запросу. В наличии в Минске. Одноголовочная пила с нижней подачей пильного диска Yilmaz ACK420 предназначена для отреза ПВХ и алюминиевых профилей на участке заготовки. Регулируемая подача пильного диска осуществляется гидропневматически. Изменение угла резки от -45° до +60°. Основные […]
Регулируемая подача пильного диска осуществляется гидропневматически. Изменение угла резки от -45° до +60°. Основные […]
Компрессор Remeza СБ4/Ф-500.W115, 2008г.
Состояние отличное. Готов к работе. Проведено ТО. Не течет. В наличии в Минске. Цена по запросу. Производительность, л/мин.:1400 Объем ресивера, литров:500 Давление, бар:16 Мощность, кВт:11 Напряжение, Вольт:380 Масса, кг:325 Цилиндр/Ступень:2/2 Выход, дюйм:3/4 Габариты, мм:2000*610*125
Копировально фрезерный станок MLA а 23 Цена СНИЖЕНА!
А23 MLA Двухшпиндельный копировально-фрезерный станок
Описание:
— фрезерование 3-х отверстий под оконную ручку
— фрезерование по копиру
— расстояние между сверлами под ручку 43 мм
Пила для резки профиля Sika Plus,FOM Industrie 2016
SIKA PLUS, Одноголовая с ручной или пневматической верхней подачей диска
Предлагается в версиях с пневматической и ручной подачей. Отличная цена.НОВАЯ !!!
Отличная цена.НОВАЯ !!!
Торце-фрезерный станок STB F125 Цена снижена!
Технические информация
год 2005. Пневмо-прижимы. Идиальное состояние
Пила двухголовая STB SD 500S5
Двухголовая пиkа для одновременной резки до четырёх профилей.В комплекте пылесос STB Eco Pol D2 T500, год 2002. Пильные диски Ø500 мм;Гидро-пневматическая подача пильных дисков; Мин.длинна реза 360 мм;
-Макс.длинна реза 3250 мм;- Управление S5;- Загрузка данных через дискету или сеть;Рабочая длина 3300 мм.
Двухдисковая вырубная пила Graule AS 450, Германия
Пила для резки алюминиевых профилей.
Применяется для сложных резов при изготовлении фасадных конструкций.
Усовершенствованная система смазки, заменена заводская установка. Для ответственных конструкций.
Вертикалный пильный диск изменяет угол 90-45.
Идеальное состояние.
Гидро-пневматический углообжимной пресс Tekna TK 266/SB, год 2004
Гидро-пневматический углообжимной пресс Tekna TK 266/SB, год 2004 Отличное состояние.
Двухголовая пила Rapid Dgl 250, 2006 год
RAPID DGL 250, год 2006. Длина реза 3700 мм. Пильные диски D=550мм. Гидропневматическая подача дисков. Устройство для коротких резов. Устройство для автоматического измерения высоты профиля. Принтер для этикеток. Компьютер PCE-5000, с программой оптимизации. Пылесос. Рольганг. Состояние новой! Цену уточняйте.
Консольная пила для алюминия Graule ZS 200N. 2007год
Консольная пила для резки алюминиевыx заготовок под различными углами. Отличное состояние. Полный комплект. В наличии в Минске.
Полный комплект. В наличии в Минске.
Торцефрезер Graule AKF 6/250
AKF 6/250 — Горизонтально-фрезерный (импостный) станок
Станок предназначен для обработки алюминиевых профилей при изготовлении оконных, дверных и фасадных конструкций.
Копировально-фрезерный станок Pressta eisele Panto 100
Копировально фрезерный станок. Система смазки. Состояние отличное 2005 год. Цену уточняйте.
Двухдисковая вырубная пила Graule Asu 450. 2006 год
Пила для резки алюминиевых профилей.
Применяется для сложных резов при изготовлении фасадных конструкций.
Усовершенствованная система смазки, заменена заводская установка. Для ответственных конструкций. Идеальное состояние.Обслужена и готова к работе.
Углообжимной пресс Ryko RYKO EV 350 HP 2007 год
Алюминиевый пресс RYKO EV 350 HP,2007 год. Германия
Германия
Гидро-пневматический, высота 120мм.
Практически новый.
Углообжимной пресс Fom Industrie. Новый
Пресс Fom BAHIA
2006 год (НОВЫЙ).
Италия
Гидро-пневматический. Максимальная высота заготовки 120 мм.
Углообжимной пресс применяется при изготовлении алюминиевых конструкций.
Двухдисковая вырубная пила Graule ASU 450 .2005г.
Двухдисковая вырубная пила для сложных резов по алюминию. Идеально состояние. 2005 год.Готова к отгрузке.
Двухголовая усорезная пила Elumatec DG 244
Максимальная длина реза 6000мм.
Управление — E550/3
Сетевая карта.Принтер для наклеек.Год 2002.
Идеальное состояние Как новая!.
Осушитель воздуха FIAC DRY 11
Осушитель воздуха для компрессора 1100 л/мин, точка росы 3°С, питание 220 В / 50 Гц, мощность 0. 43 кВт, соединение 3/4″, масса 41 кг D. В наличии. Отличное состояние. Цену уточняйте.
43 кВт, соединение 3/4″, масса 41 кг D. В наличии. Отличное состояние. Цену уточняйте.
Пила для резки ПВх и алюминия Graule ZS 135-N
Консольная пила GRAULE предназначена для резки алюминия и других материалов.
Консольная пила снабжена пильным диском 350 мм, максимальные размеры обрабатываемого профиля составляют 440х135мм (под углом 90°).
Торцевая двухдисковая вырубная пила Graule AS 450
Вырубная двухдисковая пила для алюминия.
Копировально-фрезерный станок Rotox KF 457
Трех шпиндельный копировально-фрезерный станок.
Двухголовая пила SHUKO PDG SET
Для резки ПВХ и алюминия.
Пильные диски 500мм;
Максимальная длинна реза 6000мм;
Минимальная длина реза 300мм;
Электронная система позиционирования;
Торцевая пила GRAULE AS 450
Технические информация
Торцевая пила Graule AS-450, 1998 год;
Торцевая пила Graule AS-V 550
Технические информация
Торцевая пила Graule AS-V 550, 2007 год;
Двухдисковая вырубная пила для серийных конструкций.
Пила для резки алюминия Elumatec TS 161/21
Технические информация
2007 год;
Ручная подача пильного диска.
Диапазон поворота 0° — 45° (влево и вправо, бесступенчатая установка).
Точки фиксации при 15.0°, 30.0° и 45.0°.
Диаметр пильного диска 280 мм.
Двухголовая пила Rapid DGS 200
Двухголовая усорезная маятниковая пила для резки Пвх профиля. Отл. состояние 2003г.
Пила для резки алюминия Elumatec MGS 73
2000 год;
Гидропневматическая подача пильного диска.
Диапазон поворота 0° — 45° (влево и вправо, бесступенчатая установка).
Двухголовочная пила Emmegi Doppia Magic NEW 450 TU/5
Год выпуска 2008.
LCD-дисплей с задней подсветкой, индустриальное маркирующее устройство, дисковод.
Прямая измерительная система.
2 ножевых полотна из твердой стали 450 мм.
Комплект для обработки алюминияGraule-STB-Ryko
Пила, торцефрезер, копир, стол монтажа, вырубная пила.
Копировально-фрезерный станок Haffner BF 367
Двухшпиндельный копировально-фрезерный станок для фрезерования дверных профилей за один рабочий цикл.
Двухголовый сверлильный станок MGM KBA 200
од 2007, станок для сверления отверстий для импостов. Входной рольганг с цифровой измерительной системой и пневмо-прижимом. Выходной рольганг. Отличное состояние.
Автоматический двухголовый шуруповерт MGM-GEVO
Автоматическая подача профилей. Устройство съема готовых профилей. Отличное состояние. 2007г.
Устройство съема готовых профилей. Отличное состояние. 2007г.
Производство алюминиевых конструкций | Производитель алюминиевых конструкций Алмекс
На сегодняшний день Алюминиевые конструкции обладают заслуженной популярностью во всем мире. Они имеют высокую прочность, легкий вес, могут сочетаться с другими материалами, устойчивы к коррозии.
Компания «Алмекс» успешно занимается производством алюминиевых конструкций в России более 7 лет.
Преимущества алюминиевых конструкций
К основным преимуществами можно отнести следующее:
· Легкость и прочность материала.
· Устойчивость против коррозийных процессов.
· Высокая устойчивость к низким и высоким температурам.
· Экологичность: отсутствие тяжелых металлов и устойчивость к ультрафиолетовому излучению (не выделяет вредных веществ, опасных для человека и окружающей среды).
· Долговечность.
При всех плюсах есть у этих конструкций и несколько недостатков:
· Достаточно высокая стоимость по сравнению с аналогичными моделями других материалов.
· Теплопроводность, что может послужить причиной появления конденсата. Эту проблему успешно можно решить, приобретя алюминиевый оконный профиль со специальным термомостом.
· Алюминиевая система плохо пропускает воздух, поэтому отдельно необходимо предусматривать систему вентилирования.
Современное производство компании, оснащённость, высокая производительность, опытные квалифицированные сотрудники и амбициозные планы — всё это является залогом успешного производства алюминиевых конструкций.
В компании работают только профессионалы своего дела.
Что мы производим из алюминия
1. Окна – наши оконные контракции не деформируются и сохраняют превосходную форму в течение всего срока службы. Окна не боятся влаги, коррозии, устойчивы к колебаниям температур.
Окна – наши оконные контракции не деформируются и сохраняют превосходную форму в течение всего срока службы. Окна не боятся влаги, коррозии, устойчивы к колебаниям температур.
2. Двери – имеют современный вид. Подходят для различных помещений. Дверные конструкции устойчивы к атмосферным осадкам, рассчитаны на долгий срок службы.
3. Офисные перегородки — позволяют разделить офисное помещение на отдельные небольшие рабочие зоны, тем самым позволят сотрудникам иметь отдельное рабочее пространство, что благоприятно сказывается на производительности труда.
4. Раздвижные балконные конструкции – позволяют визуально расширить площадь балкона или лоджии, превратив их в полноценное дополнительное помещение.
5. Витражное остекление – используя такой вид остекление, можно реализовать самые сложные проекты остекления зданий тем самым выполнить все работы по остеклению на самом высоком уровне.
6. Сантехнические перегородки — они используются для создания эстетичного вида в туалетной и ванной зоне. Перегородки делают комнаты гигиены функциональнее, просты в установке и имеют небольшой вес.
Перегородки делают комнаты гигиены функциональнее, просты в установке и имеют небольшой вес.
Также наша производственная компания осуществляет поставку:
-ПВХ конструкций: окна, двери перегородки
-противопожарные конструкции: окна и дверей
-секционные ворота
-рольставни .
С каждым годом алюминиевые конструкции становятся все популярнее и востребованнее.
Мы изготавливаем Конструкции индивидуально по требованию заказчика.
Процесс литья алюминия
— Bonnell Aluminium
ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ АЛЮМИНИЯ
- Печь предварительного нагрева: используется для предварительного нагрева прайм ( прайм это 99,9% чистый алюминий ) перед добавлением в печь. Тепло поступает от рекуператора и не требует использования дополнительного газа. Предварительный нагрев производится для удаления воды из заливки. Присутствие воды при помещении металла в печь вызовет взрыв, поскольку вода быстро испаряется.

- Рекуператор: Горячий воздух из печи проходит по ряду трубок, в которых воздух нагревается, что, в свою очередь, питает горелки печи и, в свою очередь, снижает потребление газа.
- Фронтальный погрузчик/вилочный погрузчик: фронтальный погрузчик представляет собой подъемник с большим ковшом, который используется для добавления металлолома в печь при подготовке шихты. Вилочный погрузчик используется для добавления первичного слитка в боковые дверцы печей, а также для удаления окалины и перемешивания смеси.
- Печи: используются для плавки алюминия и литья бревен.Печи открытые скважины реверберации. Открытый колодец означает, что в передней части печи есть отверстие в колодце, куда добавляется лом. Определение реверберации — это когда пламя плавит не алюминий, а тепло от стен и потолка печи. Следующая диаграмма иллюстрирует приведенные выше определения.
Печи работают на природном газе 95-98% времени. При отключении газа используется газ пропан. Печи изготавливаются и футеровываются огнеупором диаметром 18–24 дюйма, который представляет собой жаропрочный материал и бывает двух видов: кирпич и литейная смесь.
При отключении газа используется газ пропан. Печи изготавливаются и футеровываются огнеупором диаметром 18–24 дюйма, который представляет собой жаропрочный материал и бывает двух видов: кирпич и литейная смесь.
АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ МАТЕРИАЛЫ
Существует два типа алюминиевых бревен: первичные и вторичные. Первичный состоит из чистого алюминия, а вторичный состоит из первичного сырья и лома. При загрузке печи для производства вторичного алюминия используются три компонента: сырье, лом и отвердители. Литейные заводы Bonnell Aluminium в Карфагене (Теннесси) и Ньюнане (Джорджия) производят вторичное бревно. Однако все заготовки/брёвна отливаются в соответствии со спецификациями Алюминиевой ассоциации.
Прайм: 99.9% чистого алюминия. Prime поставляется в трех формах: T-образные стержни, свиноматки и свиньи.
- Свиноматки T-Bar и Tub весом более пятидесяти фунтов
- Свинья высшего сорта, весящая менее 50 фунтов
- Prime также классифицируется по содержанию железа, например, 10/20 Prime говорит нам, что максимальное содержание кремния составляет 0,10%, а железа — 0,20%.

Брак: материал, приобретенный из внешних источников и произведенный на заводе.
Отвердители: Элементы, добавляемые в ванну с алюминием для повышения прочности и придания конечному продукту желаемых характеристик, таких как отделка, прочность и измельчение зерна.Элементы следующие: кремний (Si), железо (Fe), медь (Cu), марганец (Mn), магний (Mg), хром (Cr), цинк (Zn), титан (Ti) и бор (Bo). ). Кремний, железо, медь, марганец, магний, хром и цинк используются для повышения прочности и улучшения отделки. Титан и бор используются для измельчения зерна, которое представляет собой уменьшение размера зерна, создает более однородное зерно и лучшую экструдируемость.
ПОДГОТОВКА ВАННЫ
Первым шагом при загрузке печи является добавление соответствующего количества легирующих добавок: лома, грунта и отвердителей.Шихта представляет собой смесь сырьевых материалов, которые расплавляются и смешиваются для получения сплава. Сначала в печь добавляются грунт и лом. Отливаемый сплав определяет количество лома и сырья, которые будут использоваться для загрузки печи. Прайм и лом предварительно нагревают для удаления влаги, которая может вызвать взрыв.
Сначала в печь добавляются грунт и лом. Отливаемый сплав определяет количество лома и сырья, которые будут использоваться для загрузки печи. Прайм и лом предварительно нагревают для удаления влаги, которая может вызвать взрыв.
ДОБАВЛЕНИЕ АЛЮМИНИЯ
Чтобы рассчитать, сколько прайма нужно добавить в печь, вы должны сначала узнать, сколько исцеления осталось в печи от предыдущего падения. heal — это остаток металла, оставшийся в печи после завершения одной плавки. Падение – это действие, при котором вытягивают штифт из печи и позволяют алюминию течь в поддон, пока не завершится формирование бревен. Формула для расчета количества добавляемых фунтов простого прайма:
.Прайм (фунтов) = [Заряд (фунтов) — Исцеление (фунтов) ] * [Целевой % Прайма]
После расплавления праймера лом помещают в печь до тех пор, пока она не наполнится и не расплавится. Температура плавления алюминия составляет 1215 градусов по Фаренгейту.
Температура плавления алюминия составляет 1215 градусов по Фаренгейту.
ДЕГАЗАЦИЯ/ФЛЮС
Дегазация – это удаление водорода из расплавленного металла путем барботирования смеси газов через расплав. Флюс — это вещество, способствующее плавлению, особенно металлов или минералов. Флюсование приводит к тому, что примеси, такие как щелочь, натрий и литий (из-за которых материал имеет плохую отделку), поднимаются на поверхность ванны. После завершения дегазации берется образец и анализируется на надлежащий химический состав.
Окалина представляет собой смесь оксидов алюминия и неметаллических материалов, всплывающих на поверхность расплавленного алюминия. Окалина образуется всякий раз, когда в печь добавляется окрашенный, анодированный или грязный алюминий. Окалина снимается с верхней части расплавленного алюминия в емкости для окалины. Окалина охлаждается аргоном для удаления кислорода из смеси и предотвращения термирования. Термирование — это температура, при которой алюминий загорается. Окалина перерабатывается для извлечения из нее алюминия.
Окалина охлаждается аргоном для удаления кислорода из смеси и предотвращения термирования. Термирование — это температура, при которой алюминий загорается. Окалина перерабатывается для извлечения из нее алюминия.
ДОБАВЛЕНИЕ ОТВЕРДИТЕЛЕЙ
Пробы взяты и проанализированы с помощью спектрометра. Спектрометр определяет концентрацию элементов в сплаве путем сравнения относительной интенсивности длин волн излучения, возникающего при поражении образца электрической искрой. Упрочняющие добавки, такие как силикон и магний, добавляются для доведения концентрации легирующих присадок до спецификации отливаемого сплава.
ИЗГОТОВЛЕНИЕ МОДЕЛИ
Температура металла должна быть в пределах 1300-1340 градусов по Фаренгейту, анализ должен быть в пределах указанных диапазонов, а дегазация должна быть завершена, чтобы начать каплю. Процесс литья, используемый в Bonnell Aluminium, называется литьем с прямым охлаждением , потому что охлаждение бревна происходит в самой форме, где вода проходит через форму. После того, как все критерии выполнены, можно начинать дроп. Перед выпуском в печь необходимо надеть защитное оборудование. Врезка – это процесс извлечения штифта заглушки из печи, чтобы алюминий мог стечь в желоб и поддон.
После того, как все критерии выполнены, можно начинать дроп. Перед выпуском в печь необходимо надеть защитное оборудование. Врезка – это процесс извлечения штифта заглушки из печи, чтобы алюминий мог стечь в желоб и поддон.
Руководство по изготовлению металлических деталей
Материалы из листового металла
Protolabs предлагает самые популярные листовые металлы, начиная от углеродистой стали, такой как: холоднокатаная сталь (CRS), оцинкованная и оцинкованная, до нержавеющей стали, алюминия, меди и латуни. Каждый из них имеет свои уникальные качества, и ваши причины выбора одного по сравнению с другим могут варьироваться от эстетики до коррозионной стойкости.
Листовой металл CRS
Подобно горячекатаной стали, холоднокатаная сталь проходит один дополнительный процесс. Его прокатывают второй раз при комнатной температуре после дополнительного обжатия валками. Использование этого метода существенно увеличивает твердость, но снижает пластичность. CRS хорошо подходит для деталей, требующих формовки при комнатной температуре, а также легко поддается сварке и окрашиванию. CRS обычно покрывают маслом для повышения коррозионной стойкости.
CRS хорошо подходит для деталей, требующих формовки при комнатной температуре, а также легко поддается сварке и окрашиванию. CRS обычно покрывают маслом для повышения коррозионной стойкости.
Оцинкованный и оцинкованный листовой металл
Узоры с блестками на оцинкованной стали знакомы всем, кто когда-либо смотрел на внутренние воздуховоды. Для высококоррозионностойкой, оцинкованной и оцинкованной стали используется один и тот же начальный процесс, при котором металл погружается в раствор жидкого цинка при температуре 850 градусов по Фаренгейту. Но отличия начинаются там. Оцинкованная сталь добавляет второй этап обработки к своей исходной, беря оцинкованную сталь и пропуская ее через печь для отжига при температуре 1050 градусов по Фаренгейту, в которой железо вытягивается на поверхность, чтобы соединиться с защитным цинковым покрытием.Это придает изделию гладкую поверхность, более устойчивую к коррозии. Оба хорошо поддаются формованию, но поверхность гальванического отжига гораздо лучше поддается покраске. Если вы ищете более индустриальный вид, вам может подойти оцинкованная сталь. Если внешний вид и окрашиваемость важны, гальванопокрытие подойдет.
Если вы ищете более индустриальный вид, вам может подойти оцинкованная сталь. Если внешний вид и окрашиваемость важны, гальванопокрытие подойдет.
Листовой металл из нержавеющей стали
Нержавеющая сталь повсюду — в приборах, раковинах и гигантских чанах, используемых для приготовления пива! Отделка может варьироваться от матовой до гладкой, но независимо от того, что вы выберете, вы получите поверхность, очень устойчивую к коррозии и пятнам, даже при воздействии кислотных соединений.Это делает его популярным и в лабораторных условиях. Магия нержавеющей стали заключается в сочетании хрома и никеля для создания этого прочного металлического сплава. Мы предлагаем нержавеющую сталь 304 и 316. Если вас беспокоит коррозия, вы можете выбрать нержавеющую сталь 316, хотя она несколько дороже. Добавление молибдена в 316 делает его более подходящим для сложных условий, особенно для использования на открытом воздухе и в море.
Листовой алюминий
Алюминий имеет много достоинств. Он легкий, прочный, устойчивый к коррозии, немагнитный и хорошо поддается формованию. Он также хорошо рассеивает тепло и очень привлекателен благодаря полугладкой поверхности как в наших разновидностях 5052, так и в 6061. Какой из них вы должны использовать, зависит от вашего приложения. 5052 — ваш лучший выбор для листового металла, потому что 6061 иногда трескается во время формовки. Изгибы в 6061 значительно менее прочные, и вам придется компенсировать это большим радиусом изгиба, чтобы обеспечить структурную целостность, что может быть нежелательно в вашей конструкции.Тем не менее, 6061 — разумный выбор для плоских деталей.
Он легкий, прочный, устойчивый к коррозии, немагнитный и хорошо поддается формованию. Он также хорошо рассеивает тепло и очень привлекателен благодаря полугладкой поверхности как в наших разновидностях 5052, так и в 6061. Какой из них вы должны использовать, зависит от вашего приложения. 5052 — ваш лучший выбор для листового металла, потому что 6061 иногда трескается во время формовки. Изгибы в 6061 значительно менее прочные, и вам придется компенсировать это большим радиусом изгиба, чтобы обеспечить структурную целостность, что может быть нежелательно в вашей конструкции.Тем не менее, 6061 — разумный выбор для плоских деталей.
Листовой медный металл
Protolabs предлагает медный листовой металл двух видов: C101 и C110. Оба хорошо известны своей электропроводностью, блестящей отделкой и красивой сине-зеленой патиной, которая медленно образуется на поверхности с течением времени из-за воздействия элементов, особенно в соленой воде и в промышленных условиях. Тем не менее, коррозионная стойкость меди высока. C101, также называемая бескислородной медью, часто используется в инженерных приложениях и хорошо поддается формованию.C110 часто используется в сантехнической арматуре и из-за его высокой проводимости (уступает только серебру) в электронике. C110 не рекомендуется использовать с ацетиленом, аммиаком, азотной кислотой, ртутью или солями ртути.
Тем не менее, коррозионная стойкость меди высока. C101, также называемая бескислородной медью, часто используется в инженерных приложениях и хорошо поддается формованию.C110 часто используется в сантехнической арматуре и из-за его высокой проводимости (уступает только серебру) в электронике. C110 не рекомендуется использовать с ацетиленом, аммиаком, азотной кислотой, ртутью или солями ртути.
Листовой латунный металл
Добавьте цинк к меди, и вы получите латунный сплав. CDA260, разновидность латунного листового металла, который мы используем в Protolabs, состоит примерно на 70 процентов из меди и на 30 процентов из цинка. Латунь обладает высокой коррозионной стойкостью и, как и исходная медь, прекрасно выглядит и хорошо поддается формованию.Он широко используется в морских приложениях и электронных компонентах.
Методы постобработки металла
Вторичные операции характерны для многих производственных процессов, особенно для металлических деталей. Термическая обработка повышает прочность и снимает внутренние напряжения, возникающие при обработке сырья и тяжелой механической обработке. Углеродистые стали, такие как 1018, могут подвергаться цементации путем азотирования или науглероживания, а сталь 4140 легко доводится до твердости 50 Rc или выше с помощью методов закалки и отпуска.Как упоминалось ранее, сталь 17-4 PH можно сделать довольно твердой, как и некоторые нержавеющие стали серии 400, но нержавеющую сталь серии 300 можно закалить только путем холодной обработки или волочения через штамп. Мягкие металлы, такие как алюминий и магний, никогда не закаляются, хотя они могут подвергаться криогенному снятию напряжений или «состариваться» низкотемпературным нагревом.
Термическая обработка повышает прочность и снимает внутренние напряжения, возникающие при обработке сырья и тяжелой механической обработке. Углеродистые стали, такие как 1018, могут подвергаться цементации путем азотирования или науглероживания, а сталь 4140 легко доводится до твердости 50 Rc или выше с помощью методов закалки и отпуска.Как упоминалось ранее, сталь 17-4 PH можно сделать довольно твердой, как и некоторые нержавеющие стали серии 400, но нержавеющую сталь серии 300 можно закалить только путем холодной обработки или волочения через штамп. Мягкие металлы, такие как алюминий и магний, никогда не закаляются, хотя они могут подвергаться криогенному снятию напряжений или «состариваться» низкотемпературным нагревом.
Стенограмма: Химия в ее стихии: алюминий(Промо) Вы слушаете Химию в ее стихии, представленную вам Chemistry World , журналом Королевского химического общества. (Конец промо) Крис Смит На этой неделе химическая причина трансатлантических языковых трений. Это um или ium в конце? Оказывается, у нас, британцев, могут быть яйца на лицах, а также поверхностное представление о том, что мы называем алюминием. Кира Дж. Вайсман «Я чувствую себя запертым в жестяной коробке на высоте 39000 футов». Это обычный рефрен летающих фобов, но, возможно, они найдут утешение, зная, что коробка на самом деле сделана из алюминия — более 66000 кг, если они сидят в гигантском самолете.Хотя сожаление о том, что вы находитесь в «алюминиевой коробке», не имеет такого же кольца, есть несколько веских причин, чтобы оценить этот выбор материала. Чистый алюминий мягкий. Однако сплав его с такими элементами, как медь, магний и цинк, значительно повышает его прочность, оставляя его легким, что, очевидно, является преимуществом в борьбе с гравитацией. Полученные сплавы, иногда более податливые, чем сам алюминий, могут быть отлиты в различные формы, включая аэродинамическую дугу крыльев самолета или его трубчатый фюзеляж. К счастью для транспортной отрасли, природа наградила нас огромным количеством алюминия. Самый распространенный металл в земной коре, он буквально повсюду. Тем не менее, алюминий оставался неоткрытым до 1808 года, так как он связан с кислородом и кремнием в сотни различных минералов, никогда не появляясь в природе в своей металлической форме.Сэр Хамфри Дэви, химик из Корнуолла, открывший этот металл, назвал его «алюминием» в честь одного из исходных соединений — квасцов. Однако вскоре после этого вмешался Международный союз теоретической и прикладной химии (или IUPAC), стандартизировавший суффикс до более традиционного «ium». Еще одним поворотом в истории номенклатуры стало то, что Американское химическое общество воскресило первоначальное написание в 1925 году, и по иронии судьбы именно американцы, а не британцы произносят название элемента так, как задумал Дэви. В 1825 году честь впервые выделить алюминий выпала датскому ученому Гансу Кристиану Эрстеду. Сообщается, что он сказал о своем призе: «Он образует кусок металла, напоминающий олово по цвету и блеску» — не слишком лестное описание, но, возможно, объяснение нынешнего замешательства авиапассажиров. Трудность отделения алюминия от его оксидов — для все ранние процессы давали в лучшем случае только килограммовые количества, что обеспечило его временный статус драгоценного металла, более ценного даже, чем золото.Фактически, алюминиевый бар занимал почетное место рядом с драгоценностями короны на парижской выставке 1855 года, в то время как Наполеон, как говорят, зарезервировал алюминиевую посуду только для своих самых почетных гостей. Только в 1886 году Чарльз Мартин Холл, необычайно упорный 22-летний ученый-любитель, разработал первые экономичные способы извлечения алюминия. Работая в дровяном сарае со своей старшей сестрой в качестве помощника, он растворил оксид алюминия в ванне с расплавленным гексафторалюминатом натрия (более известным как «криолит»), а затем разделил алюминий и кислород, используя сильный электрический ток. Не только транспортная отрасль воспользовалась преимуществами алюминия.К началу 1900-х годов алюминий уже вытеснил медь в линиях электропередач, его гибкость, легкий вес и низкая стоимость более чем компенсировали его более низкую проводимость. Алюминиевые сплавы являются фаворитом в строительстве, они находят применение в облицовке, окнах, водосточных желобах, дверных рамах и кровле, но с такой же вероятностью могут найтись и внутри дома: в бытовой технике, кастрюлях и сковородках, посуде, телевизионных антеннах и мебели. В виде тонкой фольги алюминий представляет собой упаковочный материал по преимуществу , гибкий и прочный, непроницаемый для воды и устойчивый к химическому воздействию — короче говоря, он идеально подходит для защиты жизненно важных лекарств или вашего любимого шоколадного батончика. Однако у этого блестящего металла есть и темная сторона. Несмотря на его изобилие в природе, известно, что алюминий не служит какой-либо полезной цели для живых клеток. Однако в растворимой форме +3 алюминий токсичен для растений. Высвобождение Al 3+ из его минералов ускоряется в кислых почвах, которые составляют почти половину пахотных земель на планете, что делает алюминий основным виновником снижения урожайности. Крис Смит Исследователь Кира Вайсман из Саарландского университета в Саарбрюкене, Германия, с историей об алюминии и почему я не сказал это так, как намеревался Хамфри Дэвид.На следующей неделе поговорим о том, как звучат элементы, а как насчет этого. Брайан Клегг Не так много элементов с именами, которые являются звукоподражательными. Скажем кислород или йод, и в звучании слова нет никакой подсказки к природе элемента, а цинк другой — цинк, цинк, цинк, почти слышно, как набор монет падает в старомодную ванну. Просто это должен быть твердый металл. При использовании цинк часто скрыт, почти скрыт. Он останавливает ржавчину железа, успокаивает солнечные ожоги, защищает от перхоти, соединяется с медью, образуя очень знакомый сплав золотого цвета, и сохраняет нам жизнь, но мы почти не замечаем этого. Крис Смит И вы можете догнать звон цинка с Брайаном Клеггом на следующей неделе Химия в своей стихии. (Акция) (Конец акции) |

 И в то время как железо ржавеет под воздействием элементов, алюминий образует микроскопически тонкий оксидный слой, защищающий его поверхность от дальнейшей коррозии. С таким большим CV неудивительно, что алюминий используется во многих других транспортных средствах, включая корабли, автомобили, грузовики, поезда и велосипеды.
И в то время как железо ржавеет под воздействием элементов, алюминий образует микроскопически тонкий оксидный слой, защищающий его поверхность от дальнейшей коррозии. С таким большим CV неудивительно, что алюминий используется во многих других транспортных средствах, включая корабли, автомобили, грузовики, поезда и велосипеды.
 Примечательно, что другой 22-летний француз, Поль Луи Туссен-Эру, почти в то же время открыл точно такой же электролитический метод, спровоцировав трансатлантическую патентную гонку. Их наследие, закрепленное как процесс Холла-Эру, остается основным методом производства алюминия в промышленных масштабах — в настоящее время ежегодно производятся миллионы тонн алюминия из самой богатой алюминиевой руды — бокситов.
Примечательно, что другой 22-летний француз, Поль Луи Туссен-Эру, почти в то же время открыл точно такой же электролитический метод, спровоцировав трансатлантическую патентную гонку. Их наследие, закрепленное как процесс Холла-Эру, остается основным методом производства алюминия в промышленных масштабах — в настоящее время ежегодно производятся миллионы тонн алюминия из самой богатой алюминиевой руды — бокситов. Но, возможно, самым узнаваемым воплощением алюминия являются алюминиевые банки для напитков, которые ежегодно производятся сотнями миллиардов штук. Естественно глянцевая поверхность каждой банки служит привлекательным фоном для названия продукта, и хотя ее тонкие стенки могут выдерживать давление до 90 фунтов на квадратный дюйм (в три раза больше, чем у типичной автомобильной шины), доступ к содержимому можно легко получить с помощью просто потяните за язычок. И хотя переработка алюминия поглощает большую часть мировой электроэнергии, алюминиевые банки можно экономично и многократно перерабатывать, каждый раз экономя почти 95% энергии, необходимой для выплавки металла.
Но, возможно, самым узнаваемым воплощением алюминия являются алюминиевые банки для напитков, которые ежегодно производятся сотнями миллиардов штук. Естественно глянцевая поверхность каждой банки служит привлекательным фоном для названия продукта, и хотя ее тонкие стенки могут выдерживать давление до 90 фунтов на квадратный дюйм (в три раза больше, чем у типичной автомобильной шины), доступ к содержимому можно легко получить с помощью просто потяните за язычок. И хотя переработка алюминия поглощает большую часть мировой электроэнергии, алюминиевые банки можно экономично и многократно перерабатывать, каждый раз экономя почти 95% энергии, необходимой для выплавки металла..jpg) Людям не нужен алюминий, и тем не менее он попадает в наши тела каждый день — в воздухе, которым мы дышим, в воде, которую мы пьем, и в пище, которую мы едим.Хотя небольшое количество алюминия обычно присутствует в пищевых продуктах, мы несем ответственность за основные источники пищевого алюминия: пищевые добавки, такие как разрыхлители, эмульгаторы и красители. Проглатывание безрецептурных антацидов может повысить уровень потребления в несколько тысяч раз. И многие из нас каждый день наносят дезодоранты, содержащие алюминий, прямо на кожу. Что беспокоит во всем этом, так это то, что несколько исследований выявили, что алюминий является фактором риска как для рака молочной железы, так и для болезни Альцгеймера.В то время как большинство экспертов по-прежнему не убеждены в доказательствах, алюминий в высоких концентрациях является доказанным нейротоксином, в первую очередь влияющим на кости и мозг. Так что, пока не будет проведено больше исследований, присяжные останутся в стороне. Теперь, возможно, это то, что беспокоит вас во время вашего следующего дальнего перелета.
Людям не нужен алюминий, и тем не менее он попадает в наши тела каждый день — в воздухе, которым мы дышим, в воде, которую мы пьем, и в пище, которую мы едим.Хотя небольшое количество алюминия обычно присутствует в пищевых продуктах, мы несем ответственность за основные источники пищевого алюминия: пищевые добавки, такие как разрыхлители, эмульгаторы и красители. Проглатывание безрецептурных антацидов может повысить уровень потребления в несколько тысяч раз. И многие из нас каждый день наносят дезодоранты, содержащие алюминий, прямо на кожу. Что беспокоит во всем этом, так это то, что несколько исследований выявили, что алюминий является фактором риска как для рака молочной железы, так и для болезни Альцгеймера.В то время как большинство экспертов по-прежнему не убеждены в доказательствах, алюминий в высоких концентрациях является доказанным нейротоксином, в первую очередь влияющим на кости и мозг. Так что, пока не будет проведено больше исследований, присяжные останутся в стороне. Теперь, возможно, это то, что беспокоит вас во время вашего следующего дальнего перелета.
 Я Крис Смит, спасибо за внимание и до свидания.
Я Крис Смит, спасибо за внимание и до свидания.Структура металлических зерен и микроскопический анализ
Понимание сплавов
Материалы, используемые сегодня в практических целях, представляют собой смесь различных химических элементов, часто также называемую «сплавами».Сталь и чугун, например, по существу представляют собой сплавы на основе железа (Fe) с легирующими добавками углерода (C), которые отвечают за твердость железосодержащего материала. Микроструктурный анализ позволяет сделать выводы о свойствах сплава, в том числе о его прочности, твердости и пластичности
.
Рис. 3: Перлитный чугун с пластинчатым графитом, протравленный ниталом. Углерод в основном присутствует в виде графита в пластинчатой форме, что приводит к снижению прочности.Сама перлитная матрица обладает достаточно высокой степенью твердости.
Изображение получено с помощью ZEISS Axio Imager, объектив 50x, яркое освещение
Рис. 4: Ферритный чугун со сфероидальным графитом, протравленный ниталом. Углерод в основном присутствует в виде графита в сферической форме. Сферическая форма обеспечивает повышенную прочность по сравнению с пластинчатым чугуном, но твердость материала ниже из-за отсутствия цементита в чисто ферритной матрице.
Изображение сделано с помощью ZEISS Smartzoom 5, прибл. 500-кратное увеличение
Рис. 5: Ферритная сталь с прибл. 0,1 % С, протравлен ниталом. Углерод в основном присутствует в форме цементита и в виде небольшого количества перлита между ферритными зернами. Матрица, которая поэтому является почти чисто ферритной, имеет низкую степень твердости, но очень хорошую пластичность.
Снимок сделан с помощью ZEISS Smartzoom 5 прибл. 500-кратное увеличение, коаксиальное освещение с малой долей кольцевого света
Рис. 6: Ферритно-перлитная сталь с прибл. 0,2 % C, протравлен ниталом. Углерод в основном присутствует в виде пластинчатого цементита в более твердой части перлита, прилегающей к ферритным зернам. Это приводит к тому, что цементит выглядит полосатым. Перлитные зерна отражают меньше света, чем ферритные зерна, и поэтому кажутся более темными. Матрица этого типа имеет более высокую твердость, но более низкую пластичность.
6: Ферритно-перлитная сталь с прибл. 0,2 % C, протравлен ниталом. Углерод в основном присутствует в виде пластинчатого цементита в более твердой части перлита, прилегающей к ферритным зернам. Это приводит к тому, что цементит выглядит полосатым. Перлитные зерна отражают меньше света, чем ферритные зерна, и поэтому кажутся более темными. Матрица этого типа имеет более высокую твердость, но более низкую пластичность.
Изображение получено с помощью ZEISS Axiolab, объектив 50x, яркое освещение
Понимание системы обозначения алюминиевых сплавов
Понимание системы обозначения алюминиевых сплавов
С ростом использования алюминия в сварочной промышленности и его признанием в качестве отличной альтернативы стали для многих применений, к тем, кто занимается разработкой алюминиевых проектов, предъявляются все более высокие требования по более близкому знакомству с этой группой материалов.Чтобы полностью понять алюминий, рекомендуется начать со знакомства с системой идентификации/обозначения алюминия, множеством доступных алюминиевых сплавов и их характеристиками.
Система маркировки и отпуска алюминиевых сплавов
В Северной Америке The Aluminium Association Inc. отвечает за распределение и регистрацию алюминиевых сплавов. В настоящее время в Алюминиевой ассоциации зарегистрировано более 400 деформируемых алюминиевых и деформируемых алюминиевых сплавов и более 200 алюминиевых сплавов в виде отливок и слитков.Пределы химического состава сплава для всех этих зарегистрированных сплавов содержатся в Бирюзовой книге Алюминиевой ассоциации под названием «Международные обозначения сплавов и пределы химического состава для кованого алюминия и кованых алюминиевых сплавов» и в их Розовой книге под названием «Обозначения и пределы химического состава для алюминия». Сплавы в виде отливок и слитков. Эти публикации могут быть чрезвычайно полезны инженеру-сварщику при разработке процедур сварки, а также в тех случаях, когда важно учитывать химию и ее связь с чувствительностью к трещинам.
Алюминиевые сплавы можно разделить на несколько групп в зависимости от конкретных характеристик материала, таких как его способность реагировать на термическую и механическую обработку и основного легирующего элемента, добавляемого в алюминиевый сплав. Когда мы рассматриваем систему нумерации/идентификации, используемую для алюминиевых сплавов, идентифицируются вышеуказанные характеристики. Кованый и литой алюминий имеют разные системы идентификации; кованые изделия имеют 4-значную систему, а отливки имеют 3-значную систему с 1 десятичным знаком.
Когда мы рассматриваем систему нумерации/идентификации, используемую для алюминиевых сплавов, идентифицируются вышеуказанные характеристики. Кованый и литой алюминий имеют разные системы идентификации; кованые изделия имеют 4-значную систему, а отливки имеют 3-значную систему с 1 десятичным знаком.
Система обозначений деформируемых сплавов
Сначала мы рассмотрим 4-значную систему идентификации кованого алюминиевого сплава.
Первая цифра (Хххх) указывает на основной легирующий элемент, который был добавлен в алюминиевый сплав и часто используется для описания серий алюминиевых сплавов, т. е. серии 1000, серии 2000, серии 3000, вплоть до серии 8000 (см. таблицу). 1).
СИСТЕМА ОБОЗНАЧЕНИЙ ДЕФОРМИРОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
| Серия сплавов | Основной легирующий элемент |
| 1хх | 99. 000% Минимум Алюминий 000% Минимум Алюминий |
| 2хх | Медь |
| 3xx | Марганец |
| 4xx | Кремний |
| 5хх | Магний |
| 6хх | Магний и кремний |
| 7хх | Цинк |
| 8хх | Другие элементы |
Таблица 1
Вторая одиночная цифра (хХхх), если она отлична от 0, указывает на модификацию конкретного сплава, а третья и четвертая цифры (ххХХ) являются произвольными цифрами, присваиваемыми для идентификации конкретного сплава в серии.Пример: В сплаве 5183 цифра 5 указывает на то, что он относится к серии магниевых сплавов, цифра 1 указывает на то, что это 1-я модификация исходного сплава 5083, а цифра 83 идентифицирует его в серии 5ххх.
Единственным исключением из этой системы нумерации сплавов являются алюминиевые сплавы серии 1xxx (чистый алюминий), в этом случае последние 2 цифры указывают минимальное процентное содержание алюминия выше 99%, т. е. сплав 1350 (минимум 99,50% алюминия).
Литой сплав Обозначение
Система обозначений литых сплавов основана на трехзначном плюс десятичном обозначении xxx.х (т.е. 356,0). Первая цифра (Ххх.х) указывает на основной легирующий элемент, добавленный в алюминиевый сплав (см. табл. 2).
СИСТЕМА ОБОЗНАЧЕНИЯ ЛИТОГО АЛЮМИНИЕВОГО СПЛАВА
| Серия сплавов | Основной легирующий элемент |
| 1хх.х | Минимум 99,000% Алюминий |
| 2хх.х | Медь |
3хх. х х | Кремний плюс медь и/или магний |
| 4хх.х | Кремний |
| 5хх.х | Магний |
| 6хх.х | Неиспользованная серия |
| 7хх.х | Цинк |
| 8хх.х | Олово |
| 9хх.х | Другие элементы |
Таблица 2
Вторая и третья цифры (xXX.х) — произвольные числа, данные для обозначения конкретного сплава в серии. Число после запятой указывает, является ли сплав отливкой (.0) или слитком (.1 или .2). Префикс с заглавной буквы указывает на модификацию конкретного сплава.
Пример: Сплав — А356.0 Заглавная буква А (Аххх.х) указывает на модификацию сплава 356.0. Число 3 (A3xx.x) указывает на то, что он относится к серии кремний плюс медь и/или магний. 56 (Ax56.0) определяет сплав в пределах 3xx.x, а .0 (Axxx.0) указывает на то, что это отливка окончательной формы, а не слиток.
Система обозначений закалки алюминия
Если мы рассмотрим различные серии алюминиевых сплавов, мы увидим, что существуют значительные различия в их характеристиках и последующем применении. Первое, что нужно понять после понимания системы идентификации, это то, что в серии, упомянутой выше, есть два совершенно разных типа алюминия.Это алюминиевые сплавы, подлежащие термообработке (те, которые могут набирать прочность за счет добавления тепла) и алюминиевые сплавы, не подлежащие термообработке. Это различие особенно важно при рассмотрении воздействия дуговой сварки на эти два типа материалов.
Деформируемые алюминиевые сплавы серий 1ххх, 3ххх и 5ххх не подлежат термообработке и подлежат только деформационному упрочнению. Деформируемые алюминиевые сплавы серий 2xxx, 6xxx и 7xxx подлежат термообработке, а серия 4xxx состоит из как термообрабатываемых, так и нетермообрабатываемых сплавов. Литейные сплавы серий 2xx.x, 3xx.x, 4xx.x и 7xx.x подлежат термообработке. Деформационное упрочнение обычно не применяется к отливкам.
Литейные сплавы серий 2xx.x, 3xx.x, 4xx.x и 7xx.x подлежат термообработке. Деформационное упрочнение обычно не применяется к отливкам.
Термообрабатываемые сплавы приобретают свои оптимальные механические свойства в процессе термической обработки, наиболее распространенными термическими обработками являются термообработка на твердый раствор и искусственное старение. Термическая обработка раствором — это процесс нагревания сплава до повышенной температуры (около 990 градусов по Фаренгейту) для перевода легирующих элементов или соединений в раствор.За этим следует гашение, обычно в воде, с получением пересыщенного раствора при комнатной температуре. Термическая обработка на раствор обычно сопровождается старением. Старение – это осаждение части элементов или соединений из перенасыщенного раствора с целью получения желаемых свойств. Процесс старения делится на два типа: старение при комнатной температуре, называемое естественным старением, и старение при повышенных температурах, называемое искусственным старением. Температуры искусственного старения обычно составляют около 320 градусов.F. Многие термообрабатываемые алюминиевые сплавы используются для изготовления сварных изделий в их термически обработанном раствором и искусственно состаренном состоянии.
Температуры искусственного старения обычно составляют около 320 градусов.F. Многие термообрабатываемые алюминиевые сплавы используются для изготовления сварных изделий в их термически обработанном раствором и искусственно состаренном состоянии.
Сплавы, не подвергающиеся термообработке, приобретают свои оптимальные механические свойства за счет деформационного упрочнения. Деформационное упрочнение – это метод увеличения прочности за счет применения холодной обработки давлением. Система обозначений темперамента касается материальных условий, называемых темперами. Система обозначений сплавов является расширением системы нумерации сплавов и состоит из ряда букв и цифр, которые следуют за номером обозначения сплава и соединяются дефисом.Примеры: 6061-Т6, 6063-Т4, 5052-х42, 5083-х212.
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
| Письмо | Значение |
| Ф | В готовом виде – Применяется к продуктам процесса формовки, в котором не используется специальный контроль условий термического упрочнения или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для достижения минимального состояния прочности для улучшения пластичности и стабильности размеров |
| Н | Деформационно-упрочненный – относится к изделиям, упрочненным в результате холодной обработки. За деформационным упрочнением может следовать дополнительная термическая обработка, приводящая к некоторому снижению прочности. За буквой «Н» всегда следуют две или более цифры (см. таблицу 4) За деформационным упрочнением может следовать дополнительная термическая обработка, приводящая к некоторому снижению прочности. За буквой «Н» всегда следуют две или более цифры (см. таблицу 4) |
| Вт | Термическая обработка на твердый раствор – Нестабильный отпуск, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки на твердый раствор |
| Т | Термически обработанный — для получения стабильных состояний, отличных от F, O или H.Применяется к изделиям, прошедшим термическую обработку, иногда с дополнительной деформационной закалкой для получения стабильного состояния. За буквой «Т» всегда следует одна или несколько цифр (см. таблицу 5) |
Таблица 3
В дополнение к основному обозначению отпуска существуют две категории подразделов, одна из которых относится к отпуску «H» — деформационное упрочнение, а другая — к отпуску «T» — обозначение «термальная обработка».
Таблица 4. Подразделы H-состояния – деформационно-упрочненные
Первая цифра после H указывает на базовую операцию:
h2 – только для деформационного упрочнения.
h3 – деформационно-упрочненная и частично отожженная.
h4 – деформационно-упрочненная и стабилизированная.
h5 – деформационно-упрочненные и лакированные или окрашенные.
Вторая цифра после H обозначает степень деформационного упрочнения:
HX2 – четверть жесткости HX4 – полутвердость HX6 – твердость три четверти
HX8 — полностью твердый HX9 — экстратвердый
Таблица 5 — Подразделения T закалки – термически обработанные
T1 — Естественно состаренные после охлаждения в процессе формования при повышенной температуре, например, экструзии.
T2 — Холодная обработка после охлаждения в процессе формовки при повышенной температуре с последующим естественным старением.
T3 — Термическая обработка на раствор, холодная обработка и естественное старение.
T4 — Термическая обработка раствором и естественное старение.
T5 — Искусственно состаренное после охлаждения в процессе формовки при повышенной температуре.
T6 — Термообработанный и искусственно состаренный раствор.
T7 — Термообработанный и стабилизированный раствор (перестаренный).
T8 — Термообработанный раствор, холодная обработка и искусственное старение.
T9 — Термически обработанный раствор, искусственно состаренный и подвергнутый холодной обработке.
T10 — Холодная обработка после охлаждения в процессе формовки при повышенной температуре с последующим искусственным старением.
Дополнительные цифры указывают на снятие напряжения.
Примеры:
TX51 или TXX51 — напряжение снимается растяжением.
TX52 или TXX52 — снятие напряжения за счет сжатия.
Алюминиевые сплавы и их характеристики
Если мы рассмотрим семь серий деформируемых алюминиевых сплавов, мы оценим их различия и поймем их области применения и характеристики.
Серия 1xxx Сплавы – (неподдающиеся термической обработке – с пределом прочности при растяжении от 10 до 27 тысяч фунтов/кв. дюйм) эту серию часто называют серией из чистого алюминия, поскольку в ней требуется минимум 99,0% алюминия. Они поддаются сварке. Однако из-за их узкого диапазона плавления они требуют определенных соображений для обеспечения приемлемых процедур сварки. При рассмотрении вопроса о производстве эти сплавы выбирают в первую очередь из-за их превосходной коррозионной стойкости, например, в специализированных резервуарах для химикатов и трубопроводов, или из-за их превосходной электропроводности, как в шинопроводах.Эти сплавы имеют относительно плохие механические свойства, и их редко рассматривают для общих конструкционных применений. Эти базовые сплавы часто сваривают с соответствующим присадочным материалом или с присадочными сплавами 4ххх в зависимости от области применения и требований к характеристикам.
Сплавы серии 2xxx – (термообрабатываемые – с пределом прочности при растяжении от 27 до 62 тысяч фунтов на квадратный дюйм) это алюминиево-медные сплавы (добавки меди в диапазоне от 0,7 до 6,8%), а также высокопрочные сплавы с высокими эксплуатационными характеристиками, которые часто используются для аэрокосмической и авиационной техники. Они обладают отличной прочностью в широком диапазоне температур. Некоторые из этих сплавов считаются непригодными для сварки дуговой сваркой из-за их склонности к горячему растрескиванию и коррозионному растрескиванию под напряжением; однако другие очень успешно свариваются дуговой сваркой с использованием правильных процедур сварки. Эти основные материалы часто свариваются с высокопрочными присадочными сплавами серии 2ххх, разработанными для соответствия их характеристикам, но иногда их можно сваривать с присадочными материалами серии 4ххх, содержащими кремний или кремний и медь, в зависимости от применения и требований к обслуживанию.
Они обладают отличной прочностью в широком диапазоне температур. Некоторые из этих сплавов считаются непригодными для сварки дуговой сваркой из-за их склонности к горячему растрескиванию и коррозионному растрескиванию под напряжением; однако другие очень успешно свариваются дуговой сваркой с использованием правильных процедур сварки. Эти основные материалы часто свариваются с высокопрочными присадочными сплавами серии 2ххх, разработанными для соответствия их характеристикам, но иногда их можно сваривать с присадочными материалами серии 4ххх, содержащими кремний или кремний и медь, в зависимости от применения и требований к обслуживанию.
Серия 3xxx Сплавы – (нетермообрабатываемые – с пределом прочности при растяжении от 16 до 41 тыс.фунтов/кв.дюйм) Это алюминиево-марганцевые сплавы (добавки марганца от 0,05 до 1,8%) и имеют умеренную прочность, обладают хорошей коррозионной стойкостью , хорошая формуемость и подходят для использования при повышенных температурах. Одним из первых их применений были кастрюли и сковородки, и сегодня они являются основным компонентом теплообменников в транспортных средствах и электростанциях. Однако их умеренная прочность часто не позволяет рассматривать их для структурных применений.Эти базовые сплавы свариваются с присадочными сплавами серий 1xxx, 4xxx и 5xxx, в зависимости от их конкретного химического состава и особых требований к применению и обслуживанию.
Одним из первых их применений были кастрюли и сковородки, и сегодня они являются основным компонентом теплообменников в транспортных средствах и электростанциях. Однако их умеренная прочность часто не позволяет рассматривать их для структурных применений.Эти базовые сплавы свариваются с присадочными сплавами серий 1xxx, 4xxx и 5xxx, в зависимости от их конкретного химического состава и особых требований к применению и обслуживанию.
Серия 4xxx Сплавы – (термообрабатываемые и нетермообрабатываемые – с пределом прочности при растяжении от 25 до 55 тысяч фунтов/кв. как термообрабатываемые, так и нетермообрабатываемые сплавы. Кремний при добавлении к алюминию снижает его температуру плавления и улучшает его текучесть в расплавленном состоянии.Эти характеристики желательны для присадочных материалов, используемых как для сварки плавлением, так и для пайки твердым припоем. Следовательно, этот ряд сплавов преимущественно используется в качестве присадочного материала. Кремний, независимо от алюминия, не подвергается термообработке; однако некоторые из этих кремниевых сплавов были разработаны с добавками магния или меди, что дает им возможность положительно реагировать на термообработку на твердый раствор. Как правило, эти термообрабатываемые присадочные сплавы используются только тогда, когда сварной компонент должен быть подвергнут термической обработке после сварки.
Кремний, независимо от алюминия, не подвергается термообработке; однако некоторые из этих кремниевых сплавов были разработаны с добавками магния или меди, что дает им возможность положительно реагировать на термообработку на твердый раствор. Как правило, эти термообрабатываемые присадочные сплавы используются только тогда, когда сварной компонент должен быть подвергнут термической обработке после сварки.
Серия 5xxx Сплавы – (нетермообрабатываемые – с пределом прочности при растяжении от 18 до 51 ksi) Это алюминиево-магниевые сплавы (добавки магния в диапазоне от 0,2 до 6,2%) и имеют самую высокую прочность среди нетермообрабатываемых сплавов. обрабатываемые сплавы. Кроме того, эта серия сплавов легко поддается сварке, и по этим причинам они используются для самых разных применений, таких как судостроение, транспорт, сосуды под давлением, мосты и здания. Сплавы на основе магния часто сваривают с присадочными сплавами, которые выбирают с учетом содержания магния в основном материале, а также применения и условий эксплуатации свариваемого компонента. Сплавы этой серии с содержанием магния более 3,0% не рекомендуются для эксплуатации при температуре выше 150°F из-за их потенциальной сенсибилизации и последующей склонности к коррозионному растрескиванию под напряжением. Базовые сплавы с содержанием магния менее примерно 2,5% часто успешно свариваются с присадочными сплавами серий 5xxx или 4xxx. Основной сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4xxx. Из-за проблем, связанных с плавлением эвтектики и связанных с этим плохих механических свойств после сварки, не рекомендуется сваривать материалы этой серии сплавов, которые содержат большее количество магния, с наполнителями серии 4xxx.Базовые материалы с более высоким содержанием магния свариваются только с присадочными сплавами 5ххх, которые обычно соответствуют составу основного сплава.
Сплавы этой серии с содержанием магния более 3,0% не рекомендуются для эксплуатации при температуре выше 150°F из-за их потенциальной сенсибилизации и последующей склонности к коррозионному растрескиванию под напряжением. Базовые сплавы с содержанием магния менее примерно 2,5% часто успешно свариваются с присадочными сплавами серий 5xxx или 4xxx. Основной сплав 5052 обычно считается основным сплавом с максимальным содержанием магния, который можно сваривать с присадочным сплавом серии 4xxx. Из-за проблем, связанных с плавлением эвтектики и связанных с этим плохих механических свойств после сварки, не рекомендуется сваривать материалы этой серии сплавов, которые содержат большее количество магния, с наполнителями серии 4xxx.Базовые материалы с более высоким содержанием магния свариваются только с присадочными сплавами 5ххх, которые обычно соответствуют составу основного сплава.
Серия 6XXX Сплавы – (термообрабатываемые – с пределом прочности при растяжении от 18 до 58 тысяч фунтов на квадратный дюйм) Это сплавы алюминия/магния и кремния (добавки магния и кремния около 1,0%) и широко используются в сварочной промышленности, используется преимущественно в виде экструзии и входит во многие структурные компоненты. Добавление магния и кремния к алюминию дает соединение силицида магния, которое придает этому материалу способность подвергаться термообработке на твердый раствор для повышения прочности. Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя сваривать дуговой автогенной сваркой (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки имеет важное значение для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания.Они свариваются с присадочными материалами как 4ххх, так и 5ххх, в зависимости от области применения и требований к обслуживанию.
Добавление магния и кремния к алюминию дает соединение силицида магния, которое придает этому материалу способность подвергаться термообработке на твердый раствор для повышения прочности. Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя сваривать дуговой автогенной сваркой (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки имеет важное значение для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания.Они свариваются с присадочными материалами как 4ххх, так и 5ххх, в зависимости от области применения и требований к обслуживанию.
Серия 7XXX Сплавы – (термообрабатываемые – с пределом прочности при растяжении от 32 до 88 тысяч фунтов на квадратный дюйм) Это алюминиево-цинковые сплавы (добавки цинка в диапазоне от 0,8 до 12,0%) и включают в себя одни из самых прочных алюминиевых сплавов. Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолеты, аэрокосмическая промышленность и спортивное оборудование. Как и серия сплавов 2xxx, эта серия включает сплавы, которые считаются непригодными для дуговой сварки, и другие сплавы, которые часто успешно свариваются дугой.Обычно свариваемые сплавы этой серии, такие как 7005, преимущественно свариваются с присадочными сплавами серии 5ххх.
Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолеты, аэрокосмическая промышленность и спортивное оборудование. Как и серия сплавов 2xxx, эта серия включает сплавы, которые считаются непригодными для дуговой сварки, и другие сплавы, которые часто успешно свариваются дугой.Обычно свариваемые сплавы этой серии, такие как 7005, преимущественно свариваются с присадочными сплавами серии 5ххх.
Сводка
Сегодняшние алюминиевые сплавы, вместе с их различными состояниями, включают широкий и универсальный диапазон производственных материалов. Для оптимальной конструкции продукта и успешной разработки сварочных процедур важно понимать различия между многими доступными сплавами и их различными характеристиками и характеристиками свариваемости.При разработке процедур дуговой сварки этих различных сплавов необходимо учитывать конкретный свариваемый сплав. Часто говорят, что дуговая сварка алюминия не сложна, «просто другая». Я считаю, что важной частью понимания этих различий является знакомство с различными сплавами, их характеристиками и системой их идентификации.
Дополнительные источники информации
Существует ряд превосходных справочных источников, посвященных исключительно сварке алюминия; Одним из них является «Теория и практика сварки алюминия» Алюминиевой ассоциации, а другим — документ D1 Американского общества сварщиков.2 – Нормы сварки конструкций – Алюминий. Другими документами, доступными в Алюминиевой ассоциации, которые помогают при проектировании алюминиевых конструкций, являются Руководство по проектированию алюминия и Стандарты и данные по алюминию. Эти документы вместе с документами по обозначениям сплавов, упомянутыми ранее в статье, можно получить непосредственно в AWS или в The Aluminium Association, если это необходимо.
AWS Тел.: 1 800 443 9353 Веб-сайт: www.aws.org
The Aluminium Association Тел.: (301) 645-0756 Веб-сайт: www.алюминий.орг
3 Преимущества алюминиевых профилей по сравнению со сварными стальными
,
Независимо от того, настраиваете ли вы оборудование автоматизации для крупной сборочной линии или рабочей станции для одного сотрудника, скорее всего, вам понадобится металлический каркас для установки деталей роботов, дозаторов или другого автоматизированного сборочного оборудования. Многие владельцы заводов выбирают традиционные сварные стальные конструкции из-за их прочности и долговечности. Тем не менее, рамы из алюминиевого профиля также набирают популярность, и на то есть несколько веских причин.
Многие владельцы заводов выбирают традиционные сварные стальные конструкции из-за их прочности и долговечности. Тем не менее, рамы из алюминиевого профиля также набирают популярность, и на то есть несколько веских причин.
Алюминиевые экструдированные рамы представляют собой модульное решение, состоящее из стержней из экструдированного алюминия с уникальным дизайном Т-образных пазов. Набор специализированных соединителей позволяет покупателю построить любую конструкцию, которая ему нужна.
Поскольку каркас изготовлен из алюминия, он часто имеет более высокую цену, чем сталь (хотя и меньше, чем нержавеющая сталь). Но мы обнаружили, что алюминиевые экструзионные рамы имеют явные преимущества перед сварными стальными системами:
1.Простота сборки
Сталь может быть дешевле, чем алюминий, но также требует трудоемкой установки. Вам нужно будет нанять сборочную бригаду, чтобы установить тяжелые детали на место, и нанять профессионального сварщика (или найти кого-то в вашей команде с опытом сварки и специализированным оборудованием). Это требует периода простоя — вы не можете иметь сотрудников поблизости, пока идет сварка, — плюс последующая уборка.
Это требует периода простоя — вы не можете иметь сотрудников поблизости, пока идет сварка, — плюс последующая уборка.
Однако с системами алюминиевого профиля с Т-образными пазами один работник может собрать станцию, используя только ручные инструменты.Разъемы плотно фиксируются в слотах, и требуется небольшая очистка, если вообще требуется.
Кроме того, перед использованием стальные поверхности необходимо очистить и покрасить, что добавляет дополнительный этап. Однако алюминиевые экструзионные элементы анодированы и не требуют покраски или покрытия.
2. Адаптивность к изменениям
При планировании сварной конструкции каждый размер и крепежный болт должны быть точно определены заранее. После того, как конструкции прочно сварены вместе, а отверстия просверлены в точных точках, трудно исправить ошибки.И если оборудование или процессы изменятся в будущем, сварная конструкция может оказаться неспособной адаптироваться.
С другой стороны, системы рам из алюминиевого профиля гораздо более гибкие. Детали можно отсоединить, а затем снова собрать по мере необходимости, а также просто переместить разъемы на несколько дюймов туда или сюда, чтобы внести изменения в монтаж.
Детали можно отсоединить, а затем снова собрать по мере необходимости, а также просто переместить разъемы на несколько дюймов туда или сюда, чтобы внести изменения в монтаж.
3. Управление повреждениями
Если часть стальной конструкции будет повреждена во время производства, для ее ремонта, вероятно, потребуется вырезать поврежденную часть и приварить новую — сложный и трудоемкий процесс.Но из-за модульного характера алюминиевого каркаса замена поврежденного стержня проста и не требует больших производственных простоев.
Кроме того, поскольку сталь уязвима для ржавчины, часто требуется защитное покрытие, чтобы замедлить неизбежный процесс. Алюминий, с другой стороны, по своей природе не ржавеет, а это означает, что он может прослужить дольше даже во влажной среде.
Заключительные мысли Обязательно обратите внимание, что, хотя одним из больших преимуществ алюминия является его легкость, он не так прочен, как сталь.Исторически он использовался только для легких приложений, таких как защита машин. Однако система экструзии алюминия Robotunits, предлагаемая Izumi International, имеет запатентованную систему соединения, которая может выдерживать большую вибрацию и большие нагрузки. (Это система Robotunits на первом фото, которая удерживает вес автомобиля всего одним шарниром!)
Однако система экструзии алюминия Robotunits, предлагаемая Izumi International, имеет запатентованную систему соединения, которая может выдерживать большую вибрацию и большие нагрузки. (Это система Robotunits на первом фото, которая удерживает вес автомобиля всего одним шарниром!)
Каждое приложение должно оцениваться с точки зрения его нагрузок и сил, но система экструзионных рам Robotunits успешно используется для оснований роботов и рам для высокоскоростного автоматизированного оборудования.
Не уверены, какая система кадрирования вам подходит? Эксперты Izumi International будут рады помочь вам разработать индивидуальное решение для ваших нужд. Позвоните нам по телефону 864.288.8001 или запросите оценку ниже.
Алюминиевые сплавы для аэрокосмической промышленности. Аэрокосмическое производство и проектирование
Отличные основы
Аэрокосмический сектор переживает беспрецедентный рост. Спрос на авиаперевозки, определяемый как коммерческий пассажиро-километр (RPK), неуклонно растет, и этот рост ускоряется.После скачка с 3,6 млрд RPK до 4,6 млрд RPK с 2004 по 2008 год количество поездок сократилось на 1,2% во время Великой рецессии. Рынок быстро компенсировал этот спад, вернувшись к устойчивому росту с совокупным годовым темпом роста (CAGR) 6,8% с 2009 по 2017 год. Более того, этот рост продолжал ускоряться с 2014 по 2017 год, достигнув 7,6%. Высокий спрос привел к устойчивому росту.
Спрос на авиаперевозки, определяемый как коммерческий пассажиро-километр (RPK), неуклонно растет, и этот рост ускоряется.После скачка с 3,6 млрд RPK до 4,6 млрд RPK с 2004 по 2008 год количество поездок сократилось на 1,2% во время Великой рецессии. Рынок быстро компенсировал этот спад, вернувшись к устойчивому росту с совокупным годовым темпом роста (CAGR) 6,8% с 2009 по 2017 год. Более того, этот рост продолжал ускоряться с 2014 по 2017 год, достигнув 7,6%. Высокий спрос привел к устойчивому росту.
Из-за этих исключительных темпов роста спрос привел к рекордным задержкам для Airbus и Boeing.При нынешних темпах производства у них восемь лет отставания. Несмотря на то, что в период с 2009 по 2014 год в компании Boeing наблюдалось небольшое сокращение объема невыполненных заказов, в период с 2014 по 2017 год совокупный объем невыполненных заказов продолжал увеличиваться. с ожиданием увеличения производства еще на пять самолетов в месяц в 2019 году. Airbus увеличивает производство A320 с 50 самолетов в месяц в 2017 году до 60 самолетов в 2019 году. Если оба производителя выполнят свои цели на 2019 год, производство узкофюзеляжных автомобилей увеличится более чем на 50% с 2012 по 2019 год. оценки приблизились к историческим максимумам. За последние 10 лет публичные акции аэрокосмических компаний значительно превзошли S&P 500.
Если оба производителя выполнят свои цели на 2019 год, производство узкофюзеляжных автомобилей увеличится более чем на 50% с 2012 по 2019 год. оценки приблизились к историческим максимумам. За последние 10 лет публичные акции аэрокосмических компаний значительно превзошли S&P 500.
Относительные оценки почти удвоились, при этом публичные аэрокосмические компании торгуются в среднем по 12.Удвоение форвардной прибыли до вычета процентов, налогов, износа и амортизации (EBITDA). Оценки государственных аэрокосмических компаний значительно превышают исторические уровни и почти вдвое превышают минимумы конца 2011 года (см. рис. 1).
График 2. Мультипликаторы EBITDA, объемы сделокУскорение объема сделок
Оценки слияний и поглощений и годовых сделок выше недавних средних значений за прошлые периоды. При 10,5-кратном показателе EBITDA за последние двенадцать месяцев (LTM) оценки аэрокосмического сектора выше среднего исторического значения. Хотя объем сделок снизился с 2014 по 2017 год, количество сделок, закрытых в 2017 году, оставалось выше, чем в среднем за 10 лет. Что еще более важно, если экстраполировать темпы сделок за первые семь месяцев 2018 г. на весь год, 2018 г. должен значительно превысить количество сделок, закрытых в 2017 г. (см. рис. 2).
Что еще более важно, если экстраполировать темпы сделок за первые семь месяцев 2018 г. на весь год, 2018 г. должен значительно превысить количество сделок, закрытых в 2017 г. (см. рис. 2).
Сделки, меняющие рынок
Ведущие производители оригинального оборудования для самолетов (OEM) и поставщики первого уровня значительно меняют конкурентную среду. Создав совместное предприятие Embraer, Boeing расширяет свои позиции в категории узкофюзеляжных самолетов и становится лидером на рынке региональных реактивных самолетов.Boeing также приобрел KLX в мае 2018 года, чтобы расширить свое присутствие в управлении цепочками поставок, основываясь на приобретении Aviall в 2006 году. Объединение Airbus с Bombardier в отношении серии C стало катализатором для создания совместного предприятия Boeing / Embraer. Конечно, Airbus получил контроль над самолетами C-серии без денежных вложений.
United Technologies Corp. (UTC), а также Safran консолидируют поставщиков первого уровня путем приобретения компаний Rockwell Collins и Zodiac Aerospace соответственно. Spirit Aerosystems возглавляет собственную консолидацию первого уровня после приобретения ASCO.
Spirit Aerosystems возглавляет собственную консолидацию первого уровня после приобретения ASCO.
Аэрокосмический рынок претерпевает критическую трансформацию, которая требует консолидации базы поставщиков для устранения ненужных затрат и повышения долгосрочной жизнеспособности каждой организации-преемника.
Золотая середина среднего рынка
Хотя крупные сделки получают большую часть заголовков, средний рынок продолжает лидировать по объему сделок слияний и поглощений, при этом 95% сделок в аэрокосмическом и оборонном секторах составляют менее 500 миллионов долларов США каждая (круговая диаграмма, справа ).
Диаграмма 3. Недавние слияния и поглощения в аэрокосмической отраслиКонсолидация на среднем рынке
Десять сделок, совершенных за последние несколько месяцев, показывают, что компании применяют стратегию «покупай и строи» (см. диаграмму 3). Восемь сделок были профинансированы группами прямых инвестиций и включают производителей металлообработки и прецизионной обработки; поставщики услуг по техническому обслуживанию, ремонту и капитальному ремонту (ТОиР); и производителей салонов самолетов. Независимо от подсектора, существует группа покупателей, стремящихся консолидировать рынок.
Независимо от подсектора, существует группа покупателей, стремящихся консолидировать рынок.
Промышленность активно приобретает
Группы прямых инвестиций (PE) и их портфельные компании активно приобретают предприятия аэрокосмической и оборонной промышленности (A&D) – участие PE составляет почти 40% сделок A&D. Многие группы являются серийными приобретателями с множественными интересами. Наиболее активными фирмами в секторе прямых инвестиций являются Acorn Growth Companies, AE Industrial Partners, Arlington Capital и Liberty Hall Partners, а также такие группы, как Blackstone, The Carlyle Group, GenNx360, JLL Partners и Trive Capital.В общей сложности более 100 фирм, занимающихся частными инвестициями, имеют одну или несколько портфельных компаний, специализирующихся на аэрокосмической отрасли.
Однако стратегические операторы не готовы отставать от фирм PE. В 2017 году UTC приобрела Rockwell Collins, которая сама является одним из наиболее активных покупателей аэрокосмических компаний. Рынок также стал свидетелем того, как европейские авиастроительные компании, такие как Sonaca и Aernnova, приобрели американские фирмы, чтобы расширить свое присутствие за счет Boeing. Transdigm остается агрессивной в этом пространстве, недавно добавив Skandia в свой портфель, поскольку она продолжает приобретать примерно три компании ежегодно.Другими ключевыми покупателями в этом секторе являются AAR Corp., CIRCOR, Curtiss Wright, Ducommun, HEICO, Heroux-Devtek и L-3 Technologies. Эти стратегические покупатели активно используют слияния и поглощения для приобретения новых клиентов и возможностей, одновременно повышая свою относительную значимость в цепочке поставок.
Рынок также стал свидетелем того, как европейские авиастроительные компании, такие как Sonaca и Aernnova, приобрели американские фирмы, чтобы расширить свое присутствие за счет Boeing. Transdigm остается агрессивной в этом пространстве, недавно добавив Skandia в свой портфель, поскольку она продолжает приобретать примерно три компании ежегодно.Другими ключевыми покупателями в этом секторе являются AAR Corp., CIRCOR, Curtiss Wright, Ducommun, HEICO, Heroux-Devtek и L-3 Technologies. Эти стратегические покупатели активно используют слияния и поглощения для приобретения новых клиентов и возможностей, одновременно повышая свою относительную значимость в цепочке поставок.
Оптимизм в отношении будущего
Обзор слияний и поглощений KippsDeSanto за 2018 год содержит несколько интересных выводов, касающихся рыночного оптимизма. В целом респонденты положительно отнеслись к У.S. экономика, слияния и поглощения в коммерческом аэрокосмическом секторе, а также стабильность и рост коммерческого аэрокосмического рынка.
- 95% респондентов с оптимизмом смотрят на экономический рост в США
- 98% ожидают, что активность в области слияний и поглощений в аэрокосмической отрасли останется такой же, как в 2017 г., или увеличится более чем на 5%
- 82% ожидают стабильного или растущего рынка коммерческой аэрокосмической отрасли; 5% респондентов указали, что коммерческий аэрокосмический рынок перестал быть цикличным, отметив; «Цикл? Какой цикл? Циклы мертвы.”
Неудивительно, учитывая рекордный экономический рост, многолетнее отставание и рост спроса на авиаперевозки, респонденты положительно оценили слияния и поглощения в коммерческой аэрокосмической отрасли.
Диаграмма 5. Мировой доход на пассажиро-километр (RPK)Возможность максимизировать ценность
Нынешний рынок предоставляет акционерам и владельцам прекрасную возможность максимизировать ценность. Основы превосходны и привели к рекордным оценкам. Скорость транзакций оставалась стабильной, и последние данные свидетельствуют о том, что она может ускориться.