Производство стеклотары — Вадим Махоров — ЖЖ
Часто бывает, когда я иду на завод, даже не представляю, что меня там ждёт. В этот раз было то же самое, мне предстояло посетить крупнейшее за Уралом производство стеклотары и я воображал огромные производственные площади, но на деле все оказалось иначе.1. Стекольная линия.

Речь пойдёт о Новосибирском предприятии ОАО «Завод «Экран».
История завода началась после Великой Отечественной Войны — именно тогда Советский Союз задумался о создании базы для производства электровакуумных приборов для радиолокации и телевидения. В 1948-м было принято решение о строительстве завода, а в 1954-м он уже начал свою работу как предприятие электронной промышленности по выпуску электронно-оптических приборов, электронно-лучевых трубок для осциллографии и кинескопов для комплектации телевизионных заводов. На протяжении десятилетий завод исправно поставлял свою продукцию для нужд предприятий-партнеров, но, с прекращением в России массового производства телевизионной техники в 1994 году, он был перепрофилирован на выпуск стеклотары.
2.

Сегодня ОАО «Завод «Экран» — предприятие, занимающее лидирующую позицию среди производителей стеклотары на территории от Урала до Дальнего Востока. Ассортиментный ряд завода составляют бутылки из бесцветного стекла емкостью от 0,25 л до 1 л для розлива ликеро-водочных изделий, пива и газированных напитков; банки для соков, соусов и других консервированных продуктов емкостью от 0,25 до 3 литров; бутылки из коричневого стекла.
3. Стекловарная печь.

Говоря крупнейшее производство стеклотары за Уралом, я имел ввиду, что производственная мощность предприятия — 620 млн. шт. стеклобутылок в год. Если поделить на 365, мы получим около 1,7 млн. шт. в день. Одному Новосибирску столько бутылок было бы много, стеклотара пользуется спросом у предприятий Сибирских и Дальневосточных округов РФ, а также Казахстана и Киргизии.
Но крупнейшее производство в данном случае — это всего лишь два цеха (производство бесцветной бутылки и коричневой).
4. Готовые, но ещё не прошедшие контроль качества бутылки.

Технология производства стеклотары состоит из следующих последовательных процессов:
— подготовка исходного сырья,
— составление шихты,
— варка стекломассы,
— формирование и отжиг изделий,
— контроль качества и упаковка.
Подготовка исходного сырья представляет собой очистку исходных сырьевых компонентов от нежелательных примесей и их подготовка к дальнейшей обработке и применению. Этому следует складирование отдельных видов сырья и подача сырьевых компонентов в приемные бункера.
Шихта — это сухая смесь материалов, которые подаются в печь для получения стекломассы. Главное в процессе составления шихты, это отвешивание компонентов в определенных пропорциях и их перемешивание, с целью получения однородной массы. Для приготовления шихты используются следующие сырьевые материалы: песок кварцевый, мука доломита, стеклобой, мел технологический, глинозем, сода кальцинированная, сульфат натрия, обесцвечиватели, красители и т.д.
5. Стекловарная печь, в которую подаётся шихта и стеклобой. Производительность такой печи около 180 тонн стекломассы в сутки.

Варка стекломассы — самая сложная операция всего стекольного производства, производится в ванных печах непрерывного действия, представляющих собой бассейны, сложенные из огнеупорных материалов.
При нагревании шихты до 1100…1150 град С происходит образование силикатов сначала в твердом виде, а затем в расплаве. При дальнейшем повышении температуры в этом расплаве полностью растворяются наиболее тугоплавкие компоненты — образуется стекломасса. Эта стекломасса насыщена газовыми пузырьками и неоднородна по составу. Для осветления и гомогенизации стекломассы ее температуру повышают до 1500… 1600 град С. При этом вязкость расплава снижается и соответственно облегчается удаление газовых включений и получение однородного расплава.
6. Стекломасса на выходе из печи.

Цвет и прозрачность бутылки, определяется добавлением (или отсутствием) красителей и глушителей в шихту. Глушители (соединения фтора, фосфора и др.) делают стекло непрозрачным. К красителям относят соединения кобальта (синий цвет), хрома (зеленый), марганца (фиолетовый), железа (коричневые и сине-зеленые тона) и др.
7. Процесс довольно дурнопахнущий.

Стекловарение завершается охлаждением стекломассы до температуры, при которой она приобретает вязкость, требуемую для выработки стеклоизделий выдуванием.
После прохождения процесса формования, стеклоизделие проходит дополнительную термическую обработку (отжиг) в печах прямого нагрева. Отжиг необходим для снятия внутреннего остаточного напряжения в стеклотаре, что придаёт изделию сохранность в процессе дальнейшей обработки и эксплуатации.
Температура изделий на входе в печь отжига: пр. 400°C — 500°C.
Температура изделий на выходе: пр. 50°C – 80°C.
Я показал процесс изготовления бутылок на новом стекольном комплексе. Есть ещё другой цех, где делают прозрачные бутылки и банки, где контроль качества производится вручную. Первые 4 и следующие 7 фотографий сняты именно там.
20. На производстве в обоих цехах очень шумно. Приходится ходить в берушах или шумопоглощающих наушниках.

21. Процесс создания двухлитровой банки.
22.
23. Чекушки.
24. Водочные бутылки после отжига.
25. Контроль качества.
26. Готовая продукция.
Советую посмотреть небольшой видеоряд, снятый мной на производстве.
Спасибо за внимание. Перепост, лайк и тд приветствуется 🙂
dedmaxopka.livejournal.com
Технологические процессы производства стеклянной тары — КиберПедия
Производство стеклянной тары состоит из следующих процессов: обработка сырья, составления шихты, первичной и декоративной ее обработки.
Подготовка сырьевых материалов, приготовление шихты и режим варки тарного стекла ничем не отличаются от подготовки сырьевых материалов и варки качественного стекла любого другого назначения. Исключением может явиться только подготовка сырьевых материалов для отдельных видов стеклянной тары, когда не требуется специального обогащения сырьевых материалов от примесей железа.
Обработка сырья сводится к очистке песка и других компонентов от нежелательных примесей, тонкому измельчению и просеиванию материалов.
Приготовление шихты, тоо есть сухой смеси материалов, состоит в отвешивании компонентов согласно рецептуре и тщательном их перемешивании до полной однородности. Более прогрессивным методом является изготовление их шихты брикетов и гранул, при этом сохраняется однородность шихты, ускоряется варка.
Шихту при производстве тарных стекол готовят так же, как и при выработке листового стекла. Шихты полубелого и зелоного стекла составлется из необогащенных песков, а глинозем вводится с нефелиновым концентратом. Зеленые стекла окрашивают оксидами железа, марганца, хрома. Шихта для обесцвеченной тапы готовится из чистых сырьевых материалов. При варке тарных стекол, особенно зеленых бутылок, используют до 40% привозного обратного боя стекла, который имеет непостоянный химический состав и содержит занрязнения, поэтому его следует сортировать, промывать, дробить, анализировать и вводить в шихту как компонент по весу.
Варку стекломассы из шихты осуществляется в ваннах и горшковых печах при максимальной температуре 1450-1550̊ C. В процессе варки происходят сложные физико-химические превращения и взаимодействия сырьевых материалов с образованием и плавлением силикатов и свободного кремнезема. С помощью осветлителей стекломассу освобождают от газовых включений, тщательно перемешивают до достижения однородности по составу и вязкости.
Стекла, предназначенные для выработки стеклянной тары, обычно варят в ванных печах непрерывного действия. Лишь в отдельных случаях для выработки парфюмерной посуды из высокосортного обесцвеченного или окрашенного стекла применяют горшковые печи. Размеры и конструкции стекловаренных печей для выработки стеклянной тары определяются количеством и цветом вырабатываемого стекла и способом выработки. При работе на полуавтоматах наиболее распространены печи с подковообразным пламенем. В случае выработки стеклянной тары механизированным способом – на автоматах – применяют печи с протоком. В последнее время в производстве тары получили распространение печи без рабочего бассейна, а также печи «прямого нагрева».
При нарушениях режимов обработки сырья, приготовления шихты и варки образуются дефекты стекломассы в виде нежелательных цветных оттенков и посторонних включений – стекловидных (свиль, шлир), газовых (пузырь, мошка) и кристаллических (камни).
Способы формирования стекла
Существует большое число способов формования стекла, которые различают по характеру воздействия на стекломассу, виду производимых из стекла изделий и принципу взаимодействия стекломассы с формующими органами и устройствами. Наиболее распространены способы формования: выдувание, прессование, прессовыдувание, центробежное формование, вытягивание, прокатка, формование на подложке металла, моллирование, отливка, экструдирование. В производстве сортовой посуды и высокохудожественных изделий в основном используют выдувание, прессование, прессовыдувание и центробежное формование.
Выдувание
Несмотря на то, что ручное выдувание малопроизводительно и требует больших физических усилий, этот способ незаменим при производстве высокохудожественных изделий сложной конфигурации из хрусталя. Основной инструмент при ручном выдувании— стеклодувная трубка.
Процесс выдувания состоит из следующих операций:
1) предварительно нагретую до температуры прилипания стеклодувную трубку опускают в стекломассу и набирают ее на трубку;
2) набранную на конец трубки стекломассу закатывают на металлической плите или в других приспособлениях (катальни-ках или делоках) и из нее выдувают баночку (при наличии металлической баночки или наборной головки эта операция отсутствует) ;
3) на подготовленную баночку повторно набирают стекломассу в количестве, необходимом для выработки изделия; порученный набор раздувают в «пульку», которая по конфигурации приближается к готовому изделию;
4) выдувают изделие заданной конфигурации и размеров в формах.
Отличительная особенность большинства изделий, выдувае мых на трубке, состоит в том, что их верхняя часть (горло), будучи до конца формования соединена с трубкой и, находясь во время всего процесса вне формы, не приобретает требуемой конфигурации и в месте сочленения трубки с изделием в его верхней части образуется колпачок или венчик. Таким образом, полученное после отделения от трубки изделие по существу является еще полуфабрикатом и его край нужно дополнительно обрабатывать (обрезкой, шлифованием, полированием или отопкой).
Ручным выдуванием изделия вырабатывают бригадным методом. Обычно одна бригада, состоящая из 5-6 человек, изготовляет 850-1000 изделий на ножке (или 200-300 ваз для цветов). Внедрение в ручное производство средств малой механизации (например, одновременное выдувание пойла изделия и формование фигурной ножки, использование цепных конвейеров) значительно повышает производительность труда.
При механизированном способе разнообразный ассортимент изделий выдувают сжатым воздухом на различных стеклофор-мующих агрегатах. Стеклоформующие агрегаты различаются принципом питания их стекломассой: капельным (полуавтоматы ВВ-2, автоматы АБ-6, АВ-6, ВВ-7, IS-6, S-10) и вакуумным (автоматы ВВ-6; ВС-24).
В стеклоформующих машинах изделия выдуваются в положении либо дном вверх, либо дном вниз. Как правило, в машинах с капельным питанием выдувание в черновой форме производится дном вверх, затем заготовка переворачивается и выдувание в чистовой форме заканчивается дном вниз. На машинах с вакуумным питанием изделия выдуваются и в черновых, и в чистовых формах дном вниз.
Рассмотрим последовательность формования на примере выдувания стаканов. После вдавливания плунжера I происходит предварительное свободное выдувание II, поворот и вытягивание III. Последняя стадия IV — выдувание в форме при одновременном вращении трубки.
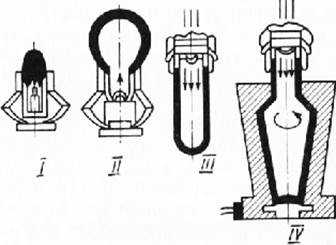
Рис.1 Последовательность механизированного выдувания стаканов на автоматах с вакуумным питанием: 1 — набор порции стекломассы после вдавливания плунжера, 11 — предварительное свободное выдувание, III — поворот и вытягивание пульки, IV — выдувание изделия в форме при одновременном вращении трубки
Прессование
Прессование бывает прямое и косвенное (литьевое). Как правило, прямым прессованием вырабатывают изделия с развитой внутренней полостью. В этом случае используют ручные (ПСП-2), полуавтоматические и автоматические (АПП-12, АРП-10) прессы.
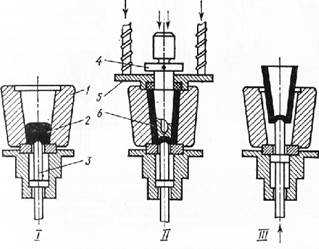
Рис.2 Последовательность операций прямого прессования стекломассы: I — подача капли стекломассы в чистовую форму (пресс-форму), II — прессование изделия пуансоном и формовым кольцом, III — выталкивание готового изделия из пресс-формы; 1 — чистовая пресс-форма, 2 —порция стекломассы, 3 — поддон-выталкиватель, 4 — пуансон, 5 — формовое кольцо, 6 — готовое изделие
Рассмотрим последовательность операции прямого прессования (рис. 2). В чистовую пресс-форму подается порция стекломассы в виде капли. На нее опускается пуансон, охлаждаемый изнутри водой и таким образом формуется изделие, внешний контур которого ограничивается стенками пресс-формы, а внутренний — пуансоном. Чтобы стекломасса не выдавливалась из пресс-формы, на нее сверху накладывают и прижимают механизмом пресса формовое кольцо. После небольшой вы держки (чтобы изделие сразу не деформировалось) пуансон с формовым кольцом поднимают в исходное положение, а изделие после охлаждения и затвердения удаляют из прессформу с помощью поддонавыталкивателя 3. Прессование ведут в неразъемных или раскрывных формах при изготовлении сложных асимметричных изделий.
Недостаток этого способа в ограниченности применения, например этим способом нельзя формовать изделия с тонкими стенками (менее 2 мм), расширяющиеся книзу, с выступами или углублениями сложной конфигурации на стенках. Кроме того, поверхность изделий, получаемых этим способом, невысокого качества (с кованностью, тонкой матовостью) из-за резкого охлаждения стекломассы и твердения в контакте с поверхностью пресс-формы в ходе формования.
Прессовыдувание
Рассмотрим последовательность формования изделия способом прессовыдувания.
Существуют стеклоформующие машины (Гартфорд-28), в которых пулька в процессе формования остается неподвижной, а перемещаются черновая (отводится в сторону) и чистовая (поднимается к пульке снизу) формы.
Недостаток этого способа формования в сложности процесса и технологии, однако этот способ обеспечивавает точное регулирование толщины и четкое воспроизведение геометрических размеров формуемых изделий.
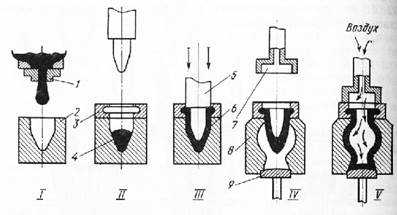
Рис.3 Последовательность формования изделия методом прессовыдувания: I — подача порции стекломассы в черновую форму, II — подвод пуансона к черновой форме, III — прессование горла изделия, IV — перенос заготовки из черновой в чистовую форму, V —выдувание изделия в чистовой форме; 1 — питатель, 2 — черновая форма, 3 — формовое кольцо, 4 — порция стекломассы, 5 — пуансон, 6 — пулька, 7 — дутьевая трубка, 8— чистовая форма, 9 — поддон
Центробежное формирование
Центробежное формование основано на использовании центробежной силы быстровращающейся формы. Этим способом формуют полые цилиндрические или конические изделия различного назначения из стекол, трудно поддающихся формованию (тугоплавких, «коротких», кристаллизующихся).
Последовательность операций при формовании следующая. В форму подается точно отвешенная порция стекломассы, и форма начинает быстро вращаться. Создается центробежная сила, под влиянием которой стекломасса равномерно распределяется по внутренним стенкам формы, точно воспроизводя се конфигурацию. Чем больше частота вращения, тем больше Центробежная сила и тем выше стекло поднимается в форме. Продолжительность формования 10-15 с.
Изделия, отформованные этим способом, имеют гладкую блестящую поверхность даже при сложной конфигурации. При центробежном формовании по сравнению с другими способами сокращается расход стекломассы за счет того, что не образуется формовочный колпачок. Кроме того, этот способ легко поддаётся механизации, благодаря чему сокращается количество ручного труда и снижается себестоимость изделия.
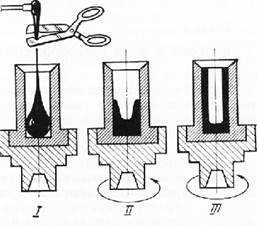
Рис.4 Последовательность формования изделия центробежным способом: I — ручной набор стекломассы в форму для формования, II — начало подъема стекломассы в форме в момент включения вращения формы, III — окончательное формование изделия
cyberpedia.su
Производство стеклотары

Стекло — один из древнейших материалов, фасовка жидкостей различной природы в посуду из стекла популярна и сегодня. Поэтому объем производства стеклотары в России и в мире постоянно растет. Все мы в быту используем бутылки, банки и прочую стеклянную посуду, однако немногие задумываются о том, как они производятся.
Если говорить очень обобщенно, то суть технологии производства стекла состоит в расплавлении исходного сырья, последующей его заливки в заранее подготовленные формы, остужении и застывании расплава.
Этапы производства стеклянной тары
Формирование шихты
Шихта — смесь исходных веществ, из которых и будет произведена бутылка. В основе стекла лежит комплекс веществ, каждое из которых обязано проходить входной контроль на соответствие стандартам. К ним относятся: кварцевый песок, стеклобой, доломитовая мука, глинозем, обесцвечивающие и красящие вещества, технические нитрат, карбонат натрия и др. При приготовлении шихтовой смеси важно соблюдать пропорции между ингредиентами. В противном случае, стекло получится неудовлетворительного качества и будет отправлено на переплавку. Для этого на стекольных заводах существует специальное дозировочное оборудование.
Приготовление расплава
По конвейерным линиям подготовленная шихта направляется в регенеративную печь, в варочном бассейне которой происходит нагревание шихты до высокой температуры (свыше 1000°С). В результате этого происходит расплав шихты до жидких силикатов, которые еще содержат тугоплавкие элементы. Дальнейшее повышение температуры (свыше 1500°С) приводит к получению жидкой стекломассы, в которой уже отсутствуют тугоплавкие элементы и испаряются пузырьки газа. Именно из-за газообразных веществ, образующихся при распаде силикатов, на производстве стекольных изделий стоит специфический, неприятный запах. Недостаточный расплав шихты приводит к наличию замутненности структуры тары.
Охлаждение расплава
Жидкое стекло остывает и застывает довольно быстро, но на производстве, прежде чем формовать из расплава бутылки, подготовленный расплав остужается до температур выдувания (приблизительно 900°С).
Формовка бутылки
Придание формы будущему изделию производиться при помощи металлической оснастки и специального оборудования для выдувания. Подача частично остуженного расплава ведется в виде дозированных капель, которые направляются в одну форму, в которой автомат выполняет горловину бутылки и формирует зачаток всего изделия. Окончательное выдувание объема бутылки происходит в следующей форме, после чего готовое изделие направляется машиной на конвейер для дальнейшей обработки. После этого подготавливается новая форма для приема следующей капли стекломассы.
Отжиг стекла
Эта процедура необходима для придания бутылке механической прочности и устойчивости к перепадам температур в ходе её дальнейшей подготовки и эксплуатации. Данная операция выполняется в печах с прямым нагревом, куда транспортируются выдутые формовочной машиной бутылки. В ходе данной операции производится постепенное снижение температуры горячего стекла с температур выдува (примерно 900°С) до температур финишной обработки (примерно 70°С).
Финишная обработка
На этом этапе происходит обработка готовых бутылок специальным раствором, предохраняющим изделия от царапин и прочих дефектов в процессе упаковки и транспортировки.
Контроль качества производства
Контроль качества стекла выполняется машинным или ручным способом. Технический контроль производится на соответствие действующим на территории РФ стандартам, а также стандартам отдельного предприятия и отрасли. В ходе анализа проверяется интенсивность окрашивания, соответствие размеров и объемов требуемым, наличие литьевых дефектов и пузырей и некоторые другие параметры, которые определяются техническими условиями, действующими на каждое конкретное производство. Бутылки, не прошедшие контроль качества отфильтровываются и направляются на переплавку.
Упаковка готовой продукции
Завершение производственного процесса происходит на специальных конвейерных линиях, куда бутылки поступают после прохождения контроля ОТК и упаковываются в транспортную упаковку.
Как видите производство стекольной продукции массового потребления – это сложный технологический процесс, требующий не только специализированного оборудования в цехах, но и работы высококвалифицированных специалистов. В дальнейшем мы постараемся раскрыть технологические подробности производства более подробно.
tk-ecoprom.ru
Производство стеклотары: заводы, процесс, классификация
Сегодня, когда буквально повсюду внедряются новые технологии, прогресс не обошел стороной и производство стеклотары. Технологии производства стеклянной посуды и тары претерпел существенные изменения со временем и если сравнивать процесс производства стекла и стеклянной тары, который существовал в минувшие годы, то сегодня различные усовершенствования и сама технология в этом отношении заметно шагнула вперед.Рынок стеклотары в России по состоянию на начало 2012 года, оценивается специалиста из Министерства экономики как прогрессирующий с тенденциями к постоянному росту. По-прежнему, основной объем производства занимает стеклянная бутылка.
Классификация стеклотары
На российских предприятиях отрасли осуществляется производство различной цветности и классификации.Сегодня, в процентном соотношении, лидирующие позиции в производстве, занимает прозрачная стеклянная водочная или коньячная бутылка (более 47%), следующей, наиболее массовой продукцией является пивная коричневая бутылка (27%), замыкает список винные и пивные бутылки зеленого цвета (менее 25%).
Завод по производству стеклотары
В России, завод по производству стеклотары можно найти практически в каждом регионе. Начиная с самой западной, Калининградской области и заканчивая предприятиями Приморского края.Среди отечественных лидеров производства, стоит особо выделить завод в Орехово-Зуево, Московской области. Здесь осуществляется выпуск светлой, прозрачной бутылки. К наиболее мощным предприятиям данной отрасли, можно отнести еще с десяток компаний, на которые приходится львиная доля выпуска на территории России.
Оборудование для производства
Нынешние предприятия, на которых осуществляется производство, представляют собой сложные технологические комплексы, которые уже мало, чем схожи с предприятиями стекольной промышленности бывшего Советского Союза.Современное оборудование представляет собой сложный механизм, включающий печи для варки стекла, оборудование для формования тары и последующего отжига.
Процесс производства стеклотары
Начинается весь процесс изготовления обычной стеклянной бутылки с приготовления шихты, специальной смеси из различных компонентов. Основными компонентами стекольной шихты являются кварцевый песок, известняк, сода и сульфат натрия.
В ходе последующей варки стекла, происходит добавление специальных компонентов, придающих стеклу прочность, хрупкость и прозрачность. Для придания изделию необходимых свойств, в стекольную шихту вводят специальные дополнительные сырьевые материалы в качестве вспомогательных компонентов.К таким относятся осветлители, красители и глушители, которые ускоряют процесс варки стекла и способствуют приданию бутылочному стеклу необходимых характеристик.
Оборудование по производству стеклянной тары позволяет добиться высокого качества получаемых изделий, причем в значительных объемах. Непрерывный характер производства позволяет ежегодно обновлять количество используемой в народном хозяйстве посуды и тары почти на 20-30%.
Список заводов по производству стекляной тары
Турецкая «РусДжам» (ее дочернее предприятие – ООО «Русджам» (завод в г. Гороховце Владимирской области), Покровский стеклозавод в Вологодской области, ООО «Русджам-Уфа» (завод в г. Уфа) является дочерним предприятием компании Anadolu Cam Sanayii A.S. (производителя стеклотары в Турции), которая входит в группу Sisecam). Охватывает около 13% российского рынка;
Русско-американская РАСКО (Анопинский завод (Владимирская область), Воронежский стеклотарный завод, ОАО «Московский завод «Хроматрон», ООО «РАСКО-ЗСтЗ» г. Запрудня, ООО «РАСКО-Менеджмент»). Совокупная производственная мощность составляет примерно 2 млрд бутылок в год, занимает около 11,7% рынка бутылок. Поставляет тару для таких компаний как: Heineken, Efes, «САН Интербрю», «Балтика», ЗАО «Пивоварня Москва Эфес», ООО «Калужская пивная компания», Пивоварни Ивана Таранова и многих других;
Холдинг «РКМ» («Кавминстекло» (Ставропольская обл.), Камышинский (Волгоградская обл.) и Смоленский стекольные заводы), занимает около 10% рынка;
Стекольный завод Символ — «Символ» – ведущий производитель стекла стеклотары в России, Сайт компании — www.firmasimvol.ru
Шэллд Грэйт — Производство стеклянной тары, изготовление стеклянных бутылок, декорирование бутылок, деколь, Сайт компании — http://shelld-great.ru
theecology.ru
Стеклотара оптом от производителя — Производство бутылок из стекла
Мы всегда рады предоставить вам следующую продукцию:
Винная и водочная бутылка
В нашем каталоге, Вы можете найти широкий ассортимент стеклянной тары для винной продукции и крепких напитков. Стеклянная тара, на данный момент является единственной упаковкой, сохраняющей натуральный вкус и качество алкогольных напитков. Коричневое стекло обладает дополнительным плюсом, затемненный цвет защищает продукт от прямого попадания лучей света, благодаря этому напиток сохраняет свои качества дольше.
Пивная бутылка
Рынок пива в России на данный момент, является высоко конкурентным. В борьбе за клиента, в ход идут все методы, в том числе высококачественная и приятная упаковка пива — стеклянная бутылка. Оцените продукцию представленную в разделе «Пивная Бутылка», если Вы не нашли подходящий вариант, Закажите звонок Специалиста, с Вами свяжется наш сотрудник и поможет в выборе, а так же предложит эксклюзивные варианты бутылки.
Бутылка для газированных напитков
То, во что разлит Ваш напиток, требует высокого внимания. Мы контролируем производство бутылки с момента добычи кварцевого песка, до момента упаковки бутылок в паллеты. Система контроля качества, позволяет не допустить попадания в руки конечного потребителя бракованной бутылки. Выберите тару для Ваших напитков в разделе «Продукция».
Химический флакон
Стеклянная тара, является самой оптимальной для реализации химических жидкостей. Стекло – химически не активно, поэтому не вступает в реакцию с химическими жидкостями, что позволяет в течение долгого времени хранить «химию» в стекле. На данный момент в большинстве строительных магазинов, вы можете найти Растворители, ацетон и прочие жидкости, именно в нашей стеклянной бутылке.
Бутылка для пищевых масел
В 2012 году мы начали поставки нашей продукции для масляных производств России. В странах Европы, пищевые масла в большинстве своем разливаются в стекло, Сегодня этот тренд пришел в Россию. Свяжитесь с нашим специалистом для обсуждения возможности поставки тары в Ваш адрес.
Эксклюзивная тара
Наше предприятие имеет большой опыт в разработке и производстве эксклюзивной стеклянной тары. Совместно с партнерами, мы готовы разработать и изготовить стекло бутылку из коричневого стекла по Вашим требованиям.
Мы производим эксклюзивную бутылку для Ведущих предприятий алкогольной и пищевой промышленности, ознокомиться с образцами Вы можете в галерее.
steklotar.ru
Производство стеклотары для пищевой и алкогольной промышленности
ООО «Торговая компания «Стекло» осуществляет изготовление и дистрибуцию банок и бутылок для пищевой и алкогольной промышленности с 1993 года.
За это время компания доказала свою надёжность как производителя и поставщика стеклотары для предприятий различных масштабов в России и странах СНГ.
Производство стеклотары
Используя собственные мощности, ООО «Торговая компания «Стекло» изготавливает типовые и эксклюзивные бутылки и банки из бесцветного стекла разных ёмкостей: от 100 до 1000 мл. По желанию заказчика, может быть разработан индивидуальный дизайн стеклотары.
Выпускаемая стеклотара по основным характеристикам соответствует ТУ-5987-001-00288610-00 и ГОСТ 10117-1.
Также компанией выпускается формовая оснастка для производства тары; принимаются заказы на изготовление формокомплектов для производства оригинальных стеклобутылок.
Дистрибуция стеклотары и оборудования
С 2011 года ООО «Торговая компания «Стекло» представляет в продаже продукцию стекольных заводов России по оптимальным для покупателей ценам. Более подробно об ассортименте продукции можно узнать в соответствующих разделах сайта или по телефонам – у специалистов компании.
Кроме того, компания осуществляет продажу стеклоформующих машин и другого специального оборудования для производства стеклотары от надёжных и проверенных временем партнёров.
Условия сотрудничества
Вся продукция поставляется в соответствии с условиями заключённых договоров: в чётко обозначенные сроки и в полном объёме. Отгрузка осуществляется железнодорожным и автомобильным транспортом.
Своим клиентам ООО «Торговая компания «Стекло» предоставляет гибкие условия сотрудничества: варианты оплаты обсуждаются индивидуально с каждым заказчиком.
Больше узнать об ассортименте продукции и условиях можно по телефонам, представленным на странице контактов, а также через форму обратной связи.


www.tk-steklo.com
Производство стеклотары » Nibler.ru — мой маленький уютный уголок
1. Стекольная линия. История завода началась после Великой Отечественной Войны — именно тогда Советский Союз задумался о создании базы для производства электровакуумных приборов для радиолокации и телевидения. В 1948-м было принято решение о строительстве завода, а в 1954-м он уже начал свою работу как предприятие электронной промышленности по выпуску электронно-оптических приборов, электронно-лучевых трубок для осциллографии и кинескопов для комплектации телевизионных заводов. На протяжении десятилетий завод исправно поставлял свою продукцию для нужд предприятий-партнеров, но, с прекращением в России массового производства телевизионной техники в 1994 году, он был перепрофилирован на выпуск стеклотары.
История завода началась после Великой Отечественной Войны — именно тогда Советский Союз задумался о создании базы для производства электровакуумных приборов для радиолокации и телевидения. В 1948-м было принято решение о строительстве завода, а в 1954-м он уже начал свою работу как предприятие электронной промышленности по выпуску электронно-оптических приборов, электронно-лучевых трубок для осциллографии и кинескопов для комплектации телевизионных заводов. На протяжении десятилетий завод исправно поставлял свою продукцию для нужд предприятий-партнеров, но, с прекращением в России массового производства телевизионной техники в 1994 году, он был перепрофилирован на выпуск стеклотары.2. Сегодня ОАО «Завод «Экран» — предприятие, занимающее лидирующую позицию среди производителей стеклотары на территории от Урала до Дальнего Востока. Ассортиментный ряд завода составляют бутылки из бесцветного стекла емкостью от 0,25 л до 1 л для розлива ликеро-водочных изделий, пива и газированных напитков; банки для соков, соусов и других консервированных продуктов емкостью от 0,25 до 3 литров; бутылки из коричневого стекла.
Сегодня ОАО «Завод «Экран» — предприятие, занимающее лидирующую позицию среди производителей стеклотары на территории от Урала до Дальнего Востока. Ассортиментный ряд завода составляют бутылки из бесцветного стекла емкостью от 0,25 л до 1 л для розлива ликеро-водочных изделий, пива и газированных напитков; банки для соков, соусов и других консервированных продуктов емкостью от 0,25 до 3 литров; бутылки из коричневого стекла.
3. Стекловарная печь. Говоря крупнейшее производство стеклотары за Уралом, я имел ввиду, что производственная мощность предприятия — 620 млн. шт. стеклобутылок в год. Если поделить на 365, мы получим около 1,7 млн. шт. в день. Одному Новосибирску столько бутылок было бы много, стеклотара пользуется спросом у предприятий Сибирских и Дальневосточных округов РФ, а также Казахстана и Киргизии.
Говоря крупнейшее производство стеклотары за Уралом, я имел ввиду, что производственная мощность предприятия — 620 млн. шт. стеклобутылок в год. Если поделить на 365, мы получим около 1,7 млн. шт. в день. Одному Новосибирску столько бутылок было бы много, стеклотара пользуется спросом у предприятий Сибирских и Дальневосточных округов РФ, а также Казахстана и Киргизии.
Но крупнейшее производство в данном случае — это всего лишь два цеха (производство бесцветной бутылки и коричневой).
4. Готовые, но ещё не прошедшие контроль качества бутылки. Технология производства стеклотары состоит из следующих последовательных процессов:
Технология производства стеклотары состоит из следующих последовательных процессов:
— подготовка исходного сырья,
— составление шихты,
— варка стекломассы,
— формирование и отжиг изделий,
— контроль качества и упаковка.
Подготовка исходного сырья представляет собой очистку исходных сырьевых компонентов от нежелательных примесей и их подготовка к дальнейшей обработке и применению. Этому следует складирование отдельных видов сырья и подача сырьевых компонентов в приемные бункера.
Шихта — это сухая смесь материалов, которые подаются в печь для получения стекломассы. Главное в процессе составления шихты, это отвешивание компонентов в определенных пропорциях и их перемешивание, с целью получения однородной массы. Для приготовления шихты используются следующие сырьевые материалы: песок кварцевый, мука доломита, стеклобой, мел технологический, глинозем, сода кальцинированная, сульфат натрия, обесцвечиватели, красители и т.д.
5. Стекловарная печь, в которую подаётся шихта и стеклобой. Производительность такой печи около 180 тонн стекломассы в сутки. Варка стекломассы — самая сложная операция всего стекольного производства, производится в ванных печах непрерывного действия, представляющих собой бассейны, сложенные из огнеупорных материалов.
Варка стекломассы — самая сложная операция всего стекольного производства, производится в ванных печах непрерывного действия, представляющих собой бассейны, сложенные из огнеупорных материалов.
При нагревании шихты до 1100…1150 град С происходит образование силикатов сначала в твердом виде, а затем в расплаве. При дальнейшем повышении температуры в этом расплаве полностью растворяются наиболее тугоплавкие компоненты — образуется стекломасса. Эта стекломасса насыщена газовыми пузырьками и неоднородна по составу. Для осветления и гомогенизации стекломассы ее температуру повышают до 1500… 1600 град С. При этом вязкость расплава снижается и соответственно облегчается удаление газовых включений и получение однородного расплава.
6. Стекломасса на выходе из печи. Цвет и прозрачность бутылки, определяется добавлением (или отсутствием) красителей и глушителей в шихту. Глушители (соединения фтора, фосфора и др.) делают стекло непрозрачным. К красителям относят соединения кобальта (синий цвет), хрома (зеленый), марганца (фиолетовый), железа (коричневые и сине-зеленые тона) и др.
Цвет и прозрачность бутылки, определяется добавлением (или отсутствием) красителей и глушителей в шихту. Глушители (соединения фтора, фосфора и др.) делают стекло непрозрачным. К красителям относят соединения кобальта (синий цвет), хрома (зеленый), марганца (фиолетовый), железа (коричневые и сине-зеленые тона) и др.
7. Процесс довольно дурнопахнущий. Стекловарение завершается охлаждением стекломассы до температуры, при которой она приобретает вязкость, требуемую для выработки стеклоизделий выдуванием.
Стекловарение завершается охлаждением стекломассы до температуры, при которой она приобретает вязкость, требуемую для выработки стеклоизделий выдуванием.
8. Подача стекломассы на стекольные линии. Внизу кадра видны две падающие яркие капли стекломассы — это будущие бутылки. 9. Процесс создания капель стекломассы.
9. Процесс создания капель стекломассы. 10.
10. 11. Готовая стекломасса подаётся к формовочным автоматам, где осуществляется формовка изделий с применением соответсвующей оснастки.
11. Готовая стекломасса подаётся к формовочным автоматам, где осуществляется формовка изделий с применением соответсвующей оснастки. 12.
12. 13. Десятисекционная линия, производящая бутылки из коричневого стекла.
13. Десятисекционная линия, производящая бутылки из коричневого стекла. 14.
14. После прохождения процесса формования, стеклоизделие проходит дополнительную термическую обработку (отжиг) в печах прямого нагрева. Отжиг необходим для снятия внутреннего остаточного напряжения в стеклотаре, что придаёт изделию сохранность в процессе дальнейшей обработки и эксплуатации.
После прохождения процесса формования, стеклоизделие проходит дополнительную термическую обработку (отжиг) в печах прямого нагрева. Отжиг необходим для снятия внутреннего остаточного напряжения в стеклотаре, что придаёт изделию сохранность в процессе дальнейшей обработки и эксплуатации.
Температура изделий на входе в печь отжига: пр. 400°C — 500°C.
Температура изделий на выходе: пр. 50°C – 80°C.
15. Стеклотара после отжига 16. Опрыскивание бутылок специальным раствором, который предотвращает появление царапин и потертостей на бутылках при транспортировке.
16. Опрыскивание бутылок специальным раствором, который предотвращает появление царапин и потертостей на бутылках при транспортировке. 17. Продукция готова, осталось только пройти контроль качества.
17. Продукция готова, осталось только пройти контроль качества. 18. Данный стекольный комплекс оснащён современными инспекционными машинами, которые ежесекундно сканируют параметры каждой стеклобутылки на соответствие требованиям покупателя.
18. Данный стекольный комплекс оснащён современными инспекционными машинами, которые ежесекундно сканируют параметры каждой стеклобутылки на соответствие требованиям покупателя. 19. Упакованная продукция.
19. Упакованная продукция. Есть ещё другой цех, где делают прозрачные бутылки и банки, где контроль качества производится вручную. Первые 4 и следующие 7 фотографий сняты именно там.
Есть ещё другой цех, где делают прозрачные бутылки и банки, где контроль качества производится вручную. Первые 4 и следующие 7 фотографий сняты именно там.
20. На производстве в обоих цехах очень шумно. Приходится ходить в берушах или шумопоглощающих наушниках. 21. Процесс создания двухлитровой банки.
21. Процесс создания двухлитровой банки. 22.
22. 23. Чекушки.
23. Чекушки. 24. Водочные бутылки после отжига.
24. Водочные бутылки после отжига. 25. Контроль качества.
25. Контроль качества. 26. Готовая продукция.
26. Готовая продукция. ©
©
nibler.ru