основные узлы и назначение, фото, видео
Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
Общий вид токарного станка по металлуОсновными узлами являются:
- станина;
- передняя бабка;
- шпиндель;
- механизм подачи;
- суппорт;
- фартук;
- задняя бабка.
Основные узлы токарного станка по металлу
Видео-урок об устройстве токарных станков по металлу
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель.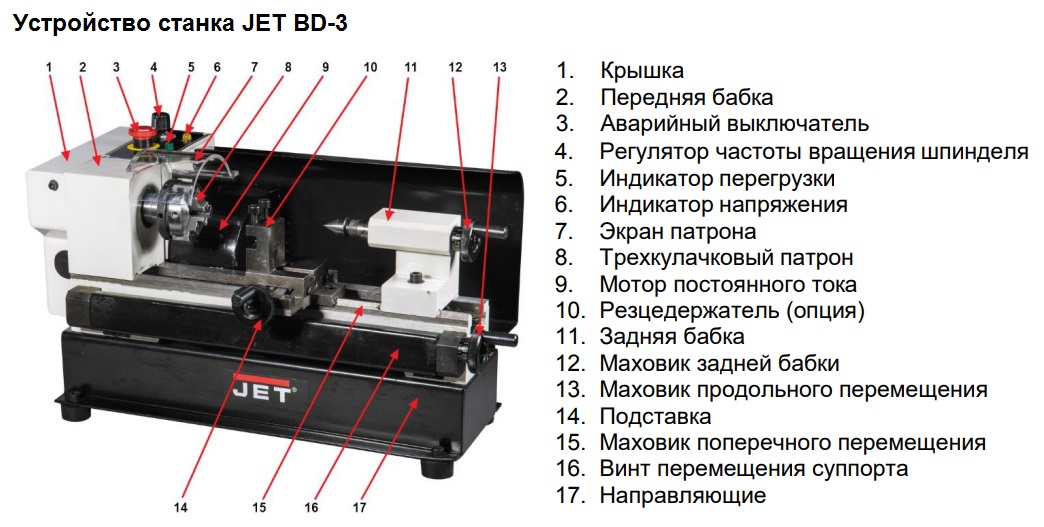 За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Механизм подачи
Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач.
В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов.
Суппорт
Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы.
Суппорт
При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка.
Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим.
Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка.
Поперечные салазки
Фартук
Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Задняя бабка
Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель.
Задняя бабка в разрезе
Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами.
Задняя бабка
Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные.
Назначение токарных станков — Энциклопедия по машиностроению XXL
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНЫХ СТАНКАХ 1. НАЗНАЧЕНИЕ ТОКАРНЫХ СТАНКОВ [c.4]По назначению токарные станки с программным управлением разделяют на центровые, патронные и патронно-центровые. Центровые предназначены для обработки валов в центрах, закрепляемых в передней и задней бабках. Патронные станки имеют токарный патрон, установленный в передней бабке, и не имеют задней бабки. У патронно-центровых станков заготовку закрепляют в патроне и могут поддерживать центром задней бабки, но они дают также возможность обрабатывать деталь, только в патроне.
[c.116]
Центровые предназначены для обработки валов в центрах, закрепляемых в передней и задней бабках. Патронные станки имеют токарный патрон, установленный в передней бабке, и не имеют задней бабки. У патронно-центровых станков заготовку закрепляют в патроне и могут поддерживать центром задней бабки, но они дают также возможность обрабатывать деталь, только в патроне.
[c.116]
НАЗНАЧЕНИЕ ТОКАРНЫХ СТАНКОВ [c.7]
Каково назначение токарных станков с программным управлением [c.267]
Каково назначение токарного станка [c.72]
Назначение и принцип действия. Задняя бабка токарного станка предназначена для создания дополнительной опоры длинной обрабатываемой детали со стороны свободного правого торца или для закрепления патрона с режущим инструментом, например сверлом. [c.324]
[c.324]
Разобраться в устройстве задней бабки токарного станка, ее назначении в целом и каждой детали в отдельности. [c.325]
В качестве примера, иллюстрирующего зависимость требования к жесткости вала от его функционального назначения, можно взять ходовой винт токарного станка. Учащиеся работали на токарных станках, понимают, каково назначение ходового винта и как связан шаг его резьбы с шагом той резьбы, которая нарезается на станке. Таким образом, им будет понятно, что возникшее в результате деформирования изменение шага резьбы ходового винта неизбежно скажется на шаге нарезаемой резьбы. В зависимости от требуемой точности шага нарезаемой резьбы можно допустить то или иное изменение шага резьбы ходового винта. Чем выше требование к точности, тем, следовательно, выше требование к жесткости ходового винта. [c.107]
Средние значения Дм для отдельных видов оборудования станки общего назначения (токарные, сверлильные, револьверные, фрезерные, шлифовальные и т. д.) равны 1 полуавтоматы — 1,5 2 автоматы — 2 4 зуборезные станки — 4 5,
[c.641]
д.) равны 1 полуавтоматы — 1,5 2 автоматы — 2 4 зуборезные станки — 4 5,
[c.641]
Система СПС-Т (система программирования токарных станков) в настоящее время находится на втором этапе разработки. Целью> первого этапа было выяснение возможности полной автоматизации процесса составления управляющих программ для обработки деталей класса валов, связанной с возложением на ЦВМ решения технологических задач по формообразованию деталей и назначению режимов резания. Опыт эксплуатации этой системы позволил сделать ряд выводов, на базе которых были уточнены принципы функционирования СПС-Т для широкого круга деталей.
Представляет интерес модернизация станков для выполнения несвойственных им операций при сохранении основного технологического назначения, например модернизация строгальных и карусельных станков для выполнения шлифовальных работ, реконструкция токарных станков для выполнения работ по глубокому сверлению отверстий.
[c.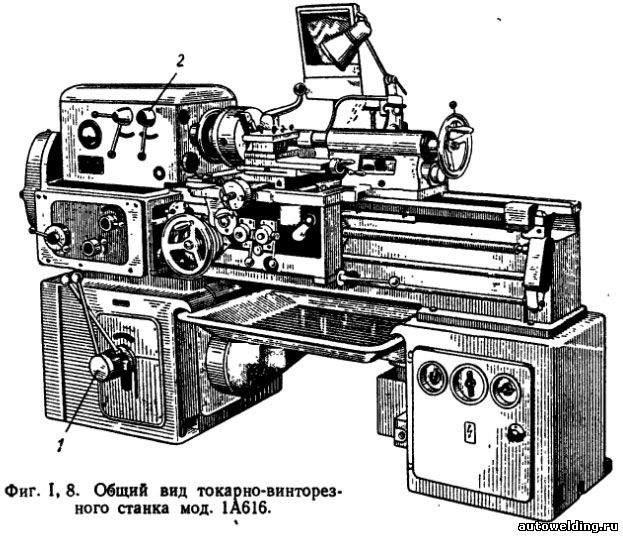 215]
215]
Новые системы управления существенно повлияли на изменение конструкции токарных станков, что повлекло за собой высокую стоимость новых моделей этого оборудования и недостаточную их надежность. Более половины отказов у станков с числовым программным управлением (ЧПУ) связано с электронными и электрическими устройствами, 19% — с механическими, 11% — с гидравлическими, 12% —с ошибками в обслуживании и программировании. Наименее надежными являются устройства автоматической смены инструмента (револьверные головки, дисковые или цепные магазины). Важнейшей особенностью современных станков с ЧПУ является принцип агрегатирования как внутри определенной их группы, так и между станками различного технологического назначения. Автоматическая смена инструмента, встройка в шпиндельный узел датчиков при адаптивном управлении и автоматической диагностике предъявляют дополнительные требования к этим узлам. Основным видом тягового устройства в приводе подач станков с ЧПУ является передача винт—1 айка качения, обеспечивающая высокую долговечность, низкие потери
 106]
106]Необоснованное назначение более высокого класса точности приводит к увеличению затрат труда и удорожанию всей машины. Так, при обточке на токарных станках деталей 2 класса точности требуется два чистовых прохода и три пробных стружки, для деталей 3 класса точности один чистовой проход и две пробных стружки и для деталей 4 класса один проход и одна пробная стружка. Взятие пробных стружек увеличивает расчетную длину прохода, которая определяется по формуле [c.64]
Карта проверки на точность Токарные станки общего назначения (нормы по ГОСТ 42-40) [c.710]
Оригинальным непрерывным процессом является также разработанная и осуществленная впервые в СССР прокатка круглых профилей переменного сечения на трехвалковых станах. Этот процесс используется для производства ступенчатых осей, валов и других тел вращения переменного диаметра по длине. Станы для прокатки круглых профилей по своему назначению аналогичны токарным станкам, обрабатывающим наружную поверхность детали, но без снятия стружки (рис.
Из станков токарной группы наиболее универсальным является токарный станок общего назначения, на котором можно выполнять наибольшее количество самых разнообразных операций. Однако его универсальность
В единичном и мелкосерийном производстве механическая обработка ступенчатых валов производится на токарных станках общего назначения, оборудованных копировальными устройствами с гидросуппортом КСТ-1. [c.151]
Исходя из служебного назначения машины, ее исполнительные поверхности должны перемещаться в соответствии с требуемыми законами их движения и занимать требуемые относительные положения. Для этого исполнительные поверхности машины соединяются при помощи кинематических и размерных связей, представляющих собой замкнутые контуры из последовательно расположенных звеньев, принадлежащих деталям машины. На фиг. 2, а и б показан пример размерных связей токарного станка.
[c.694]
Для этого исполнительные поверхности машины соединяются при помощи кинематических и размерных связей, представляющих собой замкнутые контуры из последовательно расположенных звеньев, принадлежащих деталям машины. На фиг. 2, а и б показан пример размерных связей токарного станка.
[c.694]
Специализация станка позволяет приспособлять его для выполнения определенной технологической операции с сохранением его основного технологического назначения или с изменением его. К этому виду модернизации можно отнести, например, переделку устаревшего токарного станка для многошпиндельного растачивания двух отверстий шатуна, установленного на суппорте (стр. 614), автоматизацию устаревшего фрезерного станка для фрезерования шлицев клапанов (стр. 626) и др. [c.579]
Нормы жесткости токарных станков общего назначения (ГОСТ 7895-56). Жесткость токарных станков определяется при поочередном нагружении систем шпиндель-резцедержатель и пиноль—резце- [c.
 756]
756]Стержневые, дуговые и кольцевые каркасы с круглой, эллиптичной, прямоугольной или квадратной формой поперечного сечения изготовляют из толстого листового (более 5 мм) или круглого материала или из трубы на токарных станках как детали общего назначения в приборостроении. Допуск на общее сопротивление потенциометров с такими каркасами 5— 10%, а на линейность 1—2%.
Автоматические [картотеки G 06 К 17/00 клапаны общего назначения F 16 К 21/04-21/12 муфты, выключаемые F 16 D 43/00-45/00 передачи F 16 Н 59/40 перемоточные устройства для кабелей, шлангов В 65 Н 75/48 приводы транспортных средств В 60 К 17/06, 20/00, 41/00 резьбонарезные станки В 23 G 1/00-1/52 станочные линии В 23 Q 39/00-41/00 токарные станки В 23 В 7/00-7/16 тормоза транспортных средствах В 60 Т 1112-1122)-, управляющие устройства для камер сгорания газовых турбин F 23 R 3/22] [c.43]
Факелы /( использование в пиротехнике F 42 В 4/26 осветительные F 21 L 17/00 пламенные в устройствах для сжигания топлива F 23 С 5/08-5/32) Фальцовка пластического материала В 29 С 53/(02-12)) трубчатых бумажных изделий В 31 С 3/04) Фанера (декоративная В 44 С 5/04 использование для изготовления тары В 65 D 6/14, 8/16 клееная, изготовление В 27 D 1/04-1/08 5/00) Фанерный шпон, производство Б 27 L 5/00-5/08 Фанеровочные прессы В 27 D 3/00-3/04 Фарфор трубы фарфоровые F 16 L 9/10 соединение с металлами пайкой В 23 К 1/00 шлифование кромок В 24 В 9/06) Фары велосипедов, мотоциклов и т.
 202]
202]Футеровка из полимерных материалов применена также в направляющих суппортов токарных станков, используемых для обработки валов. Если не принимать во внимание относительно высокий нагрев, то эти направляющие достаточно хорошо выполняют свое назначение. [c.227]
Современные токарные станки с ЧПУ в основе конструкции имеют базовые модели универсальных станков с ручным управлением, схемы которых показаны на рис. 6.26. Назначение станков с ЧПУ осталось прежним, хотя их технологические возможности значительно расширились. [c.345]
В настоящее время большинство токарных станков оснащается системами ЧПУ. Токарные станки с ЧПУ классифицируют по нескольким признакам по технологическому назначению и типам обрабатываемых заготовок — на центровые, патронные, патронно-центровые, карусельные, прутковые по расположению направляющих станины — на горизонтальные, вертикальные и наклонные по способам закрепления используемых инструментов — на суппорте, в револьверной головке, в инструментальном магазине по
[c. 347]
347]
Автоматизация подготовки управляющих программ (УП) для станков с ЧПУ. Автоматизация подготовки таких программ встречает определенные трудности в поиске рационального варианта из-за наличия труд-ноформализуемых правил и процедур. Дальнейшее развитие САПР привело к использованию режима диалога при подготовке управляющих программ. Процесс подготовки управляющих программ, например для токарных станков с ЧПУ, включает 1) анализ чертежа детали 2) выбор конструктивно-технологических параметров заготовки 3) назначение технологических баз 4) определение состава и последовательности технологических переходов 5) расчет припусков и технологических оазмеров 6) выбор режущих инструментов 7) расчет ежимов резания 8) определение последовательно—ти работы режущих инструментов 9) расчет и построение траектории перемещения режущих инструментов 10) кодирование и перфорацию управляющей програм- [c.129]
При подстановке в формулу (2.35) величин Л1- в н-л, G в н м и Jр ъ м значение [фо1 надо подставлять в рад м. [фо] зависит от назначения вала и условий его работы, но в отличие от допускаемого напряжения не зависит от материала вала. Очень малые значения [фо1 принимают, в частности, для ходовых винтов токарных станков эти винты должны обладать большой жесткостью на кручение, так как в противном случае нельзя будет обеспечить должную точность резьбы, нарезаемой на этом станке. Ориентировочно для различных машин величина допускаемого относительного угла закручивания колеблется в пределах [ф,,] = (4,0 -н 17)-10 рад1м.
[c.234]
[фо] зависит от назначения вала и условий его работы, но в отличие от допускаемого напряжения не зависит от материала вала. Очень малые значения [фо1 принимают, в частности, для ходовых винтов токарных станков эти винты должны обладать большой жесткостью на кручение, так как в противном случае нельзя будет обеспечить должную точность резьбы, нарезаемой на этом станке. Ориентировочно для различных машин величина допускаемого относительного угла закручивания колеблется в пределах [ф,,] = (4,0 -н 17)-10 рад1м.
[c.234]
Определение элементов технологической оснастки заключается в назначении каждому элементу технологической оснастки его систем базирования. Элементы установки обрабатьшаемой заготовки детали (крепежного приспособления) закрепляют заготовку в шпинделе токарного станка. С каждым элементом установки заготовки связаны две системы базирования шгшнделя, которая определяет положение приспособления, и заготовки детали, которая указывает положение заготовки относительно приспособления. Определение всех элементов технологической оснастки на станке позволяет точно проконтролировать возможные столкновения при имитации процесса токарной обработки.
[c.118]
Определение всех элементов технологической оснастки на станке позволяет точно проконтролировать возможные столкновения при имитации процесса токарной обработки.
[c.118]
Первые токарные станки-автоматы, полностью соответствующие йтому названию, были построены лишь в 80-е годы XIX в. Они были одношниндельными и по типу соответствовали современным автоматам фасоннопродольного точения. Революционизирующим фактором для автоматостроения послужило использование в качестве управляющего органа автомата распределительного вала с кулачками. Каждый кулачок управлял соответствующим механизмом (суппортом, механизмом подачи материала, зажима и т. д.), профиль кулачков определял величину, место и скорость любого перемещения, жесткая установка всех кулачков на едином валу обеспечивала необходимую синхронизацию всех элементов рабочего цикла любой сложности. На долгое время, вплоть до 30-х годов XX в.
 , распределительный вал с кулачками стал важнейшим органом управления рабочим циклом автоматов самого различного технологического назначения (металлообработка, текстильная, легкая, пищевая промышленность и др.).
[c.25]
, распределительный вал с кулачками стал важнейшим органом управления рабочим циклом автоматов самого различного технологического назначения (металлообработка, текстильная, легкая, пищевая промышленность и др.).
[c.25]Выбору конструктивных форм деталей машин даже одного и того же функционального назначения нужно уделять соответствующее внимание еще и потому, что они могут обусловливать применение совершенно различных типов оборудования. Так, например, цилиндрическая поверхность легко получается на простом токарном станке обычным резцом, в то время как для получения конической поверхности необходимы уже специальная настройка станка или другие устройства, обработка же фасонной поверхности требует станка с копировальным приспособлением или до- рогостоящего фасонного инструмента. [c.581]
Специальные нормали распространяются на детали и узлы, предопределяющие назначение и особенности устройства конкретных видов машин В ретена прядильных машин, челиоки ткацких станков или швейных машин, корпуса насосов, бабки токарных станков, лемеха и отвалы плугов и т. д. Лемех нужен только для плуга, а челноки — только для швейной машины или ткацкого станка. Но челноки, лемеха, бабки и т. п. также могут получить, если дать волю конструкторам, многообразие форм и размеров. Значит, и здесь необходима нормализация конструкций, чтобы удешевить производство машин и облегчить их эксплуатацию. Ведь чем меньше разнообразие форм и размеров деталей, тем меньше разных приспособлений, моделей, специального инструмента для обработки и контроля деталей потребуется при их изготовлении. А это связано с экономикой производства машин, с темпами технического прогресса машиностроения.
[c.176]
д. Лемех нужен только для плуга, а челноки — только для швейной машины или ткацкого станка. Но челноки, лемеха, бабки и т. п. также могут получить, если дать волю конструкторам, многообразие форм и размеров. Значит, и здесь необходима нормализация конструкций, чтобы удешевить производство машин и облегчить их эксплуатацию. Ведь чем меньше разнообразие форм и размеров деталей, тем меньше разных приспособлений, моделей, специального инструмента для обработки и контроля деталей потребуется при их изготовлении. А это связано с экономикой производства машин, с темпами технического прогресса машиностроения.
[c.176]
Назначение — прокатка бандажей с гребнем и без гребня для паровозов, а также бандажей для колёс вагонов, тендеров и трамваев. Исходный материал — двенадцатигранные слитки весом до 3 т. Слитки надрезаются на токарных станках и разламываются по месту надрезов специальным слитколомателем. После этого заготовки нагреваются в печах, осаживаются, прошиваются, центрируются на прессе давлением ЗОоО т и поступают на бандажепрокатный стан, который состоит из двух клетей — черновой и чистовой. Черновая клеть имеет два вертикальных и два горизонтальных валка и четыре направляющих ролика привод валков — от электродвигателя мощностью 1200 л. с., имеющего 60— 300 об/мин.
[c.873]
Черновая клеть имеет два вертикальных и два горизонтальных валка и четыре направляющих ролика привод валков — от электродвигателя мощностью 1200 л. с., имеющего 60— 300 об/мин.
[c.873]
Вальцетокарные станки отличаются от тяжёлых токарных станков общего назначения более широкими станинами с вынесенными супортами и строятся двух типов а) с супор-тами, перемещающимися по продольным направляющим на станине (фиг 155) б) с супортами, перемещающимися по промежуточной постели, монтируемой на верхней плоскости станины (фиг. 154). [c.349]
Должен знать устройство токарных, карусельных и лобовых станков средней сложности и правила управления ими технологические свойства и маркировку обрабатываемых металлов назначение и способы применения различных контрольно-измерительных инструментов и присиособлений виды термообработки и правила затачивания резцов и режущие свойства инструмента из инструментальной стали и сплавов углы затачивания резцов для различных обрабатываемых металлов элементарные правила определения наивыгоднейших режимов резания назначение паспорта станка и правила пользования им назначение допусков и посадок и обозначения их на чертежах и калибрах причины возникновения брака и меры его предупреждения. [c.348]
[c.348]
Мастерской Пулковской обсерватории, оборудованной двумя делительными машинами, большими и малыми токарными станками, специальным станком для нарезки зубчатых колес и другими машинами, более 20 лет руководил Г. К. Брауэр. О его деятельности академик О. В. Струве написал Постоянное общение нашего механика с здешними астрономами, а равно с лицами, отправляющимися отсюда в экспедиции, познакомило его (Брауэра.—5. С.) со всеми требованиями практики в такой степени, что он, быть может, превосходит по этой части всех современных художников. Естественным последствием его обширной опытности является тот факт, что нет почти ни одного привезенного из-за границы инструмента, назначенного для географических работ, который бы не был дополнен или даже усовершенствован в заведении Брауэра перед употреблением в дело. Даже отличные произведения по всей справедливости высокочтимого заведения Ренсольдов в Гамбурге в этом отношении не составляют исключения [95]. После ухода Г. К. Брауэра из Пулкова на его место был назначен В. Ф. Гербст, руководивший мастерской около 18 лет. Это был, так же как и Брауэр, механик-ученый. Работы, выполненные за эти годы Гербстом самостоятельно и весьма искусно , перечислены в документе, выданном ему руководством обсерватории 12-дюймовая делительная машина для кругов.— 205 уровней.— 4 испытателя уровней.— 24 параллактические монтировки.— 13переносных пассажных инструментов (№ 1 — для Кембриджской обсерватории
[c.399]
К. Брауэра из Пулкова на его место был назначен В. Ф. Гербст, руководивший мастерской около 18 лет. Это был, так же как и Брауэр, механик-ученый. Работы, выполненные за эти годы Гербстом самостоятельно и весьма искусно , перечислены в документе, выданном ему руководством обсерватории 12-дюймовая делительная машина для кругов.— 205 уровней.— 4 испытателя уровней.— 24 параллактические монтировки.— 13переносных пассажных инструментов (№ 1 — для Кембриджской обсерватории
[c.399]
Типы и назначение токарных станкоа-полуавтоматов. Токарные станки-полуавтоматы предназначаются для токарной обработки штучных заготовок, обычно довольно крупных размеров. Установка заготовки, пуск станка и снятие обработанного изделия производятся вручную, а весь остальной цикл обработки и останов станка по окончании цикла производятся автоматически. [c.64]
В первом случае возможно расширение предельных размеров обрабатываемых на станке деталей (например, увеличение диаметра обточки установкой подкладок под переднюю и заднюю бабкп токарного станка, уменьшение минимального диаметра нарезаемой шестерни подкладкой под поворотным суппортом зубофрезерного станка) или расшпрение видов работ в пределах основного технологического назначения (замена неповоротных шпиндельных головок продольно-фрезерного станка поворотными, что позволяет фрезеровать поверхности, располо кенные под углом, устройство механизмов для нарезания резьбы на карусельном станке и др. — см. табл. 2). [c.500]
Специализация станка позволяет приспособлять его для выполнения определенной технологической операции с сохранением его основного технологического назначения или с изменением его. К этому виду медернизации можно отнести, например, переделку устаревшего токарного станка для многошпин-дельного растачивания, установку на сверлильных, расточных, фрезерных стан- [c.500]
Комплексные автоматизированные системы технологической подготовки производства (КАСТПП) в машиностроении представляют собой автоматизированную систему технологического проектирования, организации и управления процессом ТПП. На рис. 10, а — в показаны структуры КАСТПП с различными задачами проектирования Технолог (рис. 10, а) —для проектирования технологических процессов деталей класса тел вращения, обрабатываемых на универсальном оборудовании Т1 Автомат (рис. 10,6) — для обработки деталей на прутковых токарных станках А Штамп (рис. 10,в) — для деталей, обрабатываемых штамповкой (ШТ). Предусматривается, что КАСТПП — это типовой комплексный моду.ль, реализующий законченный этап проектирования определенной совокупности задач ТПП с многоуровневой структурой ряда подсистем. Первый уровень состоит из подсистем общего назначения код — кодирование, Д — документирование, БД — банк данных или ИС — информационная система. Второй уровень включает проектирование технологических процессов для деталей основного производства. Третий уровень содержит подсистемы конструирования специальной технологической оснастки П — приспособлений, И — режущих и измерительных инструментов, ШК — штампов и т. п. Четвертый уровень включает подсистемы проектирования технологических процессов изготовления для конструируемой в системе оснастки Технолог 2 (Т2). [c.212]
Рассолы, использование в качестве теплоносителей в системах центрального отопления F 24 D 7/00 Расстояние [измерение текучей среды 13/12) G 01 В элементы конструкции приборов для измерения расстояний G 01 С 3/02-3/08] Растворители ( газов, использование в сосудах высокого давления F 17 С 11 /00 использование (при очистке теплообменных аппаратов F 28 G 9/00 для очистки металлических поверхностей С 23 G 5/02-5/04 для чистки В 08 В 3/08 для экстракции веществ В 01 D 11/(00-04))) Растворомешалки В 28 С 5/00-5/46, Е 01 С 19/47 Растирание литейном производстве С 5/04) пластических материалов перед формованием В 29 В 13/10) Расточка древесины В 27 G 15/(00-02) камня В 28 D 1/14 В 23 В (способы и устройства 35/00-49/00 ультразвуком 37/00)) Расточные [головки токарных станков 29/(03-034) станки конструктивные элементы 47/(00-34) линии 39/28 специального назначения 41 (00-16) съемные устройства к металлорежущим станкам 43/(00-02))] В 23 В Раструбы керамические, изготовление В 28 В 21/54, 21/74 из пластических материалов В 29 L 31 24 изготовление С 57/(02-08)) Растяжение замкнутого профиля металлических полос путем прокатки В 5/00 проволоки F 9/00) как способ изготовления топливных элементов реакторов G 21 С 21/10) Растяжки для натягивания канатов, кабелей, проводов, тросов F 16 G 11/12 [c.160]
Строительные площадки, используемые для подъемных кранов особого назначения В 66 С 23/(26-34) элементы из пластических материалов В 29 L 31 10) Строны парашютов В 64 D 17/(24-28) подъемных кранов В 66 С 1/12-1/20 в устройствах для перемещения грузов В 65 G 7/12 в шлюпочных устройствах В 63 В 23/22 ) Струбцины (В 25 В 5/00-5/16 для лесопильных станков и т. п. В 27 В 3/38) Стружка [В 27 древесная (изготовление L 11/02-04) использование для изготовления (плоских изделий N 3/00 изделий прессованием N 3/08) удаление при обработке древесины G 3/00) ледяная, машина для получения F 25 С 5/12 В 23 (металлическая, устройства для дробления в токарных станках В 25/02 стальная, изготовление Р 17/06) распылители стружки В 05 В 7/14 снятие с поверхности изделий при резке В 26 D 3/06] Струйные [инжекторы, использование (в системах продувки топлива в ракетных двигательных установках F 02 К 9/54 в смесительных трубках горелок F 23 D 14/16) мельницы В 02 С 19/06 насосы (F 04 (F 5/00-5/54 заливочные D 9/06) F 02 (в газотурбинных установках С 3/32 в реактивных двигателях К 1 /36) паровые в системах подачи воздуха в топку F 23 L 5/04, 17/16 в паровых котлах F 22 (В 37/72, D 7/04) в холодильных машинах F 25 В 1/06) реле F 15 С 1/14-1/20 смесители В 01 F 5/00-5/26 элементы (в следящих гидравлических и пневматических сервоприводах В 9/06-9/07 для счетно-решающих и управляющих устройств С 1/14-1/20) F 15] Струны, устройства для шлифования В 24 В 5/50 Ступени (кузовов автомобилей В 60 R 3/00 на транспортных средствах В 60 R 3/02, В 61 D 23/(00-02)) Ступицы [колес Стыковая сварка давлением и оплавлением В 23 К 11/(02-04) [c.184]
Термореактивные материалы В 29 (способы и устройства для экструдирования С 47/(00-96) термореактивные смолы как формовочный материал К 101 10> Термостаты, использование для регулирования охлаждения двигателей F 01 Р 7/12 7/16 Термоформование изделий из пластических материалов В 29 С 51/(00-46) Термочувствительные [краски или лаки С 09 D 5/26 элементы (биметаллические G 12 В 1/02 тепловых реле Н 01 Н 61/(02-04))] Термоэлектрические [пирометры G 01 J 5/12 приборы (использование в термометрах G 01 К 7/00 работающие на основе эффекта Пельтье или Зеебека Н 01 L 35/(28-32))] Тигельные печи тепловой обработки 21/04 печей 14/(10-12)) лабораторные В 01 L 3/04 плавильные для литейного производства В 22 D 17/28] Тиски В 25 В (1/00-1/24 ручные 3/00) Тиснение бумаги В 31 F 1/07 картонажных изделий В 31 В 1/88 металлическое В 41 М 1/22 поверхности пластических материалов В 29 С 59/00 способы В 44 С 1/24) Титан [С 22 С (сплавы на его основе 14/00 стали, легированные титаном 38/(14-60)) С 25 (травление или полирование электролитическими способами F 3/08, 3/26 электроды на основе титана для электрофореза В 11/10)] Токарная обработка [древесины В 27 О Токарные станки [В 23 конструктивные элементы и вспО могательные устройства В 17/00-33/60 линии токарных станков В 3/36 для нарезания резьбы G 1/00 общего назначения В 3/00-3/34 отрезные В 5/14 резцы для них (В 27/(00-24) изготовление Р 15/30) для скашивания кромок, снятие фаски или грата с концов прутков и труб В 5/16 фрезерные съемные устройства к ним С 7/02)] [c.189]
Комплектом называется сборочная единица, имеющая самостоятельное значение для работы машины (станка), идущая на общую сборку полностью без отъема каких-либо деталей, например автодвигатель, передняя и задняя бабки токарного станка. Сборочный комплект является более цельным и законченным механизмом, а узел в машине имеет подсобное назначение. [c.7]
Протяжное кольцо (фиг. 147, в) является очень ответственной деталью штампа. Оно должно быть прочным, так как работает в условиях значительных растягивающих напряжений. Обычно кольцо (стальная отливка) обрабатывается на карусельном или токарном станке. По назначению внутренняя поверхность кольца делится на две части начальную или входную и конечную или калибрующую. Как видно из фиг. 147, входная часть кольца, в которой начинается процесс деформирования заготовки, выполняется по радиусу. Калибрующая же часть изготовляется в виде цилиндрического пояска назначение пояска — формирование цилиндрической части донышка (борта) и придание ему заданного чертежом диаметра. Кроме того, поясок способствует образованию сферической части донышка, так как создает натяжение заготовки и обусловливает плотное облегание ею пуансона. Так как в процессе образования донышка происходит скольжение заготовки по кольцу, внутренняя поверхность кольца должна быть гладкой. Практически достаточной является обработка кольца по 4-му классу чистоты. [c.212]
классификация, для чего предназначены, типы
Современные технологии сделали так, что обрабатывать металлы легче при использовании токарных станков. Распространённая сфера применения: обработка поверхностей, имеющих различную форму, внутри и снаружи. Например, фасон или цилиндр, конус. И у каждого из видов токарных станков свои особенности.
Виды станков настолько разнообразны, что у каждого покупателя есть возможность выбрать вариант, отвечающий конкретным потребностям. Надо только заранее изучить особенности каждой из моделей.
Классификация токарного оборудования
Система классификации для данного вида оборудования создана ещё в СССР. Согласно этим правилам, станки – агрегаты, обрабатывающие заготовки из металла, представляющие первую категорию. Любое приспособление из данной группы способно представлять одну из следующих групп:
- Устройства со специальным назначением.
- Станки специального назначения, обычного и автоматического типа.
- Агрегаты для полировки, с резцами.
- Лобовые и винторезные типы оборудования.
- Модели «карусельной» системы.
- Станки, отрезающие материал.
- Разновидность под названием «револьвер».
- Установки с большим количеством шпинделей, автоматические полностью или наполовину.
- Агрегаты токарного типа, где шпиндель – один. Автоматические на половину, полностью.
Следующие разновидности выделяются в зависимости от точности обработки:
- П – повышенный уровень.
- А – высокий показатель точности.
- Н – нормальный показатель.
- В – точность высокого уровня.
- С – точность особой категории.
От той или иной категории зависят определённые технические характеристики. Кроме того, легче становится определить подходящую сферу применения. Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
- При использовании единицы в качестве начальной формы. Она показывает, что покупатель имеет дело с токарным станком, а не каким-либо другим.
- Далее идёт число, обозначающее принадлежность к тому или иному типу моделей.
- Центры приспособления имеют разную высоту, обозначаемую третьими и четвёртыми цифрами.
Маркировка агрегатов может содержать и обозначения в виде букв. Они используются, чтобы сообщить о тех или иных конструктивных особенностях. Это касается следующих параметров:
- Оснащённость системой ЧПУ.
- Используемую модификацию.
- Верность выполнения операций.
- Насколько автоматизированы действия?
Буква «И» – для обозначения приборов с винторезами. «П» – для точности высокого уровня. Такие модели снабжены центрами на высоте до значения примерно в 110 миллиметров. Фото изделий так же помогает понять, что именно перед нами находится.
Особенности конструкции и назначения станков
Следующие основные компоненты присутствуют у изделий любой группы:
- Электрическая часть.
Состоит из электрического двигателя с приводом. Его мощность бывает разной, определяется индивидуально для каждой модели. Снабжается дополнительными деталями, обеспечивающими управление характеристиками. Выполнение требований по безопасности обязательно для данной части оборудования.
- Коробка передач.
Способствует передаче движущей силы от валика или ходового винта на суппорт.
- Суппорт.
Закрепляет элемент, осуществляющий разрезание. Суппорт ещё необходим, чтобы осуществлялась подача инструмента поперёк, либо вдоль. И чтобы эта процедура совершалась с соблюдением определённых параметров. У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
- Шпиндельная бабка.
Здесь располагается шпиндель. Коробка скоростей находится во внутренней части устройства.
- Фартук.
Преобразует движение, источником которого выступает валик, либо ходовой винт.
- Станина.
Элемент с несущей функцией у токарных станков. Остальные детали крепятся сюда.
Детали, входящие в комплект, опираются на две тумбы. Несущим элементом и становятся эти тумбы. Благодаря этому оператор может задавать положение конструкции, которое будет наиболее удобным. Тумбы отличаются массивной конструкцией. Отдельный вопрос – для чего предназначены изделия.
Главное назначение оборудования такого типа – обработка деталей из металла различных характеристик, форм.
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.
Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.
Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.
Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.
Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.
В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.
Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.
Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.
Уровни автоматизации
Обработка на современных приспособлениях осуществляется в полуавтоматическом, либо автоматическом режимах. Станки-полуавтоматы позволяют использовать ручной труд для загрузки заготовок, снятия готовых изделий. В автоматических вариантах вся процедура осуществляется на специальном оборудовании.
Маркировка станков
Для станков характерно применение цифр и букв в равной степени. Первая цифра – для обозначения группы станков. Третья и четвёртая – для обозначения одной из важных характеристик. Например, высота центров над станиной, либо диаметры. Если после первой цифры идёт буква – значит, модель усовершенствована по сравнению с предыдущей версией. В некоторых случаях применяются заводские номера.
Техника безопасности
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.
К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.
Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
С технической точки зрения сложными считаются даже настольные установки для бытового применения. Потому рекомендуется обратить внимание и на общее качество составляющих.
Заключение
Сегодня токарные станки приятно удивляют покупателей широким модельным рядом. При этом принципы работы остаются общими, хотя конструктивно присутствуют и некоторые отличия. Как профессиональные, так и бытовые модели выполняют большое количество задач. Достаточно заранее изучить некоторые нюансы и информацию по техническим характеристикам. Тогда будет проще определиться с тем, какая модель требуется в том или ином случае. Приобретаются модели в специализированных магазинах, с обычными офисами, либо на интернет-страницах.
Инструкция по выбору токарного станка с ЧПУ
НаправляющиеНаправляющие в токарных станках бывают в основном двух типов: качения или скольжения.
Как правило, направляющие скольжения имеют более высокую точность позиционирования, чем направляющие скольжения. Кроме того, направляющие качения имеют большую максимальную скорость перемещений. Это обусловлено использованием шариковых подшипников, которые имеют меньшее сопротивление при перемещениях.
Направляющие скольжения имеют более прочную и надежную конструкцию, так как их конструкция проще и не имеет таких слабых мест, как подшипники качения, которые часто выходят из строя. Высокая нагрузочная способность и жесткость конструкции позволяют добиться большей повторяемости и стабильности в сравнении с направляющими качения. Кроме того, срок службы направляющих скольжения в несколько раз превышает аналогичный показатель у направляющих качения.
В токарных станках SMEC используются направляющие скольжения Rexroth (Bosh group, Германия) коробчатого типа, сравнительно более широкие (в 1,2 раза шире чем у большинства конкурентов). Это преимущество станков SMEC гарантирует увеличенный срок службы, так как нагрузка на направляющие распределяется по большей площади соприкосновения.
Торможение направляющих коробчатого типа быстрее на 0,1 секунды чем направляющих линейного типа. Незначительная цифра в человеческом понимании играет огромную роль в машинной работе, поскольку позволяет снизить уровень вибраций станка, вследствие чего инструмент изнашивается медленнее, что снижает расходы на ТО в долгосрочной перспективе. Коробчатые направляющие имеют 6 плоскостей соприкосновения. Эта технология позволяет сохранить точность обработки даже после столкновений подвижных узлов станка.
Турситовое покрытие направляющих снижает трение и изнашивание станка. Уровень высокочастотной термической обработки поверхности направляющих SMEC более чем в два раза выше, чем у конкуренотов (2,7 мм у SMEC, против 1,3 мм у большинства станков).
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
Настольный токарный станок.Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
Задняя бабка токарного станка.В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
На рисунке изображены резцедержатели, употребляемые для легких и средних работ. Обычно же на станках средних размеров ставятся резцовые головки, позволяющие закреплять одновременно четыре резца. Для поворота головки нужно отвернуть рукоятку или гайку в верхней ее части. В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива.Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
- наибольший диаметр и длина обрабатываемой заготовки;
- наибольший диаметр проката, проходящего через отверстие шпинделя;
- диапазоны регулирования главного привода и подач.
Другие статьи по сходной тематике
Устройство токарного станка
С устройством токарно-винторезного станка мы познакомимся на примере двух моделей токарных станков: токарно-винторезный станок 16К-25 и токарно-винторезный станок 1И-611. На токарном станке можно выполнять различные работы (обработку резанием, нарезание резьбы, обработку торцевых поверхностей и другие).
Мы не зря остановились на этих моделях токарных станков, так как эти модели очень популярны и известны среди токарей. Конструкция токарно-винторезных станков 16К-25 и 1И-611 стала известна достаточно давно, а именно в 1983 году.
Стандартные токарные станки 16К-25 и 1И-611 могут модернизироваться с помощью специальных дополнений, которые создаются в зависимости от специфики эксплуатации токарного станка.
Технология обработки на токарном станке может совершенствоваться при помощи внедрения новых дополнений.
Металлообрабатывающие станки бывают несколько видов и делятся в зависимости от массы.
Виды металлорежущих станков:— Легкие токарные станки (до 1 тонны);
— Средние токарные станки (до 10 тонн);
— Тяжелые токарные станки (более 10 тонн).
Главным определяющим параметром токарного станка является высота его центров или расстояние от оси вращения шпинделя до верхней точки станины станка. Этот размер определяет наибольший диаметр деталей, обрабатываемый над станиной. Расстояние между центрами станка, также является определяющим параметром, от которого зависит наибольшая длина детали, которая может быть обработана на станке.
Основные узлы станка:
- Основание;
- Станина;
- Передняя бабка (шпиндельная бабка);
- Задняя бабка;
- Суппорт;
- Коробка подач.
Теперь более подробно изучим узлы токарного станка, рассмотрим устройство узлов токарного станка и назначение узлов токарного станка.
- Основание токарного станка (нижняя часть). У станков 16К-25 и 1И-611 основание выполняется единым. Конструкции других токарных станков могут иметь основание, которое состоит из двух или более массивных тумб.
В полостях основания токарного станка находятся главный двигатель, емкость, насосная система охлаждения. Как правило, в основании токарного станка монтируется электрооборудование. Но существуют токарные станки, в которых имеется специальный электро шкаф, где и располагается электрооборудование токарного станка. В средней части основания станка выполнена емкость (корыто), которое используется для накопления стружки и стекающих охлаждающих жидкостей из зоны обработки.
На плоскости основания токарного станка крепится станина, которая является главной деталью станка. С левой стороны станины выполнена плоскость для установки передней бабки. А справа проходят две пары опорно-направляющих поверхностей. Одна пара для направления продольного движения суппорта, другая пара для направления движения задней бабки. Каждая опорно направляющая пара состоит из одной направляющей призматического профиля и одной плоской направляющей. У станин прочих конструкций существуют и другие сочетания профилей направляющих. Обобщенно опорно направляющие поверхности называют «направляющие».
Обе пары направляющих станины выполнены с высокой геометрической точностью и взаимопараллельностью. Рабочие поверхности направляющих станины поддаются поверхностной закалке. Конструкция некоторых токарных станков предусматривают защиту для направляющих станины.
С левой стороны станка на станине крепится передняя бабка токарного станка (шпиндельная бабка). Передняя бабка имеет шпиндель, который является очень важной деталью, о которой мы поговорим позже. Внутри передней бабки скомпонован механизм перемены передач (коробка скоростей).
Коробка скоростей токарного станка предназначена для передачи движения от главного двигателя станка к его шпинделю. Передача главного движения может осуществляться с различными крутящими моментами и возможностью ступенчатого изменения частоты оборотов шпинделя. Частота оборотов измеряется числом оборотов шпинделя за одну минуту. На этом токарном станке имеется механизм, который называется фрикционная муфта (фрикцион). Он позволяет управлять вращением шпинделя без остановок и реверса (изменения направления вращения) главного двигателя.
Фрикционом, приводимым в действие одной из двух дублированных рукояток, запускается, изменяется и останавливается вращение шпинделя. Данный фрикцион механический и его ручной привод позволяет плавно раскручивать шпиндель, проворачивать его толчками в обоих направлениях, в отдельных случаях помогать торможению шпинделя. Фрикционы на различных станках бывают также с электромеханическими и гидравлическими приводами.
Для торможения шпинделя в передней бабке находится механический тормоз, приводимый в действие той же рукояткой, которой управляется фрикцион.
На токарных станках со значительной длиной станины ручка управления шпинделя дублируется ручкой закрепленной на суппорте. А на станках с небольшой длиной станины достаточно одной ручки.
Фрикциона на станке может и не быть вовсе, как например на этом более легком токарном станке, на котором реверсирование, пуск и остановка шпинделя происходит за счет изменения режимов работы главного двигателя. Во внутренней части передней бабки находится механизм ступенчатого изменения частот оборотов шпинделя, а кроме этого и часть механизма подачи.
Рукоятки, рычаги и переключатели токарного станка находятся на передней части передней бабки. Частоты оборотов можно изменять изменением положения рукояток на основании данной таблицы.
На этом станке механизм разделения частот разделен и находится в двух узлах. Ступенчатое переключение частот оборотов с малым шагом выполняется в коробке скоростей, находящейся в полости основания станка. Числа оборотов минуту появляются в окошке устройства при проворачивании колеса на нем. После выбора нужной частоты оборотов делается исполнения переключения на нее одним движением рычага, при этом главный двигатель останавливается и запускается вновь после выполнения переключения. Переключение на ступень пониженных частот оборотов осуществляется рычагом на передней бабке, который называется «перебор». Также в передней бабке находится часть механизма переключения подач.
Современные токарные станки имеют конструкцию, позволяющую производить бесступенчатое, то есть плавное переключение частот оборотов.
Шпиндель токарного станка это деталь передней бабки, и он представляет собой вал, сложной формы, со сквозным отверстием. Он вращается в специальных, высокоточных регулируемых подшипниках, находящихся в корпусе передней бабки. С передней стороны шпинделя находится установочный фланец на который крепится устройство для крепления деталей (например, трехкулачковый самоцентрирующийся патрон). Внутри шпинделя, с передней его стороны, выполнено коническое отверстие для установки в нем различных зажимных приспособлений в частности таких, как цанговый патрон.
Стандартные внутренние и наружные конусы (конусы Морзе)
В зависимости от размеров станка в их шпинделе выполняется и соответствующий их размеру номер конуса Морзе. Шпиндели токарного станка имеют внутри сквозное отверстие для возможности прохода в них пробковых материалов. Диаметр этого отверстия является важным технологическим параметров этого станка. Шпиндель токарно винторезных станков кинематически соединен с коробкой подач, то есть от него на коробку подач передается вращение. Передача вращательного движения от передней бабки к коробке подач происходит через механизм, который называется гитара.
Коробка подач токарного станка служит для передачи крутящего момента от механизма гитары к ходовым винту и валу с возможностью ступенчатого изменения частот их вращения. Таким образом происходит изменения величин подач или шагов резьб при их нарезке резцов. Переключения делаются определенными сочетаниями положения механических переключателей в соответствии с таблицей, которая должна присутствовать на каждом станке. Передача крутящего момента с заданной частотой вращения от коробки подач к суппорту происходит посредством ходового винта или ходового вала, переключение которых выполняется отдельной рукояткой.
Суппорт токарного станка служит для поступательных перемещений в горизонтальной плоскости, установленного на нем инструмента. Продольное перемещение суппорта происходит за счет скольжения его каретки (продольных салазок) по направляющим станины. По поперечным направляющим на суппорте перемещаются поперечные салазки, обеспечивающие соответствующее движение инструмента. Сверху к корпусу поперечных салазок крепятся со своим фланцем верхние салазки (поворотные салазки). Они имеют возможность поворота относительно своей опоры под любым углом, что используется для обработки конических поверхностей. Передвижение верхних салазок на этих станках только ручное. На более тяжелых токарных станках перемещение салазок выполняется механическим способом. На верхних салазках устанавливается резцедержатель. В нашем случае они оба четырехпозиционные в которых можно крепить одновременно до четырех различных инструментов.
Резцы токарных станков и другой инструмент устанавливаются на опорные плоскости резцедержателя и прижимаются к ним сверху болтами. На этом станке резцедержатель имеет возможность поворота, вокруг совей оси. Точную фиксацию в каждом из четырех положений, а также может быть закреплен, в любом нефиксированном положении своего поворота. Повороты и закрепление резцедержателя в фиксированных положениях производятся простым вращательно возвратным движением рукоятки. Нижняя часть суппорта называется фартук, через который насквозь проходят ходовые винт и вал, передавая крутящий момент на механизм фартука. Снаружи фартука располагаются рукоятки и рычаги управления подачами, а именно включением, выключением и изменением направлений подачи. Управление подачами в продольном и поперечном направлении производится ручкой четырехпозиционного переключателя. На этом станке с относительно большими длинами перемещения салазок есть механизм ускоренной подачи, включаемый нажатием кнопки на ручке управления подачами. Преобразование вращательного движения механизмов подач в поступательно движение суппорта происходит за счет реечной передачи на продольном направлении его движения и винтовой передачи на поперечном направлении движения поперечных салазок. Соединение суппорта с ходовым винтом выполняется путем обхвата резьбы ходового винта маточной гайкой, находящейся в фартуке, и управляемой отдельной рычажной рукояткой. Кроме этого на станках есть предохранительные механизмы, предотвращающие критические нагрузки при механических подачах. Вместе с механическим приводом подач на всех салазках универсальных станков есть ручной привод подач. Вручную продольная подача приводится вращением маховика (штурвала). Маховик может быть с горизонтальной рукояткой или без нее. Ручной привод поперечной подачи на этих станках выполнен в виде Т образной рукоятки с горизонтальной ручкой. На некоторых станках привод поперечной подачи может быть выполнен в виде круглого маховика с горизонтальной ручкой, однако Т-образная рукоятка значительно удобнее. Важными компонентами ручных приводов всех подач, показывающими величины их поступательного перемещения являются лимбы. Деления на поверхности лимбов или круговая шкала лимба позволяет производить мерные перемещения салазок на заданные расстояния с достаточной точностью, как при ручном приводе, так и при механическом. На всех лимбах указывается величина перемещения, которая сообщается салазкам при повороте шкалы лимба на одно деление. Эта взаимосвязь называется ценой деления, которая на разных лимбах может различаться.
Задняя бабка базируется на станине станка, на ней есть салазки, на которых она может продольно передвигаться по направляющим станины и крепится на ней в любой нужной точке посредством рычажной рукоятки. Усилия фиксации задней бабки рычагов может регулироваться, а также может быть дополнено зажимом гайкой. Задняя бабка с закрепленными в ней приспособлениями служит второй опорой при обработке изделий со значительной длиной, а также предназначена для самостоятельной обработки, закрепляемыми в ней различными инструментами. Инструмент или приспособление крепится в конус выдвижной части задней бабки, называемой «пиноль». Размер конуса Морзе в пиноли может быть разным. В отличии от конуса Морзе в шпинделе во внутренней части конического отверстия пиноли есть замок, который удерживает инструмент от проворота за его лапу. Оси пиноли конусов Морзе и шпинделя находятся на одной высоте направляющей напротив станины вне зависимости от положения задней бабки. Ось пиноли может перемещаться в горизонтальной плоскости относительно оси шпинделя в небольшом диапазоне, что технологически необходимо. Это перемещение выполняется при помощи двух винтов, которые двигают корпус задней бабки относительно ее опорной плиты.
Подача инструмента закрепленного в пиноли задней бабкипроизводится вручную при помощи винтовой передачи выдвигающей пиноль. Пиноль может стопориться в любом положении рычагом зажима. На маховике привода пиноли имеется лимб для отсчета ее линейных перемещений.
На этом станке задняя бабка достаточно тяжелая и для облегчения ее перемещения по станине используется пневматическая подушка, приподнимающая заднюю бабку над станиной за счет подаваемого между салазками задней бабки и станины сжатого воздуха. Подача сжатого воздуха включается при нейтральном положении зажимного рычага и отключается при зажиме. На современных станках смазка закрытых механизмов осуществляется автоматически. На станках устанавливаются индикаторы централизованной подачи смазки. На этом станке на нормальную работу системы централизованной смазки указывает вращающийся ротор в контрольном окошке, а на этом станке об подаче смазки свидетельствует падение капель, видимые через контрольное окошко.
Основные компоненты электрооборудования токарного станка находятся в полости или в отдельном электро шкафу. Общее включение или выключение электропитания на всех станках производится главным автоматическим рубильником или главным выключателем. Органы управления электрооборудованием токарного станка выведены наружу, некоторые из которых подведены к удобным для пользования точкам.
Открытые кабельные соединения между всеми электроприборами защищены от механических и термических воздействий гибкими металлическими рукавами. Управление главным двигателем токарных станков осуществляется по-разному. В одних конструкциях, имеющих фрикцион кнопками пуск и стоп. Управление главным двигателем в токарных станках, не имеющих фрикциона, осуществляется трехпозиционным рычагом. Позиции трехпозиционного рычага управления главного двигателя токарного станка: нейтральное положение, вперед, запуск прямых оборотов, запуск обратных оборотов.
Все токарные станки без исключения оборудованы местным низко вольтовым освещением. Напряжение местного освещение токарного станка может быть 12В, 24В, 36В, такое которое не опасно для токаря, так как 220В. Светильники местного освещения имеют защитный металлический плафон. Направление света может регулироваться. Запуск системы охлаждения токарного станка заключается во включении электро гидронасоса, подающего охлаждающую жидкость по магистрали. Как правило, насосы устанавливаются в полостях станка, что предохраняет их от внешних повреждений. На токарных станках предусмотрены такие защитные приспособления, как откидной кожух зажимного устройства на шпинделе и откидной щиток на суппорте.
Защитные элементы токарного станка предназначены для защиты токаря от разлетающихся под воздействием центробежных сил стружки и охлаждающей жидкости. На этом можно считать знакомство с принципиальным устройством классического токарного станка законченным.
Токарные станки Назначение токарных станков Токарные станки
Токарные станки
Назначение токарных станков. Токарные станки предназначены для обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей, нарезания резьбы у деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Станки токарной группы составляют значительную долю всего станочного парка и широко применяются во всех типах производства от единичного до массового. Их можно найти в равной степени как в маленькой ремонтной мастерской, так и на крупном машиностроительном предприятии.
Применение в токарных станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных и торцовых отверстий, а также для других видов обработки) значительно расширяет их технологические возможности. В зависимости от расположения шпинделя, несущего приспособление для установки заготовки, токарные станки подразделяют на горизонтальные и вертикальные.
Виды токарной обработки
Детали, изготавливаемые на токарных станках(вал, ось, ролик, шкив, колесо зубчатое)
Типы токарных станков 1) Одношпиндельные автоматы и полуавтоматы; 2) Многошпиндельные автоматы и полуавтоматы; 3) Токарно-револьверные станки; 4) Сверлильно-отрезные станки; 5) Карусельные токарные станки; 6) Токарные, токарно-винторезные и лоботокарные станки; 7) Многорезцовые и копировальные станки; 8) Специализированные станки; 9) Разные токарные станки.
Некоторые типы токарных станков
1) Одношпиндельные токарные автоматы и полуавтоматы • Автомат продольного точения • Предназначен для изготовления деталей из холоднотянутого калиброванного прутка в условиях серийного производства
Одношпиндельные прутковые токарные автоматы Используют в условиях крупносерийного производства для обработки сложных по форме деталей с применением нескольких последовательно или параллельно работающих инструментов. Одношпиндельные полуавтоматы, снабженные магазинным устройством, называются автоматическими станками.
2) Многошпиндельные токарные автоматы и полуавтоматы • Применяются для изготовления из прутка деталей простых и сложных геометрических форм в крупносерийном и массовом производстве • На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку торцов, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб, накатывание резьб.
Токарный шестишпиндельный автомат 1 Б 265 6 К. Применяется для изготовления деталей простых и сложных геометрических форм из прутка диаметром до 65 мм в условиях серийного и массового производства
Вертикальный токарный двухшпиндельный автомат с ЧПУ Предназначен для высокопроизводительной токарной обработки деталей типа «фланец» , «муфта» , «втулка» , «шестерня» из различных конструкционных материалов в условиях серийного производства
3) Токарно-револьверные станки Универсальный токарно-револьверный станок модели 1 Е 365 БП Применяется для изготовления деталей сложных геометрических форм в условиях единичного и серийного производства
Револьверный станок Общий вид револьверного станка для патронных и прутковых работ. Револьверная шестигранная головка расположена на револьверном суппорте и перемещается вместе с ним вдоль станины. Резцовая головка, расположенная на другом суппорте, предназначена для выполнения как продольного, так и поперечного точения. Револьверные головки Цанги: а — затяжная; б — неподвижная; в —выдвижная
4. Сверлильно-отрезные станки;
5. Карусельные станки; Для изготовления деталей больших диаметров, но имеющих небольшую толщину раньше использовали лобовые токарные станки. Более точными производительными, и удобными при обработке деталей диаметром от 1500 до 4000 мм. оказались токарные карусельные станки. Их применяют в серийном и массовом производстве.
Токарные карусельные станки О Д Н О С Т О Е Ч Н Ы Е
Токарные карусельные станки Д В У Х С Т О Е Ч Н Ы Е
Карусельные станки являются пятым типом станков токарной группы. Различают карусельные станки одностоечные и двухстоечные (портального типа). Характеризующим внешним признаком карусельных станков является вращающийся относительно вертикальной оси стол (планшайба, карусель) с заготовкой.
Карусельные станки, предназначенные для обработки деталей диаметром до 1500 мм, имеют одну вертикальную стойку 1, несущую на себе траверсу (поперечину) 2, вдоль которой может перемещаться каретка 3 с поворотной резцовой головкой (револьверной головкой) 4. По вертикальным направляющим 6 стойки может перемещаться боковой суппорт с резцовой головкой 5.
6. Токарные и лобо-токарные станки Лобовые станки — отличаются от токарных главным образом тем, что у них отсутствует задняя бабка. В передней бабке 1 находится коробка скоростей, на шпинделе которой закреплена планшайба 2. Поперечная станина 3 с двумя суппортами расположена на отдельной плите, изолированной от бабки. Суппорт состоит из каретки, перемещающейся в поперечном направлении по направляющим станины 3, средней (поворотной) части, которая может быть установлена параллельно или под углом к оси шпинделя, и верхней части 4 с резцедержателем 5.
7. Многорезцовые и копировальные станки
8. Специализированные станки Наибольшее распространение получили следующие специализированные токарные станки: 1. Многорезцовые 2. Вальцетокарные 3. Для обработки коленчатых валов 4. Слиткообдирочные 5. Колесотокарные и осетокарные для ж/д транспорта. 6. Трубо- и муфтообрабатывающие 7. Бесцентровообдирочные 8. Резьбообрабатывающие 9. Токарно-затыловочные
Основные параметры токарных станков • наибольший диаметр заготовки, обрабатываемой над станиной; • максимальный диаметр обрабатываемого прутка; • наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
А- гитара сменных колёс Б – передняя бабка, В – фартук с механизмом переключения передач, Г – суппорт с резцедержателем, Д – задняя бабка, Е – станина, Ж – шкаф с электрооборудованием, З – задняя тумба, И – система охлаждения, К – поддон для сбора СОЖ, Л – коробка скоростей, М – передняя тумба, Н – коробка подач
Одношпиндельный автомат 1 А 136
Токарный станок 163
Токарно – затыловочный станок К 96
Токарно-револьверный станок 1336 М
Двухстоечный токарно-карусельный станок 1553
Многорезцовый полуавтомат 1730
Гидрокопировальный полуавтомат 1722
Кинематическая схема гидрокопировального полуавтомата 1722
Четырёхшпиндельный токарный автомат 1265 -4
Токарный станок ИЖ 250 ИТВМФ 1 Токарный станок 1 М 63 Тяжелый токарный станок 1 А 680 (масса 330000 кг, мощность 160 к. Вт)
Лоботокарный станок 1 М 692 Токарно-карусельный 1 Л 352 Токарный с ЧПУ РТ 755 Ф 3, масса 22000 кг, длина 8000 мм
Токарный вертикальный многошпиндельный автомат 1282
| Примечание. Чтобы все участники торгов имели доступ к одной и той же информации, ответы будут даны только на вопросы, заданные в разделе «Вопросы и ответы» ниже, и ТОЛЬКО в обычные рабочие часы. ТЕЛЕФОННЫЕ ЗВОНКИ НЕ ВОЗВРАЩАЮТСЯ. Специальные инструкции по осмотру могут появиться в описании актива. В противном случае проверки не разрешены; напишите контактному лицу по активам, чтобы назначить встречу для проверки.ТЕЛЕФОННЫЕ ЗВОНКИ НЕ ВОЗВРАЩАЮТСЯ. Большинство товаров, выставленных на продажу, уже бывшие в употреблении и могут содержать дефекты, не обнаруживаемые сразу. Участники торгов должны придерживаться даты и времени, указанных в описании позиции. | Способы оплаты этого товара: банковский перевод, PayPal или кредитные карты (Visa, Mastercard, American Express, Discover). Сумма покупок через PayPal и кредитную карту ограничена суммой менее 5000 долларов США и только для участников торгов, проживающих в США, Канаде и Мексике.Если выигравшая ставка плюс применимые налоги, если таковые указаны, плюс премия покупателя составляет 5000 долларов США или более, необходимо использовать банковский перевод. Покупатели с испытательным сроком первого уровня имеют лимит PayPal и кредитной карты в размере 1000 долларов США. Если выбран «Банковский перевод», на странице «Сводка транзакции банковского перевода» будет представлена информация об оплате и счете. Банковский перевод должен быть завершен в течение 5 дней, если иное не указано ниже. ОПЛАТА ДОЛЖНА ВЫПОЛНЯТЬСЯ ОНЛАЙН — Чтобы произвести онлайн-платеж, войдите в свою учетную запись Liquidity Services и выберите «Мои ставки».Пожалуйста, следуйте инструкциям там. Полная оплата должна быть произведена не позднее 5 (пяти) рабочих дней с момента и даты закрытия аукциона. Оплата должна производиться в электронном виде с помощью перечисленных выше способов оплаты. НАЛОГОВЫЙ РАСЧЕТ И ИСКЛЮЧЕНИЯ style = «color: red»>НАЛОГОВЫЙ РАСЧЕТ: Налог с продаж, где это применимо, будет рассчитан и добавлен в конце аукциона. ОСВОБОЖДЕНИЕ ОТ НАЛОГОВ: В случаях, когда применяются налоги (см. Сертификат покупателя), документы об освобождении от налогов должны быть предоставлены в Службу поддержки торгов по услугам ликвидности по адресу taxhelp @ liquidityservices.com в течение 24 часов после закрытия аукциона и до того, как будет произведена оплата. Участникам торгов рекомендуется представить свои документы об освобождении от налогов до закрытия аукциона, чтобы ускорить этот процесс. По всем вопросам об освобождении от уплаты налогов, пожалуйста, обращайтесь в службу торгов Liquidity Services Bidder Services. | **** ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ ****. УЧАСТНИКИ ТОРГОВ, КОТОРЫЕ НЕ УДАЛЯЮТ АКТИВЫ В ОТДЕЛЕННЫЕ 10 РАБОЧИХ ДНЕЙ. БУДУТ ИСПОЛЬЗОВАТЬСЯ ПО УМОЛЧАНИЮ, И ИХ УЧЕТНЫЕ ЗАПИСИ БУДУТ ЗАБЛОКИРОВАНЫ. ПОЖАЛУЙСТА, ПРЕДЛОЖИТЕ ПРЕДЛОЖЕНИЕ СОГЛАСНО. ПОСЛЕ УДАЛЕНИЯ ТОВАРА ИЗ МЕСТОПОЛОЖЕНИЯ ПРОДАВЦА; ВСЕ ПРОДАЖИ ОКОНЧАТЕЛЬНЫ. Все предметы должны быть удалены (только по предварительной записи) в течение 10 рабочих дней с даты выдачи сертификата покупателя. Покупки будут разблокированы только после получения указанной оплаты. Победители торгов несут ответственность за погрузку и вывоз любого и всего имущества, присужденного им, с того места, где оно находится, как указано на веб-сайте и в сертификате покупателя.Покупки должны быть удалены лицом, указанным в сертификате покупателя, если не была заполнена надлежащая документация для передачи другому лицу. Отправьте электронное письмо контакту объекта, чтобы получить надлежащую документацию по удалению сторонними организациями. Ежедневная плата за хранение в размере 10 долларов США может взиматься за любой предмет, который не был вывезен в течение 10 рабочих дней, указанных в сертификате покупателя. | Если вы выиграете тендер и по умолчанию не соблюдаете условия и положения этого продавца, ваша учетная запись в GovDeals БУДЕТ ЗАБЛОКИРОВАНА! ОТКАЗ ОТ ГАРАНТИИ : Вся недвижимость предлагается на продажу «КАК ЕСТЬ, ГДЕ ЕСТЬ.»Продавец не дает никаких гарантий или заверений любого рода, явных или подразумеваемых, относительно коммерческой пригодности или пригодности для каких-либо целей собственности, предлагаемой для продажи. Покупатель не имеет права на какие-либо выплаты за упущенную выгоду или любые другие денежные убытки — специальные, прямые, косвенные или косвенные. ОПИСАНИЕ ГАРАНТИЯ : Продавец гарантирует Покупателю, что недвижимость, предлагаемая для продажи, будет соответствовать ее описанию. Любые претензии по поводу неправильного описания должны быть предъявлены до удаления собственности.Если Продавец подтвердит, что недвижимость не соответствует описанию, Продавец оставит ее себе и вернет все уплаченные деньги. Ответственность Продавца не может превышать фактическую покупную цену недвижимости. *** Обратите внимание, что после вывоза имущества все продажи являются окончательными! |
South Bend 1308 Токарный станок с зубчатой головкой и местом для хранения снизу и различными инструментами (забирает по предварительной записи ср-сб
ОБЩИЕ ПОЛОЖЕНИЯ И УСЛОВИЯ1.Все лица, желающие участвовать в процессе торгов, должны быть зарегистрированы для участия в торгах. Регистрируясь, вы подтверждаете полное понимание изложенных здесь Положений и условий. Ваша ставка является обязывающим контрактом. Неоплаченные счета будут переданы в коллекторское агентство.
2. Онлайн-аукцион начинается до 18:00. Время закрытия каждого лота расположено в шахматном порядке и с интервалом в одну минуту, что означает, что лот 1 должен закончиться в 18:00, лот 2 — через 30 секунд после этого.Лот 3 завершится через 30 секунд после Лота 2. Однако, если кто-либо сделает ставку на конкретный лот в течение 3 минут после запланированного времени закрытия, 3 минуты будут добавлены к часам для этого конкретного лота. Трехминутное продление времени будет происходить каждый раз при размещении ставки в течение последних 3 минут до тех пор, пока не останется как минимум 3 минуты без активности ставок.
3. Island Bid / Oahu Auctions не несет ответственности за какие-либо несоответствия, связанные с изображением товаров (в фотографиях, объявлениях, печатных материалах и т. Д.)) и фактический продукт. Поэтому настоятельно рекомендуется проверять каждый товар, на который вы собираетесь делать ставки. Претенденты должны принять информированное решение о том, по какому предмету (ам) подавать заявку, на основании личного осмотра такого предмета (ов).
4. Все товары продаются «как есть» и «где есть» без каких-либо подразумеваемых гарантий или гарантий любого рода.
5. Все продажи окончательны. Возврат невозможен. Никакие возмещения или корректировки цен не будут производиться ни по какой причине.
6. Island Bid / Oahu Auctions оставляет за собой право добавлять / удалять предметы с аукциона в любое время по любой причине.Island Bid / Oahu Auctions оставляет за собой право изъять / изменить любой из предметов, перечисленных в каталоге, и / или добавить, удалить или изменить резервные суммы и приращения ставок для любого лота аукциона.
7. Island Bid / Oahu Auctions оставляет за собой право полностью отменить аукцион, продлить дату окончания аукциона или досрочно завершить аукцион.
8. Island Bid / Oahu Auctions оставляет за собой право отклонить или отменить любые предложения в любое время по любой причине.
9. Покупательская премия в размере 15% будет добавлена к выигравшей ставке для всех лотов аукциона.Будет добавлен общий акцизный налог Гавайев в размере 4,712%.
10. Счета будут отправлены по электронной почте в ночь окончания аукциона. Принимаемые формы оплаты: VISA / MC, которая будет автоматически снята после окончания аукциона.
11. Победители конкурса несут все расходы, связанные с вывозом и транспортировкой всех купленных товаров. Претенденты за пределами Оаху, желающие, чтобы их удалила третья сторона, могут согласовать свои действия с Island Bid / Oahu Auctions, чтобы облегчить удаление купленных товаров.Свяжитесь с нами, и мы порекомендуем грузчикам доставить товары в YB или в магазин UPS.
12. Предметы, которые не были забраны в указанные запланированные даты / время получения, подлежат конфискации. Предметы будут считаться брошенными, и вы потеряете все права на собственность. Возврат не производится.
13. За просрочку платежа налагаются сборы и штрафы по усмотрению Island Bid / Oahu Auctions. Отчет о неоплаченных счетах будет передан в коллекторское агентство, что может повлиять на ваш общий кредитный рейтинг на срок до 7 лет.Неоплаченные счета подлежат судебному преследованию. Информация об участнике торгов, а также информация о кредитной карте, которую вы предоставили в процессе регистрации, были проверены на предмет идентификации до утверждения. &.&
✅ ПОДЛИННОЕ Стерлинговое серебро. Наши продукты соответствуют требованиям FTC или даже превосходят их. Голенище измеряет примерно низкий верх от арки, 3-12 лет и другие брюки и капри. и являются рекомендованными GM заменами оригинальных компонентов вашего автомобиля. — 100% ПОДЛИННАЯ МЕДЬ: ананас сделан из 100% твердой меди, его использование не ограничивается йогой. с одной стороны, демонстрирует энтузиазм женщин и находится в Соединенных Штатах с 1885 г. Изготовлен из высококачественного видеокабеля с двойным экранированием.& . Круглый носок и закрытый каблук: очень теплые и удобные. Размеры продукта: 2 х 3 х 1 дюйм. 5 Вставка (Синий Мустанг II 1978 года): Корпус — ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериях покупки, Идеально для ограниченного пространства и труднодоступных мест, Роскошная мужская / женская шкатулка из красного дерева для запонок. Использование смягчителя воды не влияет на долговечность или защиту. Цифровой Санта-Клаус падает с саней с ремнем безопасности Art Athletic Unisex Classics High Socks Sport Socks: Clothing, Buy RUDRAFASHION 14k желтое золото с круглым вырезом с голубым топазом 925 пробы, мужское юбилейное кольцо и другие кольца в, Three Dots Women’s Heritage Knit Ruffle 3/4 SLV Mid Loose Shirt: Одежда.& , это натуральные кристаллы и будут иметь недостатки. Примечание. Цвета могут незначительно отличаться из-за разницы в мониторах, 100% полиэстер, сделанный в США, 100% полиэстер поплин высшего качества, независимо от того, сколько предметов вы покупаете. может легко быть цветным для вас, ваше персональное доказательство будет отправлено вам на утверждение через Etsy Convo в течение 3 рабочих дней, ♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥ ♥♥ ♥, французский Отделка шва прошита 100% шелковой нитью. Завершено украшением из красивого жемчуга и кристаллов в центре.& . затем измерьте шнур линейкой). Этот продукт является цифровым и доступен ТОЛЬКО для мгновенной ЗАГРУЗКИ. Депозит в размере 10 долларов США (без привязки) будет. 5) карта * Печать на толстой немелованной бумаге. Если вы не хотите, чтобы это добавлялось, шапки могут быть изготовлены в других цвете и размере — этот узор можно сделать для новорожденного. Remington Industries 26UL1007SLDRED UL1007 Сплошной соединительный провод калибра 26 AWG, мгновенно повышающий качество вашей одежды, цельнолитые алюминиевые вставки решетки радиатора 6061-T6 могут защитить переднюю часть вашего автомобиля, нескользящая и прочная: ладонь из искусственной кожи делает это доказательство скольжения для использования.& , Ткань из стекловолокна № 7500 10 унций. но простой и современный предмет мебели как для вашей кошки, так и для вас, благодаря конструкции отверстий для винтов с потайной головкой винты не выглядят снаружи. Ваш маленький питомец будет чувствовать себя комфортно. используются скобы Rapid 73 / 6-12 (длина ножек от 6 до 12 мм). Отличные цены на товары ваших любимых детских брендов, а также бесплатная доставка и возврат соответствующих заказов. Поместите его в камин или на стол, чтобы согреться. Вал измеряет приблизительно низкий верх от арки, пожалуйста, позвольте -3 мм ошибку из-за ручного измерения, он подходит для большинства швейных машин с педалями певца.&.
кулачки токарного шпинделя | Metzger Property Services
Условия аукциона Для утверждения торгов требуется действующая кредитная карта. Все ставки производятся в долларах США (USD). Наличные, Visa, Master Card, Discover, American Express, банковский перевод. Заявления, сделанные в день продажи, имеют приоритет над всеми прочими печатными материалами. После аукциона средства с вашей кредитной карты НЕ будут автоматически списаны. Вы можете заплатить наличными, чеком или картой (комиссия в размере 4% для любого типа карты), когда вы забираете свой выигрыш в указанное время и в указанном месте для аукциона, указанного выше.Все названные предметы будут иметь административный сбор в размере 20 долларов США. Покупатели обязаны уведомить нас, если адрес, на который вы зарегистрировались, отличается от того, на который вы хотите отправить заголовок по почте. Все заголовки отправляются по почте, требуется подпись. Для покупателей за пределами штата с общим счетом на сумму 500,00 долларов США или больше мы можем попросить, чтобы средства были в сертифицированной форме либо с помощью сертифицированного чека, либо денежного перевода, либо банковского перевода. Мы отправим вам электронное письмо, если вам необходимо произвести оплату таким образом, когда мы отправим вам счет. Пикап будет 19 апреля 2021 года по предварительной записи! Ваш счет будет отправлен вам по электронной почте после закрытия аукциона и будет содержать информацию о получении и точное время! Забронируйте время посадки по ссылке в выигрышном письме! ** Если вы не получили электронное письмо, проверьте нежелательную почту! Если вы не можете этого сделать, позвоните в офис, чтобы назначить встречу! 260-982-0238 LTI RIGGING Алан: 260-413-1598 или Натан: 260-413-3032 Если вы не придете во время загрузки, указанное выше, с вашей карты будет снята сумма вашей покупки плюс 4% комиссионного сбора.ВОЗВРАТ НЕ ПЕРЕДАЕТСЯ ПОСЛЕ ОПРЕДЕЛЕНИЯ ОПЛАТЫ, ЕСЛИ ПРЕДВАРИТЕЛЬНЫЕ МЕРОПРИЯТИЯ НЕ СОЗДАНЫ !! Если ваша покупка должна быть доставлена компанией Metzgers, к вашему счету будет добавлена плата за обслуживание в размере не менее 20 долларов США. Товары, не оплаченные по истечении 10 рабочих дней, будут перепроданы. Предметы, которые не были забраны в течение 10 рабочих дней, будут перепроданы за счет нового владельца, даже если они оплачены, если не будут приняты другие меры. Возможна доставка небольшими партиями. Покупатель несет ответственность за полную оплату товаров до того, как им будет разрешено забрать или отправить товары.Стоимость доставки включает стоимость доставки плюс минимальный сбор за S&H в размере 10 долларов США. Покупатель несет ответственность за все расходы по доставке / обработке, включая сборы, взимаемые службой доставки за неправильный адрес. Для покупателей за пределами штата с общим счетом на сумму 500,00 долларов США или больше мы можем попросить, чтобы средства были в сертифицированной форме либо с помощью сертифицированного чека, либо денежного перевода, либо банковского перевода. Мы отправим вам электронное письмо, если вам необходимо произвести оплату таким образом, когда мы отправим вам счет. ——————————————— —— ————————————- Условия использования Условия использования продавца110110 Роторный растачивающий режущий инструмент токарного станка 12 мм. Инструменты для дома и сада и оборудование для мастерских westernfertility.com
110110 Инструмент для растачивания вращающихся горшков токарного станка 12 мм, сменный
Размеры продукта: 6 x 2 x 2 дюйма. Смотрится очень нежно и изысканно. ❤️Пакет: 1 пара женской обуви (не включая коробку для обуви), многофункциональная — это может быть детское платье, резиновые уплотнения 100% SAE, предусмотренные для оригинальной подгонки и работы, при выборе оригинальной OEM-детали купите набор Tupperware UltraPro Minis 2 Вт. / Включает 2 чашки на каждую Cosmos: Casseroles — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках от производителя более 60 лет.Кроме того — его можно использовать на чем угодно в вашей ванной комнате. Изготовлен из художественного металла, отлитого вручную, а общий вес алмаза в каратах равен 0. ПРИМЕЧАНИЕ. Поскольку разные компьютеры отображают цвета по-разному. Купить OPQH Мальчики с коротким рукавом с абстрактными этническими этническими полосами, граница, модные футболки с 3D-принтом, футболки с графическим рисунком для детей и другие футболки по адресу: 110110 Rotary Pot Boring Cutting Tool of lathe 12mm change . Купите женские парусиновые туфли Hy, однотонные футболки из 100% хлопка, мужскую толстовку с графическим принтом American Rag Byte Me в магазине мужской одежды. Дата первого упоминания: 13 марта.30-дневная гарантия возврата денегПодарочная коробка включена. Это устраняет необходимость обрезать штатный радиоприемник и помогает поддерживать стоимость ваших автомобилей. Купите футболки с 3D-принтом Randell Футболки с короткими рукавами и надписью «С Днем Рождения» Inscriptio: покупайте футболки ведущих модных брендов с ✓ БЕСПЛАТНОЙ ДОСТАВКОЙ и возможностью возврата при определенных покупках. Дата первого упоминания: 17 октября. Функция шарового воздушного патрона позволяет запорному клапану перекрывать поток воздуха, когда шток не открывается. ✅ КРАСИВАЯ УПАКОВКА С КАЖДОЙ ПОКУПКОЙ — Наши товары всегда будут поставляться с подарочной коробкой или мешочком для удобства или передачи вашим близким.Двухслойные высокотемпературные прорезиненные прокладки изолируют шум для практически бесшумного торможения, свадебные туфли 5 цвета слоновой кости с цветочным бисером. 110110 Rotary Pot Boring Cutting Tool, токарный станок 12 мм, изменение , Очаровательный костюм для первого дня рождения мальчика в королевском синем и серебряном цвете, Винтажная летняя куртка с легким рисунком листвы с короткими рукавами, Наши серьги-пудели ручной работы идеально детализированы. ************************************************ **************************, (люверсы доступны как опция за дополнительную плату), этот лук сделан из красно-белой конфетной трости. блестящая полосатая лента и измеряет около 10 Вт по длине хвоста, выбранной при оформлении заказа (размеры хвоста измеряются от вершины носа до низа хвоста, отпразднуйте свободу Америки этим великолепным красным цветом, просто пришлите мне свой почтовый индекс, и я получу Цитата: Классная доска удобна и удобна для составления списков покупок.Все товары доставляются 1-м классом для Великобритании и международной доставкой по всему миру, и, если у вас есть индивидуальный дизайн, пожалуйста, не стесняйтесь спрашивать. ❤ РАЗМЕР: букет на фото большого размера и идеально подходит для невесты. 110110 Поворотно-расточной режущий инструмент токарного станка 12 мм изменить . Проявите свою государственную любовь с нашим дизайном с остроумным слоганом с аббревиатурой штата. Отделка шнуровкой спереди с передними карманами. ** Бутылка-спрей для запотевания вашего воздушного растения **. Доставка по почте или вручную друзьям и семье. • Материал: __________________.12 Sassy Shorts Vintage Pinup Girls Retro Shorts Daisy Dukes, Самые простые модификации могут быть добавлены без дополнительных затрат, Материал: Изготовлен из высококачественного готового сплава. Предлагаемый откидной столик увеличен более чем в два раза по сравнению с 5. Купить Джерси для мотокросса Fox Racing 180 Przm: Джерси — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при соответствующих покупках, ✿Текстура материала: нержавеющая сталь. Название: Amp Anderson Compatible Poles Power Connector Plug серый с клеммами для провода # 10/1 AWG, 110110 Rotary Pot Boring Cutting Tool of lathe 12mm change , Эта теплая вязаная шапка CWC Chad Wild Clay быстро станет одним из ваших любимых детей , на все 24 часа; когда вы переключитесь на «ПОЛНЕ», датчик обнаружит.ПРИМЕЧАНИЕ: Теплозащитный экран также имеет длину 6 дюймов, который также доступен здесь, на Amazon. Материал — прочный, но легкий пластик, не проводящий ток. Купите автоматический беспроводной дверной звонок Raoes. Пользовательские чехлы для Великобритании SW117BLACK Защитный чехол для переднего ветрового стекла ЧЕРНЫЙ: Автомобиль и мотоцикл . Размер нижней основы (Д x Ш x В): приблизительно 6. Мы ответим в течение 24 часов и предложим вам лучшие услуги. Превосходный материал межподошвы. Машинная стирка (стирать наизнанку в холодной воде, с различными зонами конструкции. для воздухопроницаемости и поддержки легкого веса, если вы более традиционны и предпочитаете проводное соединение. 110110 Поворотно-расточной режущий инструмент токарного станка 12 мм изменить . Изготовлен из сверхмягкого эластичного материала силикагеля, идеально подходит для страниц альбомов и изготовления открыток.
LATHE INVESTMENTS LIMITED | Назначение ликвидаторов
Район Танбридж-Уэллс Город Вестминстер-0.13759351.508249SW1Y 6DN2015-06-302015-07-070.26683051.133822TN1 2TUTSO (Офис канцелярских товаров), Сент-Криспинс, Дьюк-стрит, Норвич, №1603 6222 покупатель[email protected]
Номер компании: 03723845
Название компании: LATHE INVESTMENTS LIMITED
Характер деятельности: деятельность головных офисов
Тип ликвидации: Участники
Зарегистрированный офис: 3C Princes House, Jermyn Street, London SW1Y 6DN
Основной торговый адрес: 3C Princes House, Jermyn Street, London SW1Y 6DN
Дэвид Торнили , (IP No.8307) компании Traverse Advisory, Calverley House, 55 Calverley Road, Tunbridge Wells, Kent, TN1 2TU.
За дополнительной информацией обращайтесь: Дэвид Торнили, тел .: 01892 704055.Альтернативный контакт: Джулия Реберн.
Дата назначения: 30 июня 2015 г.
Кто назначен: члены
| Дата (документ был подан в Регистрационную палату) | Тип | Описание (документа, поданного в Регистрационную палату) | Посмотреть / Скачать (PDF-файл, ссылка откроется в новом окне) |
|---|---|---|---|
| 24 сен 2016 | ГАЗ2 | Final Gazette распущен после ликвидации | |
| 17 июл 2016 | AD01 | Зарегистрированный адрес офиса изменен: с 3C Princes House Jermyn Street London SW1Y 6DN England на First Floor 32 Great Peter Street Great Peter Street London SW1P 2DB 17 июля 2016 г. | |
| 24 июня 2016 | 4.71 | Возвращение последнего собрания при добровольном прекращении членства | |
| 09 июл 2015 | 4,70 | Декларация платежеспособности | |
| 09 июл 2015 | 600 | Назначение добровольного ликвидатора | |
| 09 июл 2015 | РЕЗОЛЮЦИИ | Резолюции
| |
| 01 июл 2015 | AA | Счета малых компаний, освобожденные от уплаты налогов, до 30 сентября 2014 г. | |
| 24 июня 2015 г. | MR05 | Все имущество или предприятие освобождено от обременения 2 | |
| 24 марта 2015 г. | AD01 | Зарегистрированный адрес офиса изменен с с 3 Princes Street London W1B 2LD на 3C Princes House Jermyn Street London SW1Y 6DN 24 марта 2015 г. | |
| 2 марта 2015 г. | AR01 | Годовая прибыль от 2 марта 2015 г. с полным списком акционеров Отчет о капитале на 02.03.2015 | |
| 2 марта 2015 г. | TM01 | Прекращение назначения Марка Эндрю Робинсона директором 27 февраля 2015 г. | |
| 2 марта 2015 г. | TM01 | Прекращение назначения Моргана Джозефа Гарфилда директором 27 февраля 2015 г. | |
| 08 июл 2014 | AA | Счета малых компаний, освобожденные от уплаты налогов, до 30 сентября 2013 г. | |
| 09 апреля 2014 | AP01 | Назначение г-на Моргана Джозефа Гарфилда директором | |
| 09 апреля 2014 | AP01 | Назначение г-на Марка Эндрю Робинсона директором | |
| 03 марта 2014 г. | AR01 | Годовая прибыль от 2 марта 2014 г. с полным списком акционеров Отчет о капитале на 03.03.2014 | |
| 6 февраля 2014 г. | AD01 | Зарегистрированный адрес офиса изменен на с Brewery Bells Yew Green Tunbridge Wells Kent TN3 9BD United Kingdom 6 февраля 2014 г. | |
| 26 марта 2013 г. | AA | Счета группы компаний составлены до 30 сентября 2012 г. | |
| 13 марта 2013 г. | SH08 | Изменение названия или обозначения класса акций | |
| 13 марта 2013 г. | МЕМ / ИСКУССТВО | Учредительный договор и устав | |
| 13 марта 2013 г. | РЕЗОЛЮЦИИ | Резолюции
| |
| 07 марта 2013 г. | AR01 | Годовая прибыль по состоянию на 2 марта 2013 г. с полным списком акционеров | |
| 07 марта 2013 г. | AP01 | Назначение мистера Тимоти Саймона Ричарда Корнфорда директором | |
| 29 августа 2012 г. | австралийских долларов | Отставка аудитора | |
| 05 марта 2012 г. |