Алмазно-расточные станки: принцип работы и виды
Алмазно-расточные станки используются в сфере шлифования конической формы фасонных вращающихся поверхностей, специальных канав и торцов, подходят при тонком растачивании цилиндрических плоскостей. Такие агрегаты используются при последней стадии шлифовки отверстий. Тонкое растачивание гарантирует гладкость металлической поверхности и 100%-ную точность различной формы углублений.
 Алмазно-расточные станки
Алмазно-расточные станкиОборудование такого типа укомплектовано двумя разновидностями механизма:
- твердосплавный – используется для резки стальных и чугунных материалов;
- алмазные – обработка пластмассовых, вулканизованных видов каучуков, прочих синтетических материалов.
Почти все модели алмазно-расточных станков с числовым программным обеспечением используются не только для создания запчастей к автомобильным двигателям, но и для создания точных деталей для двигателей различных других станков или иного оборудования. Это программное обеспечение создано на базе компьютеризированной системы управления, работающей с приводами технологического оборудования.
Чтобы понять, как работает станок, создана специальная кинематическая схема, на которой изображена последовательность передачи движения от двигателя станка к остальным его рабочим органам, а также их взаимосвязь.
Растачивание тонкого типа
Это заключительный этап шлифования отверстий, которое выполняется высокопрочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначен для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и иных синтоматериалов. К числу таких деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое подобное. Такое растачивание осуществляется при небольших углублениях, высокоскоростным процессом резания, что обеспечивает наименьшую шероховатость отполированных деталей.

Тонкое растачивание
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
Виды станков
Все модели алмазно-расточных станков представлены четырьмя видами: вертикально и горизонтально направленные, а по количеству шпинделей – много- и одношпиндельные. Вертикальные одношпиндельные ставки наделены раздельным приводом с главным движением, а именно круговое движение шпинделя производится благодаря, ременной передаче. Горизонтальные виды предназначаются для проведения работ наивысшей точности, поэтому у них двигатель располагается за пределами станка, не предусмотрена коробка передач, а вращение шпинделям придается на основе тех же ременных передач. Чтобы настроить интенсивность вращения используются сменные и ступенчатые шкивы.

Общий вид алмазно-расточного станка
Вертикальные модели с одним шпинделем передают движение подачи по специальному шпинделю, а вот в горизонтальных двух или односторонних станках по специальной поверхности при помощи приспособления, которое будет надежно закреплять будущее готовое изделие. Стол осуществляет целый комплекс из заумных рабочих перенесений, путем подач детали различным головкам шпинделя, которые фиксируют на специальных мостиках. Специализированный алмазно-расточной станок работает немного по другому принципу: перемещение происходит благодаря шпиндельным головкам, а сама заготовка фиксируется в недвижимом положении.
Полуавтомат отделочно-расточной 2705
Алмазно-расточной станок 2705 с функцией автопрограммирования цикла, который предназначен для шлифовок цилиндрических, точных конических или фигурных поверхностей, чтобы вырезать канавки, подрезания внутренних или наружных торцов. Возможности этой машины помогают обрабатывать сразу пару небольших отверстий в мелкокалиберных элементах всего лишь за несколько подходов.

Алмазно-расточной станок 2705
Устройство станка позволяет фиксировать детали специальным приспособлением на рабочей поверхности, который производит рабочую передачу с быстрой конвенцией и бесступенчатым контролем скорости. Механизм 2705 позволяется использовать на предприятиях и фабриках, осуществляющих масштабное и массовое изготовление металлических составляющих.
Характеристики алмазно-расточного станка 2705:
- калибр отверстия в виду расточки – 8-200 мм;
- габариты плоскости стола – 320х500 мм;
- напряжение составляет 220/380 В;
- количество головок шпинделя, закреплённых на мостике – 3221.
Более подробный обзор станка показывает вес и многие другие характеристики изделия. Также вы можете посмотреть фото алмазно-расточного станка.
Односторонний алмазно-расточной станок 2706
Алмазно-расточной станок 2706 создан для растачивания цилиндрических отверстий. Он состоит из станины, сверху которой установлены два специализированных мостика, и между них на направляющих станины движется стол. Инструкция по эксплуатации станка 2706 говорит о том, что станок работает на основе электродвигателя, который установлен в станине и закрыт специализированным кожухом от попадания стружки.

Алмазно-расточной станок 2706
Для того, чтобы рассмотреть то, как он работает, вам понадобится электросхема. На станине также имеется гидростанция, которая осуществляет подачу масла в цилиндры, движущие механизмы станка. Схема работы показывает, что она управляется при помощи пульта и гидропанели. Если изучить паспорт изделия и его характеристики, то можно заметь, что все электрооборудование находится в специальном шкафу.
При выборе алмазно-расточного станка, обязательно просматривайте схему работы и паспорт устройства, потому как не все изделия работают по одинаковой схеме. Некоторые из них предусмотрены для того, чтобы более качественно обрабатывать детали различных двигателей. К тому же каждая модель алмазно-расточного станка рассчитана на создание определенных запчастей и приспособлений и иные детали невозможно будет обработать.
2А78Н станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Производитель отделочно-расточного станка 2А78Н Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе — один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
2А78Н станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Отделочно-расточной станок 2А78 выпускался в семидесятых годах прошлого века. Он заменил устаревший станок модели 278 и сам уступил место более совершенному станку 2Е78П, 2Е78ПН.
Отличия отделочно-расточного (алмазно-расточный) алмазно-расточного станка 2А78 и 2А78Н:
- 2А78 — имеется подвижный стол, который перемещается в продольном и поперечном направлениях
Станки отделочно-расточные вертикальные 2А78Н предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
Обрабатываемые изделия центрируют и закрепляют на неподвижном столе. В зависимости от диаметра растачиваемого отверстия в шпиндельной бабке устанавливают определенный шпиндель из имеющегося комплекта. Универсальный шпиндель применяется для выполнения операций сверления, зенкерования и развертывания отверстий и поставляется за отдельную плату.
Комплект принадлежностей, приспособлений и инструментов, поставляемый со станком, позволяет растачивать блоки цилиндров и гильзы двигателей, предусмотренные по техническому заданию на изготовление станка.
На станке модели 2А78 стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Габарит рабочего пространства отделочно-расточного станка 2А78Н
Габарит рабочего пространства станка 2а78н
Посадочные и присоединительные базы отделочно-расточного станка 2А78Н
Посадочные и присоединительные базы станка 2а78н
Фото отделочно-расточного станка 2А78Н
Фото отделочно-расточного станка 2а78н
Фото отделочно-расточного станка 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н
Расположение органов управления отделочно-расточным станком 2а78н
Расположение органов управления отделочно-расточным станком 2А78Н. Смотреть в увеличенном масштабе
- Упоры автоматического выключения движения шпиндельной бабки
- Маховик перемещения шпиндельной бабки вручную
- Переключатель скоростей электродвигателя главного движения
- Рукоятка переключения подач шпиндельной бабки
- Рукоятка переключения скоростей шпинделя
- Вводный выключатель
- Рукоятка для закрепления стола от поперечного перемещения
- Маховик перемещений стола вручную в поперечном и продольном направлениях
- Рукоятка для закрепления стола от продольного перемещения
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Выключатель освещения микроскопа
- Кнопка «Шпиндель вниз — стол вправо» — быстрый ход шпиндельной бабки вниз, быстрый ход стола вправо (для станка модели 2А78)
- Кнопка «Шпиндель вверх — стол влево» — быстрый ход шпиндельной бабки вверх, быстрый ход стола влево (для станка модели 2А78)
- Кнопка «Пуск» — рабочее движение шпиндельной бабки
- Кнопка «Стоп» — останов станка
- Рукоятка переключения передачи от привода быстрых ходов на шпиндельную бабку или стол
- Выключатель местного освещения
- Рукоятка для отключения шпинделя от кинематической цепи
- I — Узел 12. Основание станка 2А78
- II — Узел 32. Основание станка 2А78Н
- III — Узел 18. Стол станка 2А78
- IV — Узел 19. Колонна
- VI — Узел 71. Сменные шпиндели; Узел 74. Универсальный шпиндель; Узел 76. Принадлежности (на рисунках не обозначены)
- VII — Узел 83. Электрооборудование (2А78)
- VIII — Узел 84. Электрооборудование (2А78Н)
- IX — Узел 53. Коробка скоростей и подач (2А78)
- X — Узел 54. Коробка скоростей и подач (2А78Н)
Кинематическая схема отделочно-расточного станка 2А78Н
Кинематическая схема отделочно-расточного станка 2а78н
Схема кинематическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 2,0 кгс.м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 1,0 кгс.м, в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
В этом случае следует немедленно остановить станок и изменить режимы резания, нагрузку или устранить неполадки.
Описание кинематической схемы отделочно-расточного станка 2А78Н
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схем.
Включение быстрых перемещений шпиндельной бабки или стола пояснено в описании коробки скоростей подач настоящего раздела.
Станок 2А78 отличается от станка 2А78Н наличием стола, перемещающегося в продольном и поперечном направлениях. У станка 2А78Н неподвижная плита, совмещенная с основанием.
Особенности узлов отделочно-расточного станка 2А78Н
Основание
Основной базовой деталью, на которой устанавливаются все остальные узлы станка, является основание. Оно имеет сверху привалочную плоскость, к которой крепятся колонна и коробка скоростей и подач станка.
Основание станка 2А78 имеет направляющие, по которым перемещается подвижный стол (узел 18). Основание станка 2А78Н выполнено за одно целое со столом, имеющим Т-образные пазы.
Внутри основания располагаются электродвигатели: главного движения — фланцевый 5 с перемещающейся подмоторной плитой 8 и электродвигатель 4 — быстрых ходов шпиндельной бабки и стола, укрепленный на подмоторной плите 3.
На правой стенке основания в нише расположен вводный выключатель 7. Подвод электроэнергии — через угольник I.
К левой стенке основания станка 2А78 крепится линейка 9 для точного отсчета по ней поперечных перемещений стола. На передней стенке основания станка 2А78Н слева расположен пульт 10 управления станком.
Колонна (рис. 18)
Колонна крепится на основании. По ее направляющим, призматической и плоской, в вертикальном направлении перемещается шпиндельная бабка. В верхней части колонны на кронштейне 15 укреплены ролики 16, по которым движется цепь 13 противовеса 12, перемещающегося внутри колонны.
Противовес 12, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны, между направляющими, расположены ходовой винт 8 шпиндельной бабки и шлицевый валик 9 привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах 10 и II.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач 4 и рукоятки переключения скоростей 5, выведено на крышку 14 на правой стенке колонны. Рукоятка 7 переключения передачи от привода быстрых ходов на шпиндельную бабку или стол выведена на левую стенку колонны.
Над крышкой 14 установлены два конечных выключателя 2, ограничивающих перемещение шпиндельной бабки вверх и вниз, и переключатель 3 скоростей двигателя главного привода.
В задней стенке колонны в нише расположен электрошкаф, закрываемый дверкой I. Через окна колонны, закрытые крышками 6, открывается доступ к винтам, крепящим коробку скоростей и подач к основанию.•
Стол отделочно-расточного станка 2А78Н (рис. 17)
Стол отделочно-расточного станка 2а78н
Стол отделочно-расточного станка 2А78н. Смотреть в увеличенном масштабе
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станке 2А78 осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основания, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок.
На передней стенке салазок могут быть установлены два отсчетных микроскопа 5 и 6 с точностью нониуса 0,01 мм: один для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка 7 для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка 4 для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховика 2. Для перемещения стола в продольном направлении нужно, подав маховик 2 от себя при помощи сжатия отжимной пружины 13, ввести в зацепление шестерни 14 и 15.
В нужном положении стол фиксируется рукоятками I и 3 при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в положение «Стол». При этом вращение гайке 17 ходового винта 16 передается от редуктора (узел 53) через винтовую пару 11-12.
Изменение направления быстрых ходов стола осуществляется поочередный нажатием на кнопки привода стола «Вправо» или «Влево», в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода быстрого хода стола вследствие перегрузок вал 8 редуктора и вал 10 стола соединены при помощи шариковой предохранительной муфты 9, рассчитанной на передачу максимального крутящего момента.
Шпиндельная бабка отделочно-расточного станка 2А78Н (рис. 19)
Шпиндельная бабка отделочно-расточного станка 2а78н
Шпиндельная бабка отделочно-расточного станка 2А78Н. Смотреть в увеличенном масштабе
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпусе шпиндельной бабки и крепятся шестью гайками 21.
Механизм привода шпинделя представляет собой клиноременную передачу. Ведущий шкив 19 этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе 20, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач. Ведомый шкив 15 укреплен на валу 16, имеющем на шлицевом конце кулачковую полумуфту 22, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется перемещением винта 13 натяжного ролика 10. Кулачковая муфта — управляемая, ее включение осуществляется рукояткой 24, расположенной на левой стенке шпиндельной бабки, через валик 23 с эксцентриковым пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании по оси шпинделя обрабатываемых деталей.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки 25, выполненной заодно с червячным колесом 26, находящимся в зацеплении с червяком 28. Червяк сидит на одном валу с маховиком 31. При вращении маховика вращается гайка 25, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка 25 удерживается от проворота самотормозящейся червячной парой 26-28. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
Шпиндельная бабка поджимается к направляющим цельными прижимными планками 27 и 29, расположенными с обратной стороны направляющих. На планке 29 крепятся перемещаемые по высоте кулачки I и 3 для включения перемещений шпиндельной бабки.
С правой стороны шпиндельной бабки укреплена линейка 2 для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений 31 снабжен лимбом 30 для отсчета глубины врезания при подрезке торцов.
К планке 18 крепится цепь противовеса.
Ребра внутри корпуса, шпиндельной бабки, образуют ванну, используемую как масляный резервуар для лубрикатора 17.
Коробка скоростей и подач (рис. 20, 21) Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки или гайке винта продольных перемещений стола. Она обеспечивает шпинделю шесть чисел оборотов, что в сочетании с двухскоростным электродвигателем главного привода составляет 12 различных скоростей вращения шпинделя, и четыре величины рабочих подач.
Внутри ее расположены: червячная передача; конические со спиральным зубом и цилиндрические прямозубые шестерни, обеспечивающие необходимые передаточные отношения; механизмы переключения скоростей и подач; обгонная двухсторонняя муфта. Снизу к коробке крепятся: корпус ведомого шкива 19 привода быстрых ходов и (на станке 2А78) конический редуктор 20 привода быстрых ходов стола, располагающиеся в основании.
Управление коробкой скоростей и подач осуществляется тремя рукоятками: одна предназначена для переключения скоростей вращения шпинделя; вторая -для переключения величин подач; третья (на станке 2А78) — для переключения передачи от привода быстрых ходов на шпиндельную бабку или стол.
Механизм переключения скоростей состоит из одной пары шестерен 24 и 27 с эксцентрично расположенными пальцами 25, на которые насажены камни 21, входящие в пазы переключающих вилок 22 и 26. При повороте шестерен вилки перемещаются по цилиндрической направляющей 28, передвигая блоки шестерен 12 и 13 на валу III.
Механизм переключения подач состоит из шестерни 5 и рейки-вилки 4. Рейка-вилка 4, перемещаясь по цилиндрической направляющей 17, переключает блок шестерен 15 цепи подач на валу VII.
Механизм переключения быстрых ходов в станке модели 2А78 состоит из поворотного рычага 31 с пальцем 30, на который насажен камень 29, входящий в выточку перемещаемой шестерни 6.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами 16, 23 и 32.
Обгонная двусторонняя муфта на валу VIII позволяет осуществлять быстрые ходы, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма 10 муфты, жестко связанная с червячным колесом II, получает вращение от червяка 18 и через ролики 9 ведет ступицу 8, связанную с ходовым винтом; при ручной подаче наружная обойма 10 муфты не вращается, так как ее удерживает самотормозящаяся червячная пара 11-18. При быстром ходе средняя обойма 7 муфты через ролики 9 вращает внутреннюю обойму 8 и ходовой винт.
Ролики 9 муфты поджимаются пружинами 33 (Д81-1 0,6 x 5 x 25). Благодаря обгонной муфте возможно включение быстрого хода шпиндельной бабки без выключения ее рабочего хода.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт колонны соединен при помощи шариковой предохранительной муфты 2-3, рассчитанной на передачу максимального крутящего момента.
Для транспортировки коробки скоростей и подач выполнено отверстие MI2 x 1,25, закрытое пробкой I.
Эскиз конца универсального шпинделя отделочно-расточного станка 2А78Н
Эскиз конца универсального шпинделя станка 2а78н
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметром от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях.
Шпиндель собран на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Приемный конус шпинделя рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Закрепление инструмента и извлечение его из шпинделя не требует приложения усилия, так как угол приемного конуса достаточно велик (10°).
Гайка 19 на конце шпинделя имеет радиусный паз и проточку, в которые входит радиусными выступами на хвостовике специальный инструмент или переходная втулка, что дает возможность легко вставить и закрепить, а также извлечь инструмент, не отвинчивая гайку полностью. Конец приемного конуса шпинделя также снабжен радиусным пазом, в который входит при закреплении в шпинделе инструмент радиусными выступами на хвостовике.
Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Сменные шпиндели отделочно-расточного станка 2А78Н
Сменные шпиндели отделочно-расточного станка 2а78н
Шпиндели отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Сменные шпиндели отделочно-расточного станка 2а78н
Узел состоит из трех сменных шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель Ø 48 — для расточки отверстий диаметром от 50 до 82 мм; Ø 78 — от 82 до 125 мм; Ø 120 — от 125 до 200 мм.
Шпиндели собраны на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
Резцовые головки 10 и 16 шпинделей Ø 78 и Ø 120 выполнены съемными. Снимать резцовые головки со шпинделей не рекомендуется.
На торцах шпинделей имеется отверстие для установки индикаторного устройства, применяемого при центрировании обрабатываемой детали. На шпинделе Ø 48 индикаторное устройство устанавливается при помощи переходника I.
Центрирование обрабатываемой детали можно производить также при помощи шариковых оправок 6, 12 и 18, вылет которых регулируется винтами 5, 11 и 17.
Вылет резцов 4, 7 и 13 регулируется при помощи винтов 3, 9 и 15 лимбов 2, 8 и 14, ввинчиваемых в торцы резцов. При помощи лимба возможна установка резца с точностью 0,02 мм.
Схема электрическая отделочно-расточного станка 2А78Н
Электрическая схема отделочно-расточного станка 2а78н
Схема электрическая отделочно-расточного 2А78Н. Смотреть в увеличенном масштабе
Электрооборудование станка 2А78Н
На станках установлены два трехфазных коротко-замкнутых асинхронных электродвигателя:
- двухскоростной электродвигатель главного движения типа T42/6-2-CI мощностью 1,7/2,3 кВт, 1000/3000 об/мин, исполнение M301;
- электродвигатель быстрых ходов типа А0Л2-12-6-С1 мощностью 0,6 кВт, 1000 об/мин, исполнение MI0I.
Станки выпускаются с электрооборудованием на рабочее напряжение 380 В, 50 Гц в силовой цепи, 110 В — в цепи управления, 24 В — в цепи местного освещения, 8 В — в цепи освещения микроскопов.
2А78Н станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2А78Н
| Наименование параметра | 2Е78 | 2А78 | 2А78Н |
|---|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | |||
| Класс точности станка по ГОСТ 8-82 | П | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 15 | 200/ 15 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 | 15 |
| Размеры координатной расточки, мм | 800 х 150 | — | |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25..525 | 25..525 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,032 | — |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 | 280 |
| Шпиндельная бабка | |||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,050..0,200 | 0,050..0,200 |
| Количество подач | 4 | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется | имеется |
| Выключающие упоры | имеется | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется | имеется |
| Рабочий стол | |||
| Рабочая поверхность стола, мм | 1000 х 500 | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 150 | — |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | — | — |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,68/ 3,0 | — |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет | — |
| Способ отсчета координат при перемещении стола | микроскоп | микроскоп | — |
| Выключающие упоры механического быстрого хода | имеется | имеется | — |
| Закрепление стола станка модели 2А78Н от перемещений | ручное | ручное | — |
| Привод | |||
| Количество электродвигателей на станке | 3 | 2 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 1,7 | 1,7 |
| Электродвигатель привода стола и ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,6 | 0,6 |
| Габарит станка | |||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 2500 х 1500 х 2135 | 1250 х 1350 х 2055 |
| Масса станка, кг | 2680 | 2300 | 2000 |
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
2А78 станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Производитель отделочно-расточного станка 2А78 Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе — один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Отделочно-расточные (алмазно-расточные) станки. Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
2А78 станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Отделочно-расточной станок 2А78 выпускался в семидесятых годах прошлого века. Он заменил устаревший станок модели 278 и сам уступил место более совершенному станку 2Е78П, 2Е78ПН.
Отличия отделочно-расточного (алмазно-расточный) алмазно-расточного станка 2А78 и 2А78Н:
- 2А78 — имеется подвижный стол, который перемещается в продольном и поперечном направлениях
- 2А78Н — стол — неподвижная плита, совмещенная с основанием.
Станки отделочно-расточные вертикальные 2А78 предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2А78 можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станков позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станки снабжены комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
Обрабатываемые изделия центрируют и закрепляют на неподвижном столе. В зависимости от диаметра растачиваемого отверстия в шпиндельной бабке устанавливают определенный шпиндель из имеющегося комплекта. Универсальный шпиндель применяется для выполнения операций сверления, зенкерования и развертывания отверстий и поставляется за отдельную плату.
Комплект принадлежностей, приспособлений и инструментов, поставляемый со станком, позволяет растачивать блоки цилиндров и гильзы двигателей, предусмотренные по техническому заданию на изготовление станка.
На станке модели 2А78 стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Габарит рабочего пространства отделочно-расточного станка 2А78
Габарит рабочего пространства станка 2а78
Посадочные и присоединительные базы отделочно-расточного станка 2А78
Посадочные и присоединительные базы станка 2а78
Фото отделочно-расточного станка 2А78
Фото отделочно-расточного станка 2а78
Фото отделочно-расточного станка 2а78
Расположение органов управления отделочно-расточным станком 2А78
Расположение органов управления отделочно-расточным станком 2а78
Расположение органов управления отделочно-расточным станком 2А78. Смотреть в увеличенном масштабе
- Упоры автоматического выключения движения шпиндельной бабки
- Маховик перемещения шпиндельной бабки вручную
- Переключатель скоростей электродвигателя главного движения
- Рукоятка переключения подач шпиндельной бабки
- Рукоятка переключения скоростей шпинделя
- Вводный выключатель
- Рукоятка для закрепления стола от поперечного перемещения
- Маховик перемещений стола вручную в поперечном и продольном направлениях
- Рукоятка для закрепления стола от продольного перемещения
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Винт для закрепления микроскопа от перемещений
- Винт установочных перемещений микроскопа
- Выключатель освещения микроскопа
- Кнопка «Шпиндель вниз — стол вправо» — быстрый ход шпиндельной бабки вниз, быстрый ход стола вправо (для станка модели 2А78)
- Кнопка «Шпиндель вверх — стол влево» — быстрый ход шпиндельной бабки вверх, быстрый ход стола влево (для станка модели 2А78)
- Кнопка «Пуск» — рабочее движение шпиндельной бабки
- Кнопка «Стоп» — останов станка
- Рукоятка переключения передачи от привода быстрых ходов на шпиндельную бабку или стол
- Выключатель местного освещения
- Рукоятка для отключения шпинделя от кинематической цепи
Общая компоновка станка
- I — Узел 12. Основание станка 2А78
- II — Узел 32. Основание станка 2А78Н
- III — Узел 18. Стол станка 2А78
- IV — Узел 19. Колонна
- V — Узел 23. Шпиндельная бабка
- VI — Узел 71. Сменные шпиндели; Узел 74. Универсальный шпиндель; Узел 76. Принадлежности (на рисунках не обозначены)
- VII — Узел 83. Электрооборудование (2А78)
- VIII — Узел 84. Электрооборудование (2А78Н)
- IX — Узел 53. Коробка скоростей и подач (2А78)
- X — Узел 54. Коробка скоростей и подач (2А78Н)
Кинематическая схема отделочно-расточного станка 2А78
Кинематическая схема отделочно-расточного станка 2а78
Схема кинематическая отделочно-расточного 2А78. Смотреть в увеличенном масштабе
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 2,0 кгс.м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 1,0 кгс.м, в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
В этом случае следует немедленно остановить станок и изменить режимы резания, нагрузку или устранить неполадки.
Описание кинематической схемы отделочно-расточного станка 2А78
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схем.
Включение быстрых перемещений шпиндельной бабки или стола пояснено в описании коробки скоростей подач настоящего раздела.
Станок 2А78 отличается от станка 2А78Н наличием стола, перемещающегося в продольном и поперечном направлениях. У станка 2А78Н неподвижная плита, совмещенная с основанием.
Особенности узлов отделочно-расточного станка 2А78
Основание
Основной базовой деталью, на которой устанавливаются все остальные узлы станка, является основание. Оно имеет сверху привалочную плоскость, к которой крепятся колонна и коробка скоростей и подач станка.
Основание станка 2А78 имеет направляющие, по которым перемещается подвижный стол (узел 18). Основание станка 2А78Н выполнено за одно целое со столом, имеющим Т-образные пазы.
Внутри основания располагаются электродвигатели: главного движения — фланцевый 5 с перемещающейся подмоторной плитой 8 и электродвигатель 4 — быстрых ходов шпиндельной бабки и стола, укрепленный на подмоторной плите 3.
На правой стенке основания в нише расположен вводный выключатель 7. Подвод электроэнергии — через угольник I.
К левой стенке основания станка 2А78 крепится линейка 9 для точного отсчета по ней поперечных перемещений стола. На передней стенке основания станка 2А78Н слева расположен пульт 10 управления станком.
Колонна (рис. 18)
Колонна крепится на основании. По ее направляющим, призматической и плоской, в вертикальном направлении перемещается шпиндельная бабка. В верхней части колонны на кронштейне 15 укреплены ролики 16, по которым движется цепь 13 противовеса 12, перемещающегося внутри колонны.
Противовес 12, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны, между направляющими, расположены ходовой винт 8 шпиндельной бабки и шлицевый валик 9 привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах 10 и II.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач 4 и рукоятки переключения скоростей 5, выведено на крышку 14 на правой стенке колонны. Рукоятка 7 переключения передачи от привода быстрых ходов на шпиндельную бабку или стол выведена на левую стенку колонны.
Над крышкой 14 установлены два конечных выключателя 2, ограничивающих перемещение шпиндельной бабки вверх и вниз, и переключатель 3 скоростей двигателя главного привода.
В задней стенке колонны в нише расположен электрошкаф, закрываемый дверкой I. Через окна колонны, закрытые крышками 6, открывается доступ к винтам, крепящим коробку скоростей и подач к основанию.•
Стол отделочно-расточного станка 2А78 (рис. 17)
Стол отделочно-расточного станка 2а78
Стол отделочно-расточного станка 2А78. Смотреть в увеличенном масштабе
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станке 2А78 осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основания, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок.
На передней стенке салазок могут быть установлены два отсчетных микроскопа 5 и 6 с точностью нониуса 0,01 мм: один для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка 7 для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка 4 для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховика 2. Для перемещения стола в продольном направлении нужно, подав маховик 2 от себя при помощи сжатия отжимной пружины 13, ввести в зацепление шестерни 14 и 15.
В нужном положении стол фиксируется рукоятками I и 3 при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в положение «Стол». При этом вращение гайке 17 ходового винта 16 передается от редуктора (узел 53) через винтовую пару 11-12.
Изменение направления быстрых ходов стола осуществляется поочередный нажатием на кнопки привода стола «Вправо» или «Влево», в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода быстрого хода стола вследствие перегрузок вал 8 редуктора и вал 10 стола соединены при помощи шариковой предохранительной муфты 9, рассчитанной на передачу максимального крутящего момента.
Шпиндельная бабка отделочно-расточного станка 2А78 (рис. 19)
Шпиндельная бабка отделочно-расточного станка 2а78
Шпиндельная бабка отделочно-расточного станка 2А78. Смотреть в увеличенном масштабе
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпусе шпиндельной бабки и крепятся шестью гайками 21.
Механизм привода шпинделя представляет собой клиноременную передачу. Ведущий шкив 19 этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе 20, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач. Ведомый шкив 15 укреплен на валу 16, имеющем на шлицевом конце кулачковую полумуфту 22, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется перемещением винта 13 натяжного ролика 10. Кулачковая муфта — управляемая, ее включение осуществляется рукояткой 24, расположенной на левой стенке шпиндельной бабки, через валик 23 с эксцентриковым пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании по оси шпинделя обрабатываемых деталей.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки 25, выполненной заодно с червячным колесом 26, находящимся в зацеплении с червяком 28. Червяк сидит на одном валу с маховиком 31. При вращении маховика вращается гайка 25, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка 25 удерживается от проворота самотормозящейся червячной парой 26-28. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
Шпиндельная бабка поджимается к направляющим цельными прижимными планками 27 и 29, расположенными с обратной стороны направляющих. На планке 29 крепятся перемещаемые по высоте кулачки I и 3 для включения перемещений шпиндельной бабки.
С правой стороны шпиндельной бабки укреплена линейка 2 для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений 31 снабжен лимбом 30 для отсчета глубины врезания при подрезке торцов.
К планке 18 крепится цепь противовеса.
Ребра внутри корпуса, шпиндельной бабки, образуют ванну, используемую как масляный резервуар для лубрикатора 17.
Коробка скоростей и подач (рис. 20, 21) Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки или гайке винта продольных перемещений стола. Она обеспечивает шпинделю шесть чисел оборотов, что в сочетании с двухскоростным электродвигателем главного привода составляет 12 различных скоростей вращения шпинделя, и четыре величины рабочих подач.
Внутри ее расположены: червячная передача; конические со спиральным зубом и цилиндрические прямозубые шестерни, обеспечивающие необходимые передаточные отношения; механизмы переключения скоростей и подач; обгонная двухсторонняя муфта. Снизу к коробке крепятся: корпус ведомого шкива 19 привода быстрых ходов и (на станке 2А78) конический редуктор 20 привода быстрых ходов стола, располагающиеся в основании.
Управление коробкой скоростей и подач осуществляется тремя рукоятками: одна предназначена для переключения скоростей вращения шпинделя; вторая -для переключения величин подач; третья (на станке 2А78) — для переключения передачи от привода быстрых ходов на шпиндельную бабку или стол.
Механизм переключения скоростей состоит из одной пары шестерен 24 и 27 с эксцентрично расположенными пальцами 25, на которые насажены камни 21, входящие в пазы переключающих вилок 22 и 26. При повороте шестерен вилки перемещаются по цилиндрической направляющей 28, передвигая блоки шестерен 12 и 13 на валу III.
Механизм переключения подач состоит из шестерни 5 и рейки-вилки 4. Рейка-вилка 4, перемещаясь по цилиндрической направляющей 17, переключает блок шестерен 15 цепи подач на валу VII.
Механизм переключения быстрых ходов в станке модели 2А78 состоит из поворотного рычага 31 с пальцем 30, на который насажен камень 29, входящий в выточку перемещаемой шестерни 6.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами 16, 23 и 32.
Обгонная двусторонняя муфта на валу VIII позволяет осуществлять быстрые ходы, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма 10 муфты, жестко связанная с червячным колесом II, получает вращение от червяка 18 и через ролики 9 ведет ступицу 8, связанную с ходовым винтом; при ручной подаче наружная обойма 10 муфты не вращается, так как ее удерживает самотормозящаяся червячная пара 11-18. При быстром ходе средняя обойма 7 муфты через ролики 9 вращает внутреннюю обойму 8 и ходовой винт.
Ролики 9 муфты поджимаются пружинами 33 (Д81-1 0,6 x 5 x 25). Благодаря обгонной муфте возможно включение быстрого хода шпиндельной бабки без выключения ее рабочего хода.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт колонны соединен при помощи шариковой предохранительной муфты 2-3, рассчитанной на передачу максимального крутящего момента.
Для транспортировки коробки скоростей и подач выполнено отверстие MI2 x 1,25, закрытое пробкой I.
Эскиз конца универсального шпинделя отделочно-расточного станка 2А78
Эскиз конца универсального шпинделя станка 2а78
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметром от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях.
Шпиндель собран на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Приемный конус шпинделя рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Закрепление инструмента и извлечение его из шпинделя не требует приложения усилия, так как угол приемного конуса достаточно велик (10°).
Гайка 19 на конце шпинделя имеет радиусный паз и проточку, в которые входит радиусными выступами на хвостовике специальный инструмент или переходная втулка, что дает возможность легко вставить и закрепить, а также извлечь инструмент, не отвинчивая гайку полностью. Конец приемного конуса шпинделя также снабжен радиусным пазом, в который входит при закреплении в шпинделе инструмент радиусными выступами на хвостовике.
Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Сменные шпиндели отделочно-расточного станка 2А78
Сменные шпиндели отделочно-расточного станка 2а78
Шпиндели отделочно-расточного 2А78. Смотреть в увеличенном масштабе
Сменные шпиндели отделочно-расточного станка 2а78
Узел состоит из трех сменных шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель Ø 48 — для расточки отверстий диаметром от 50 до 82 мм; Ø 78 — от 82 до 125 мм; Ø 120 — от 125 до 200 мм.
Шпиндели собраны на прецизионных подшипниках качения, причем передние радиально-упорные подшипники установлены с предварительным натягом.
Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
Резцовые головки 10 и 16 шпинделей Ø 78 и Ø 120 выполнены съемными. Снимать резцовые головки со шпинделей не рекомендуется.
На торцах шпинделей имеется отверстие для установки индикаторного устройства, применяемого при центрировании обрабатываемой детали. На шпинделе Ø 48 индикаторное устройство устанавливается при помощи переходника I.
Центрирование обрабатываемой детали можно производить также при помощи шариковых оправок 6, 12 и 18, вылет которых регулируется винтами 5, 11 и 17.
Вылет резцов 4, 7 и 13 регулируется при помощи винтов 3, 9 и 15 лимбов 2, 8 и 14, ввинчиваемых в торцы резцов. При помощи лимба возможна установка резца с точностью 0,02 мм.
Схема электрическая отделочно-расточного станка 2А78
Электрическая схема отделочно-расточного станка 2а78
Электрооборудование станка 2А78
На станках установлены два трехфазных коротко-замкнутых асинхронных электродвигателя:
- двухскоростной электродвигатель главного движения типа T42/6-2-CI мощностью 1,7/2,3 кВт, 1000/3000 об/мин, исполнение M301;
- электродвигатель быстрых ходов типа А0Л2-12-6-С1 мощностью 0,6 кВт, 1000 об/мин, исполнение MI0I.
Станки выпускаются с электрооборудованием на рабочее напряжение 380 В, 50 Гц в силовой цепи, 110 В — в цепи управления, 24 В — в цепи местного освещения, 8 В — в цепи освещения микроскопов.
2А78 станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2А78
| Наименование параметра | 2Е78 | 2А78 |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 15 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Размеры координатной расточки, мм | 800 х 150 | |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25..525 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,032 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,050..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1000 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 150 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,68/ 3,0 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | микроскоп |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2А78 от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 1,7 |
| Электродвигатель привода стола и ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,6 |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 2500 х 1500 х 2135 |
| Масса станка, кг | 2680 | 2300 |
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Алмазно-расточные станки — Студопедия
Алмазно-расточные станки предназначены для финишной обработки отверстий. Тонкое (алмазное) растачивание обеспечивает высокую точность геометрической формы отверстий и высокий класс чистоты поверхности.
Эти станки применяются для растачивания корпусных деталей станков, цилиндров авиационных и автомобильных двигателей и других деталей. В зависимости от расположения оси вращения шпинделя алмазно-расточные станки подразделяются на вертикальные и горизонтальные, по числу шпинделей – на одношпиндеольные и многошпиндельные.
 Главным движением в алмазно-расточных станках является вращение расточного шпинделя с инструментом. Движение подачи в горизонтальных станках сообщается столу, на котором закрепляется заготовка, в вертикальных станках — шпинделю. В специализированных горизонтальных алмазно-расточных станках движение подачи иногда сообщается шпиндельным головкам, в то время как заготовка остается неподвижной.
Главным движением в алмазно-расточных станках является вращение расточного шпинделя с инструментом. Движение подачи в горизонтальных станках сообщается столу, на котором закрепляется заготовка, в вертикальных станках — шпинделю. В специализированных горизонтальных алмазно-расточных станках движение подачи иногда сообщается шпиндельным головкам, в то время как заготовка остается неподвижной.
 Шпиндели алмазно-расточного станка монтируются в прецизионных подшипниках качения или скольжения. В конструкциях шпиндельных головок для компенсации износа подшипников предусматривается автоматическая выборка зазора.
Шпиндели алмазно-расточного станка монтируются в прецизионных подшипниках качения или скольжения. В конструкциях шпиндельных головок для компенсации износа подшипников предусматривается автоматическая выборка зазора.
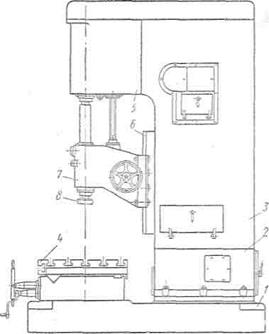
На рис. 8 показан алмазно-расточной вертикальный станок, предназначенный для тонкого растачивания отверстий цилиндров блока автомобильного или тракторного двигателя алмазным инструментом или резцами из твердого сплава. Этот станок имеет массивную жесткую конструкцию, что уменьшает вибрации, возникающие от быстровращающихся механизмов.
На фундаментной плите 1 монтируется тумба 2, а на ней — вертикальная станина 3. На передней части плиты 1 имеются три Т-образных паза для закрепления стола 4. На плите внутри тумбы 2 установлен электродвигатель для привода главного движения. Внутри тумбы 2 установлены насосы для охлаждающей жидкости и смазки, а также электроаппаратура. Внутри станины 3 размещены коробки скоростей и подач, а спереди, на наружной верхней ее части, установлена и закреплена шпиндельная головка 5. По двум прямолинейным направляющим 6 вертикальной станины 3 может перемещаться кронштейн 7 со сменными борштангами 8.
От электродвигателя через клиноременную передачу, коробку скоростей и плоскоременную передачу шпиндель станка с борштангой 8 получает шесть различных значений частот вращения в пределах 225—550 об/мин. Настройка шпинделя с борштангой 8 на различную частоту вращения производится при помощи сменных зубчатых колес коробки скоростей.
Коробка подач также является самостоятельным узлом, вмонтированным внутри станины 3 в верхней ее части. Кроме механизма переключения рабочих подач шпинделя с борштангой 8, в коробке подач находятся механизмы ускоренной его подачи и автоматического переключения шпинделя с ускоренного подвода на рабочую подачу и на ускоренный возврат шпинделя в исходное вертикальное положение.
Алмазно-расточный станок — это… Что такое Алмазно-расточный станок?
- Алмазно-расточный станок
специализированный станок расточной группы, предназначенный главным образом для отделочного (тонкого) растачивания отверстий алмазным или твердосплавным вращающимся инструментом. Возможно приспособление А.-р. с. для отделочной обработки наружных цилиндрических поверхностей, а также плоскостей. Наиболее распространены горизонтальные многошпиндельные А.-р. с.-полуавтоматы с подвижным столом для обработки определенных деталей в крупносерийном и массовом производствах. Одношпиндельными А.-р. с. преимущественно пользуются в мелкосерийном производстве, где они имеют ручное (с элементами автоматизации) управление. В А.-р. с. рабочая подача осуществляется перемещением обрабатываемой детали или инструмента.
Основное преимущество А.-р. с. — сочетание наивысшей (при обработке резцами) точности и чистоты обрабатываемых поверхностей с высокой производительностью. Например, на лучших современных А.-р. с. при обработке жёстких изделий обеспечивается круглость расточенных отверстий с предельной погрешностью 0,5— 1,0 мкм (в зависимости от размера станка и обрабатываемой поверхности) и качеством поверхности до V 9 (по стали) и до V 12 (по цветным металлам и сплавам).
А.-р. с. получают всё большее распространение в отраслях машино- и приборостроения.
М. Я. Кашепава.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Алмазная обработка
- Алмазные горы
Смотреть что такое «Алмазно-расточный станок» в других словарях:
АЛМАЗНО-РАСТОЧНЫЙ СТАНОК — см. в ст. Расточный станок … Большой энциклопедический политехнический словарь
Расточный станок — Металлорежущий станок для сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально расточные станки. Для… … Большая советская энциклопедия
РАСТОЧНЫЙ СТАНОК — металлорежущий станок для обработки (растачивания) вращающимся режущим инструментом предварительно полученных отверстий. Иногда используется для обтачивания торцов деталей, фрезерования плоскостей и т. п. Различают горизонтально расточные,… … Большой Энциклопедический словарь
РАСТОЧНЫЙ СТАНОК — металлорежущий станок для точной обработки предварительно подготовленных отверстий вращающимся инструментом (свёрлами, зенкерами, развёртками, фрезами, разными видами резцов). Р. с. иногда используют для обтачивания торцов деталей, фрезерования… … Большая политехническая энциклопедия
расточный станок — металлорежущий станок для обработки (растачивания) вращающимся режущим инструментом предварительно полученных отверстий. Иногда используется для обтачивання торцов деталей, фрезерования плоскостей и т. п. Различают горизонтально расточные,… … Энциклопедический словарь
РАСТОЧНЫЙ СТАНОК — металлореж. станок для обработки вращающимся реж. инструментом предварительно получ. отверстий. Различают P. c.: горизонтально расточные, координатно расточные, алмазно расточные и специализированные. Горизонтально расточные станки с… … Большой энциклопедический политехнический словарь
Расточный станок — Расточные станки группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях индивидуального и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание… … Википедия
Металлорежущий станок — машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедия
Расточная головка — 1) приспособление к расточному станку (См. Расточный станок), в котором можно закрепить один или несколько резцов (См. Резец). Резцы устанавливаются в Р. г. на требуемый размер обрабатываемого отверстия с помощью микрометрических винтов… … Большая советская энциклопедия
Алмазно расточные станки
Алмазно-расточные станки
Алмазно-расточные станки используются в сфере шлифования конической формы фасонных вращающихся поверхностей, специальных канав и торцов, подходят при тонком растачивании цилиндрических плоскостей. Такие агрегаты используются при последней стадии шлифовки отверстий. Тонкое растачивание гарантирует гладкость металлической поверхности и 100%-ную точность различной формы углублений.
Алмазно-расточные станки
Оборудование такого типа укомплектовано двумя разновидностями механизма:
- твердосплавный – используется для резки стальных и чугунных материалов;
- алмазные – обработка пластмассовых, вулканизованных видов каучуков, прочих синтетических материалов.
Почти все модели алмазно-расточных станков с числовым программным обеспечением используются не только для создания запчастей к автомобильным двигателям, но и для создания точных деталей для двигателей различных других станков или иного оборудования. Это программное обеспечение создано на базе компьютеризированной системы управления, работающей с приводами технологического оборудования.
Чтобы понять, как работает станок, создана специальная кинематическая схема, на которой изображена последовательность передачи движения от двигателя станка к остальным его рабочим органам, а также их взаимосвязь.
Растачивание тонкого типа
Это заключительный этап шлифования отверстий, которое выполняется высокопрочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначен для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и иных синтоматериалов. К числу таких деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое подобное. Такое растачивание осуществляется при небольших углублениях, высокоскоростным процессом резания, что обеспечивает наименьшую шероховатость отполированных деталей.
Тонкое растачивание
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
Виды станков
Все модели алмазно-расточных станков представлены четырьмя видами: вертикально и горизонтально направленные, а по количеству шпинделей – много- и одношпиндельные. Вертикальные одношпиндельные ставки наделены раздельным приводом с главным движением, а именно круговое движение шпинделя производится благодаря, ременной передаче. Горизонтальные виды предназначаются для проведения работ наивысшей точности, поэтому у них двигатель располагается за пределами станка, не предусмотрена коробка передач, а вращение шпинделям придается на основе тех же ременных передач. Чтобы настроить интенсивность вращения используются сменные и ступенчатые шкивы.
Общий вид алмазно-расточного станка
Вертикальные модели с одним шпинделем передают движение подачи по специальному шпинделю, а вот в горизонтальных двух или односторонних станках по специальной поверхности при помощи приспособления, которое будет надежно закреплять будущее готовое изделие. Стол осуществляет целый комплекс из заумных рабочих перенесений, путем подач детали различным головкам шпинделя, которые фиксируют на специальных мостиках. Специализированный алмазно-расточной станок работает немного по другому принципу: перемещение происходит благодаря шпиндельным головкам, а сама заготовка фиксируется в недвижимом положении.
Полуавтомат отделочно-расточной 2705
Алмазно-расточной станок 2705 с функцией автопрограммирования цикла, который предназначен для шлифовок цилиндрических, точных конических или фигурных поверхностей, чтобы вырезать канавки, подрезания внутренних или наружных торцов. Возможности этой машины помогают обрабатывать сразу пару небольших отверстий в мелкокалиберных элементах всего лишь за несколько подходов.
Алмазно-расточной станок 2705
Устройство станка позволяет фиксировать детали специальным приспособлением на рабочей поверхности, который производит рабочую передачу с быстрой конвенцией и бесступенчатым контролем скорости. Механизм 2705 позволяется использовать на предприятиях и фабриках, осуществляющих масштабное и массовое изготовление металлических составляющих.
Характеристики алмазно-расточного станка 2705:
- калибр отверстия в виду расточки – 8-200 мм;
- габариты плоскости стола – 320х500 мм;
- напряжение составляет 220/380 В;
- количество головок шпинделя, закреплённых на мостике – 3221.
Более подробный обзор станка показывает вес и многие другие характеристики изделия. Также вы можете посмотреть фото алмазно-расточного станка.
Односторонний алмазно-расточной станок 2706
Алмазно-расточной станок 2706 создан для растачивания цилиндрических отверстий. Он состоит из станины, сверху которой установлены два специализированных мостика, и между них на направляющих станины движется стол. Инструкция по эксплуатации станка 2706 говорит о том, что станок работает на основе электродвигателя, который установлен в станине и закрыт специализированным кожухом от попадания стружки.
Алмазно-расточной станок 2706
Для того, чтобы рассмотреть то, как он работает, вам понадобится электросхема. На станине также имеется гидростанция, которая осуществляет подачу масла в цилиндры, движущие механизмы станка. Схема работы показывает, что она управляется при помощи пульта и гидропанели. Если изучить паспорт изделия и его характеристики, то можно заметь, что все электрооборудование находится в специальном шкафу.
При выборе алмазно-расточного станка, обязательно просматривайте схему работы и паспорт устройства, потому как не все изделия работают по одинаковой схеме. Некоторые из них предусмотрены для того, чтобы более качественно обрабатывать детали различных двигателей. К тому же каждая модель алмазно-расточного станка рассчитана на создание определенных запчастей и приспособлений и иные детали невозможно будет обработать.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Расточные станки: горизонтальные, координатные, алмазные
Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — применяются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих
Алмазно-расточные станки | Металлорежущие станки
Алмазно-расточные станки предназначены для финишной обработки отверстий. Тонкое (алмазное) растачивание обеспечивает высокую точность геометрической формы отверстий и высокий класс чистоты поверхности. Эти станки применяются для растачивания корпусных деталей станков, цилиндров авиационных и автомобильных двигателей и других деталей. В зависимости от расположения оси вращения шпинделя алмазно- расточные станки подразделяются на вертикальные и горизонтальные, по числу шпинделей- на одношпиндельные и многошпиндельные.
Главное движение
Главным движением в алмазно-расточных станках является вращение расточного шпинделя с инструментом. Движение подачи в горизонтальных станках сообщается столу, на котором закрепляется заготовка, в вертикальных станках — шпинделю. В специализированных горизонтальных алмазно-расточных станках- движение подачи иногда сообщается шпиндельным головкам, в то время как заготовка остается неподвижной.
Шпиндели алмазно-расточного станка монтируются в прецизионных подшипниках качения или скольжения. В конструкциях шпиндельных головок для компенсации износа подшипников предусматривается автоматическая выборка зазора.

Рис. 34. Алмазно-расточный станок
На рис. 34 показан алмазно-расточной вертикальный станок, предназначенный для тонкого растачивания отверстий цилиндров блока автомобильного или тракторного двигателя алмазным инструментом или резцами из твердого сплава. Этот станок имеет массивную жесткую конструкцию, что уменьшает вибрации, возникающие от быстровращающихся механизмов.
Конструкция
На фундаментной плите 1 монтируется тумба 2, а на ней — вертикальная станина 3. На передней части плиты 1 имеются три Т-образных паза для закрепления стола 4. На плите внутри тумбы 2 установлен электродвигатель для привода главного движения. Внутри тумбы 2 установлены насосы для охлаждающей жидкости и смазки, а также электроаппаратура. Внутри станины 3 размещены коробки скоростей и подач, а спереди, на наружной верхней ее части, установлена и закреплена шпиндельная головка 5. По двум прямолинейным направляющим 6 вертикальной станины 3 может перемещаться кронштейн 7 со сменными борштангами 8.
От электродвигателя через клиноременную передачу, коробку скоростей и плоскоременную передачу шпиндель станка с борштангой 8 получает шесть различных значений частот вращения в пределах 225-550 об/мин. Настройка шпинделя с борштангой 8 на различную частоту вращения производится при помощи сменных зубчатых колес коробки скоростей.
Коробка подач
Коробка подач также является самостоятельным узлом, вмонтированным внутри станины 3 в верхней ее части. Кроме механизма переключения рабочих подач шпинделя с борштангой S, в коробке подач находятся механизмы ускоренной его подачи и автоматического переключения шпинделя с ускоренного подвода на рабочую подачу и на ускоренный возврат шпинделя в исходное вертикальное положение.
В частности, горизонтально-расточные станки строятся со шпинделями диадметром 80-320 мм. В широких пределах выпускаются координатно-расточные станки. Размеры рабочих поверхностей столов их колеблются от 160X280 до 1400 х 2200 мм.
Похожие материалы
Алмазный буровой станок для гидравлического бурения на продажу в Кении
Станок для алмазного бурения на воду для продажи в Кении
Применение / особенности
HZ-180YY Станок для бурения на воде в основном используется для общих геологических исследований и разведки, исследования дорог и высоких строительных фундаментов, различных типов отверстий в бетонная конструкция, речные дамбы, отверстие для цементирования земляного полотна, бурение и заливка цементным раствором, гражданские колодцы и центральный кондиционер для измерения температуры земли и т. д.
Спецификация
| Параметр станка Unity | |
| Глубина сверления | 30—180 м |
| Калибр буровой штанги | 50 42 мм |
| 75 46 мм | |
| Макс. калибр open hloe | 220 мм |
| Угол сверления | 90 ° ~ 75 ° |
| Масса сверла (без мощности) | 610 кг |
| Размеры станка Unity | 2.1 × 0,9 × 1,3 м |
| Шпиндель | |
| Скорость шпинделя | 130, 300, 480, 730, 830, 1045 об / мин |
| Ход шпинделя | 450 мм |
| Подъемник | |
| Максимальная грузоподъемность одинарной линии | 1600 кг |
| Скорость подъема одной линии | 1,06, 0,67, 0,32 м / с |
| Калибр каната | 13 мм |
| Кубический размер каната | 35 м |
| Калибр Hug Floodgate | 254 мм |
| Ширина ремня Hug folldgate | 50 мм |
| Расстояние между сверлом и отверстием | 230 мм |
| Буровой насос | |
| Тип | Горизонтальная одинарная урна двойного действия |
| Рабочий объем | 170 л / мин |
| Максимальное давление | 1.5 МПа |
| Рабочее давление | 0,7 МПа |
| Мощность | |
| Двигатель Diesle | S1105 18HP |
| Электродвигатель | Y160M — 4 15 кВт |
Упаковка 1. Профессиональная экспортная упаковка Inudustrial, полная проверка всех деталей упаковки.
2. Стандартный деревянный ящик для Water Boring Machine экспорт и амортизация для лучшей внешней защиты.
3. Продумайте внутреннюю пластиковую пленку для защиты от влаги и влаги.
Наша компания
Компания Chongqing Gold Mechanical & Electrical Equipment Co., Ltd. является профессиональным производителем геофизических инструментов. Инженеры с более чем 15-летним опытом, хорошо обученные техники и рабочие работают вместе, чтобы поддержать нашу производственную линию. Мы поставляем профессиональные буровые установки высокого качества и по конкурентоспособной цене, такие как: бурение керна / горных пород, бурение образцов, бурение водяных скважин, бурение скважин, грузовик, гусеничный ход, трейлер, бурение на трехколесном велосипеде.Мы завоевали высокую репутацию у наших клиентов, в основном из Юго-Восточной Азии, Африки, Ближнего Востока, включая клиентов из Канады и некоторых западных стран, таких как Германия, Франция. Мы не просто занимаемся торговлей, например, Water Boring Machine , но делаем бизнес для улучшения качества обслуживания клиентов! Искренне приветствуем ваши запросы!
Свяжитесь с нами
.алмазно-расточной станок — это … Что такое алмазно-расточной станок?
станок сверлильный — Металлообработка. станок для растачивания отверстий, в котором фреза вращается, обычно вокруг горизонтальной оси. * * * Станок для создания ровных и точных отверстий в заготовке путем увеличения существующих отверстий с помощью режущего инструмента, который может выдерживать…… Универсал
станок — станочный, прил. механический станок, такой как токарный станок, используемый для общей резки и формовки металла и других материалов.[1860 65] * * * Стационарная машина с механическим приводом, используемая для резки, придания формы или формовки таких материалов, как металл и дерево. Машина…… Универсалиум
Фрезерный станок — Сведения о машине, используемой в дорожном строительстве, см. Фрезерная машина для асфальта. Не путать с мельницей (помол). Пример вертикального фрезерного центра с ЧПУ мостового типа… Wikipedia
Архитектура и гражданское строительство — ▪ 2009 Введение Архитектура Для заметных проектов гражданского строительства, находящихся в работе или завершенных в 2008 году, см. Таблицу (Известные проекты гражданского строительства (в работе или завершенные, 2008)).Пекин был центром мировой архитектуры…… Универсалиум
Sagrada Família — Эта статья о церкви. Для использования в других целях, см Саграда Фамилия (значения). Basílica i Temple Expiatori de la Sagrada Família Базилика и Искупительная церковь Святого Семейства (английский) Basílica y Templo Expiatorio de la Sagrada…… Wikipedia
Список изобретателей — Это список изобретателей. См. Также: Список ученых, Хронология изобретений, Список изобретений, названных в честь людей, Список изобретателей, убитых своими собственными изобретениями, и.Алфавитный список compactTOC NOTOC A * Виталий Михайлович Абалаков,…… Википедия
Инженерные проекты — ▪ 1995 Введение МОСТЫ Известные инженерные проекты (Известные инженерные проекты в работе, см. Таблицу (Известные инженерные проекты).) Когда десятилетие 1990-х годов достигло своей середины, пределы проектирования мостов были…… Универсал
Цилиндрический шлифовальный станок — Цилиндрический шлифовальный станок — это тип шлифовального станка, который используется для придания формы внешней стороне объекта.Цилиндрическая шлифовальная машина может работать с различными формами, однако объект должен иметь центральную ось вращения. Это включает, но не ограничивается…… Wikipedia
Обрушение шахты Биконсфилд — Обрушение шахты Биконсфилд произошло 25 апреля 2006 года в Биконсфилде, Тасмания, Австралия. Из 17 человек, которые в то время находились в шахте, 14 сбежали сразу после обрушения, один погиб, а двое оставшихся были найдены…… Wikipedia
Обработка — Механический цех перенаправляется сюда.Для звукозаписывающей компании см. Записи механического цеха. Новая Гвинея в 1943 году. Передвижной грузовик механического цеха армии США со машинистами, работающими на автомобильных деталях. Обычная обработка — это форма вычитания…… Wikipedia
Сверло — Чтобы узнать о вымышленном персонаже, см. Сверло (трансформаторы). Чтобы узнать об отмененном небоскребе под названием Drill bit, см. Chicago Spire. Для типов, используемых при бурении скважин, см. Бурение скважин. Сверху вниз: лопата, выступ и шпора (брэд-пойнт), кладка… Википедия
Завод алмазных расточных инструментов, Изготовление алмазных расточных инструментов на заказ OEM / ODM
Всего найдено 138 заводов и компаний по производству алмазного расточного инструмента с 414 продуктами. Закажите высококачественный алмазный расточный инструмент на нашем большом количестве надежных заводов по производству алмазного расточного инструмента. Золотой член| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Алмазный Режущий инструмент Инструмент , прецизионный автоматический станок Инструменты |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд |
| Расположение: | Шэньчжэнь, Гуандун |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Diamond Инструменты , Пильные полотна, отрезной круг, шлифовальный круг, корончатые сверла |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, ODM |
| Расположение: | Нанкин, Цзянсу |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Карбид вольфрама, карбид вольфрама Держатель инструмента , Дисковый резак из карбида вольфрама, Пластина из карбида вольфрама, Полоса из карбида вольфрама |
| Mgmt.Сертификация: | ISO9001: 2008 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Чжучжоу, Хунань |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Resin Bond Diamond Wheel, смола Diamond Микропорошок, кубический нитрид бора, металл Diamond , металл Diamond Порошок |
| Mgmt.Сертификация: | ISO9001: 2008 |
| Собственность завода: | Предприятие со 100% иностранным капиталом |
| Объем НИОКР: | ODM |
| Расположение: | Кайфэн, Хэнань |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Фреза с ЧПУ, режущий инструмент , инструмент для резки гранита Инструмент , резьба под вакуумом Инструмент , скульптура Инструменты |
| Mgmt.Сертификация: | ISO 9001, QC 080000 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | OEM, собственный бренд |
| Расположение: | Нанкин, Цзянсу |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Фрезы PDC, вставки PDC, сверла PDC, резцы PDC, долото PDC DTH |
| Mgmt.Сертификация: | ISO9001: 2015 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем НИОКР: | Собственный бренд, ODM, OEM |
| Расположение: | Ухань, Хубэй |
алмазно-расточной станок — это … Что такое алмазно-расточной станок?
станок сверлильный — Металлообработка. станок для растачивания отверстий, в котором фреза вращается, обычно вокруг горизонтальной оси. * * * Станок для создания ровных и точных отверстий в заготовке путем увеличения существующих отверстий с помощью режущего инструмента, который может выдерживать…… Универсал
станок — станочный, прил. механический станок, такой как токарный станок, используемый для общей резки и формовки металла и других материалов.[1860 65] * * * Стационарная машина с механическим приводом, используемая для резки, придания формы или формовки таких материалов, как металл и дерево. Машина…… Универсалиум
Фрезерный станок — Сведения о машине, используемой в дорожном строительстве, см. Фрезерная машина для асфальта. Не путать с мельницей (помол). Пример вертикального фрезерного центра с ЧПУ мостового типа… Wikipedia
Архитектура и гражданское строительство — ▪ 2009 Введение Архитектура Для заметных проектов гражданского строительства, находящихся в работе или завершенных в 2008 году, см. Таблицу (Известные проекты гражданского строительства (в работе или завершенные, 2008)).Пекин был центром мировой архитектуры…… Универсалиум
Sagrada Família — Эта статья о церкви. Для использования в других целях, см Саграда Фамилия (значения). Basílica i Temple Expiatori de la Sagrada Família Базилика и Искупительная церковь Святого Семейства (английский) Basílica y Templo Expiatorio de la Sagrada…… Wikipedia
Список изобретателей — Это список изобретателей. См. Также: Список ученых, Хронология изобретений, Список изобретений, названных в честь людей, Список изобретателей, убитых своими собственными изобретениями, и.Алфавитный список compactTOC NOTOC A * Виталий Михайлович Абалаков,…… Википедия
Инженерные проекты — ▪ 1995 Введение МОСТЫ Известные инженерные проекты (Известные инженерные проекты в работе, см. Таблицу (Известные инженерные проекты).) Когда десятилетие 1990-х годов достигло своей середины, пределы проектирования мостов были…… Универсал
Цилиндрический шлифовальный станок — Цилиндрический шлифовальный станок — это тип шлифовального станка, который используется для придания формы внешней стороне объекта.Цилиндрическая шлифовальная машина может работать с различными формами, однако объект должен иметь центральную ось вращения. Это включает, но не ограничивается…… Wikipedia
Обрушение шахты Биконсфилд — Обрушение шахты Биконсфилд произошло 25 апреля 2006 года в Биконсфилде, Тасмания, Австралия. Из 17 человек, которые в то время находились в шахте, 14 сбежали сразу после обрушения, один погиб, а двое оставшихся были найдены…… Wikipedia
Обработка — Механический цех перенаправляется сюда.Для звукозаписывающей компании см. Записи механического цеха. Новая Гвинея в 1943 году. Передвижной грузовик механического цеха армии США со машинистами, работающими на автомобильных деталях. Обычная обработка — это форма вычитания…… Wikipedia
Сверло — Чтобы узнать о вымышленном персонаже, см. Сверло (трансформаторы). Чтобы узнать об отмененном небоскребе под названием Drill bit, см. Chicago Spire. Для типов, используемых при бурении скважин, см. Бурение скважин. Сверху вниз: лопата, выступ и шпора (брэд-пойнт), кладка… Википедия