Устройство токарного станка по металлу – схема и основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
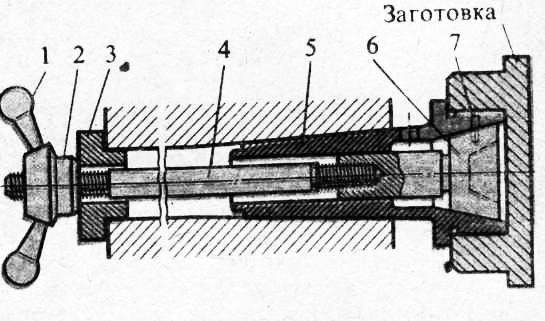
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка.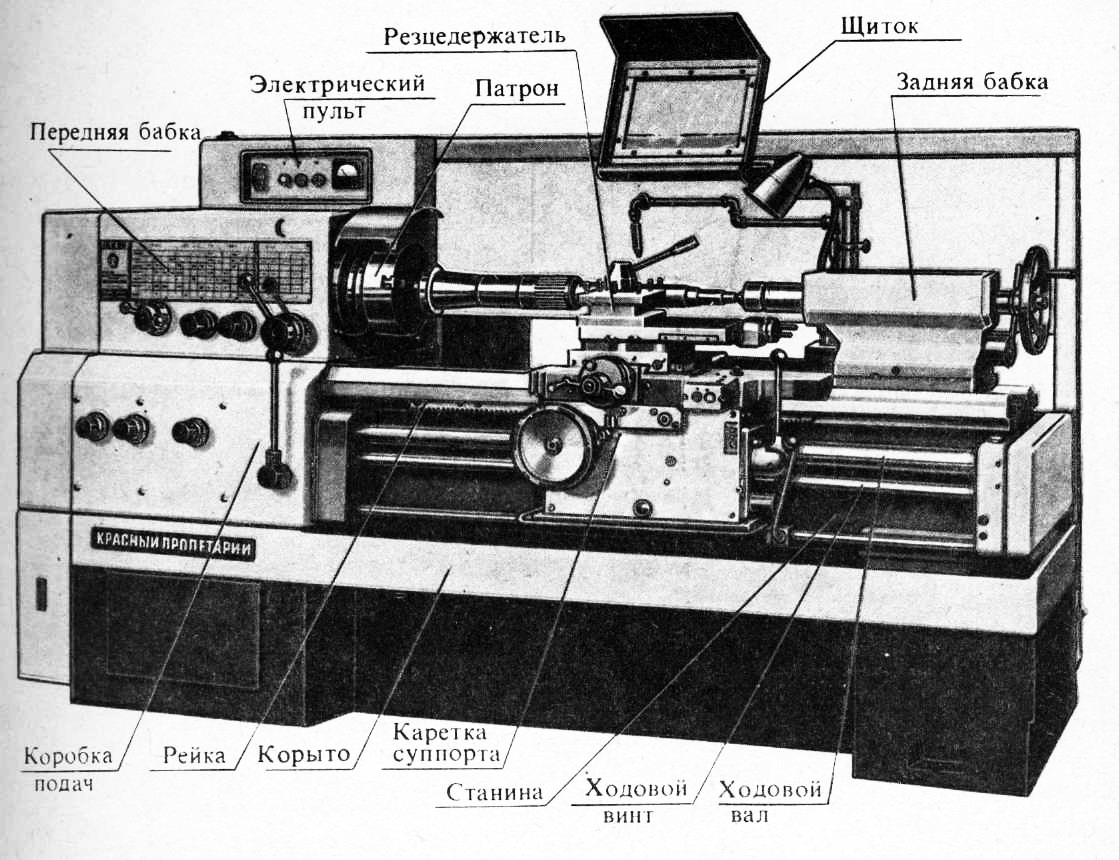 Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.

Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Tokarnaya 4
2. ТОКАРНАЯ ОБРАБОТКА
2.4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
Наибольшее распространение ввиду своих исключительно широких технологических возможностей получили токарно-винторезные станки, отнесенные по классификации металлорежущих станков к шестому типу и имеющие в своем обозначении цифру 6, например, 1К62, 1М63, 16К20 и т. д.
д.
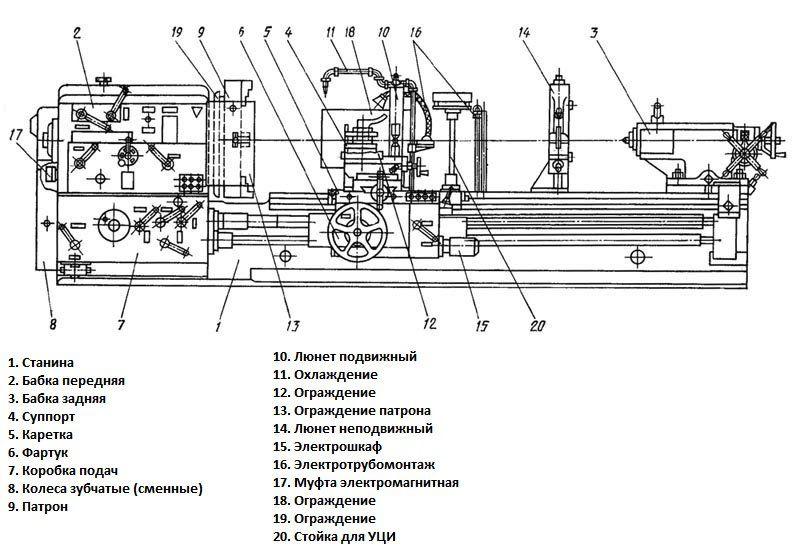
Рис. 2.6. Общий вид токарно-винторезного станка::
1 – станина; 2 – передняя бабка; 3 – шпиндель; 4 – задняя бабка;
5 – пиноль; 6 – коробка подач; 7 – суппорт; 8 – резцедержатель;
9 – фартук; 10 – ходовой вал; 11 – ходовой винт
Все узлы токарно-винторезного станка (рис. 2.6) смонтированы на станине 1. Слева на станине жестко закреплена передняя бабка 2, в которой помещен механизм коробки скоростей. Коробка скоростей представляет собой многоскоростную зубчатую передачу с выходным валом (шпинделем) 3, на котором закрепляются обрабатываемые заготовки.
С правой стороны станины на специальных направляющих находится задняя бабка 4, в пиноли 5 устанавливаются концевые инструменты и вспомогательная оснастка. Шпиндель 3 и отверстие пиноли 5 расположены на общей оси, называемой линией центров.
С левой стороны станины под коробкой скоростей закреплена коробка подач 6, многоскоростная зубчатая передача, передающая вращение ходовому валу 10 и ходовому винту 11. Между передней и задней бабками по направляющим станины перемещается суппорт 7, на котором находится резцедержатель 8.
Между передней и задней бабками по направляющим станины перемещается суппорт 7, на котором находится резцедержатель 8.
Суппорт состоит из нижней каретки, обеспечивающей продольную подачу; поперечных (средних) салазок, обеспечивающих поперечную подачу; и верхних салазок, которые можно установить под любым углом относительно линии центров станка.
К продольному суппорту крепится фартук 9, механизм которого состоит из системы зубчатых колес, передающих вращение от ходового валика к реечной шестерне, которая, зацепляясь с закрепленной на станине рейкой, позволяет суппорту перемещаться в продольном направлении.
Токарные станки — классификация, устройство, принцип действия
Пресс-релиз
Токарные станки составляют одну из подгрупп металлорежущего оборудования.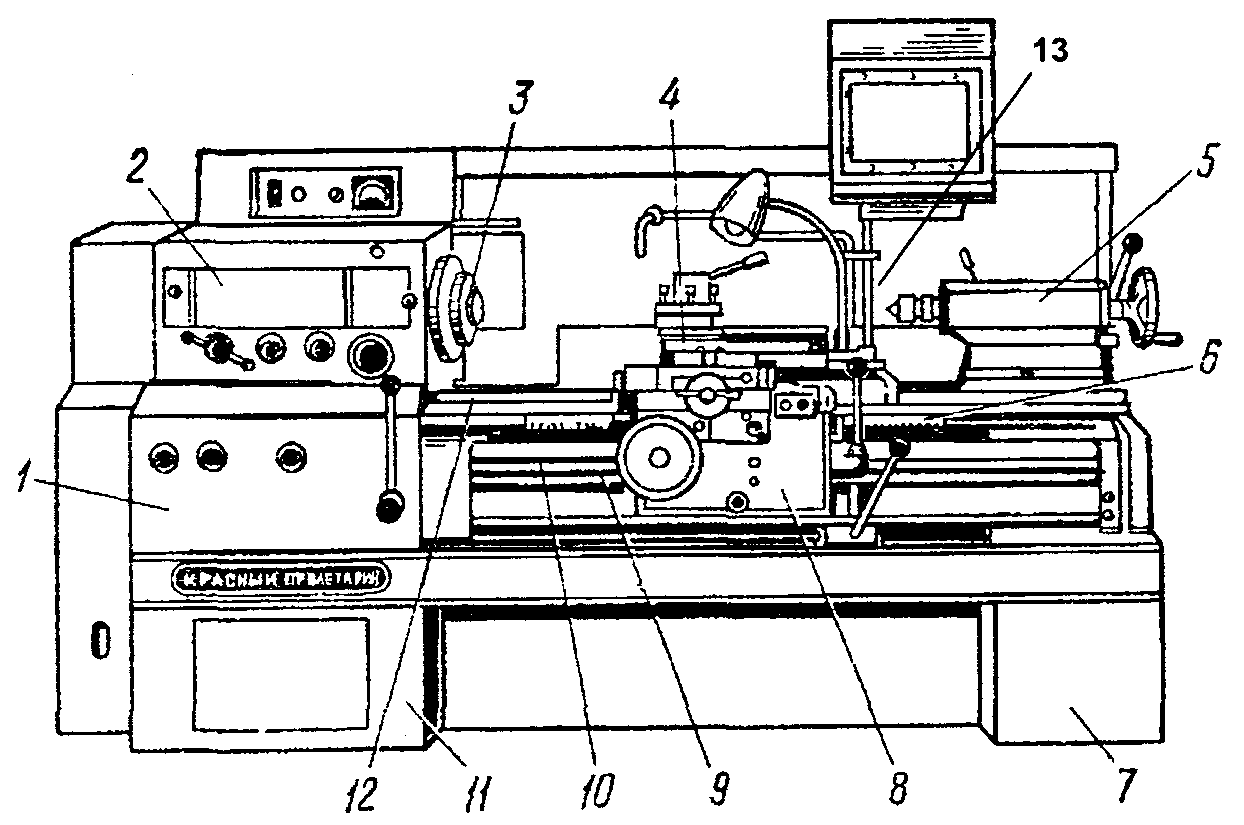 Они предназначены для обработки тел путем снятия слоя материала (стружки). Именно на основе токарных станков создавались другие виды — шлифовальные, сверлильные.
Они предназначены для обработки тел путем снятия слоя материала (стружки). Именно на основе токарных станков создавались другие виды — шлифовальные, сверлильные.
История токарного станка
История гласит, что первый токарный станок был изобретен в 650 г. до н. э. В то время станком назывались два центра, которые вращали рабы. Мастер держал заготовку в руках, и прижимая ее то слабее, то сильнее, придавал требуемую форму. Пять столетий спустя внешний вид станка изменился — заготовку вращала тетива, обернутая вокруг нее таким образом, чтобы при движении лука то в одну, то в другую сторону заготовка делала несколько оборотов вокруг своей оси.
Время шло, техника не стояла на месте. Был изобретен ножной привод, что, конечно же, намного упростило работу на токарном станке.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами. На таких станках обрабатывали довольно сложные детали — вплоть до шара. И все же механическая обработка металла была недостаточно эффективной — привод был слишком маломощным, чтобы снимать с металла большую стружку.
И все же механическая обработка металла была недостаточно эффективной — привод был слишком маломощным, чтобы снимать с металла большую стружку.
В начале XVIII века Андрей Константинович Нартов, механик Петра первого, изобрел токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. И, наконец, Генри Модсли создал универсальный токарный станок, ставший основой машиностроения.
Классификация токарных станков
Существуют следующие типы токарных станков:
- одношпиндельные автоматы и полуавтоматы
- многошпиндельные автоматы и полуавтоматы
- токарно-револьверные
- операционные отрезные
- токарно-карусельные
- токарно-винторезные
- токарные многорезцовые автоматы
- токарно-заточные и токарно-фасонные
- разные станки
Устройство токарных станков
Суппорт — это механический держатель для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки и обеспечивают перемещение резца вдоль заготовки. Резцедержатель (резцовая головка) с болтами крепится к верхним салазкам с помощью рукоятки, которая перемещается по винту. Привод перемещения суппорта производится от ходового винта, от ходового вала, расположенного под ходовым винтом, или вручную.
Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки и обеспечивают перемещение резца вдоль заготовки. Резцедержатель (резцовая головка) с болтами крепится к верхним салазкам с помощью рукоятки, которая перемещается по винту. Привод перемещения суппорта производится от ходового винта, от ходового вала, расположенного под ходовым винтом, или вручную.
Коробка подач. Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала. Движение на коробку подач также передается от электродвигателя. Движение идет через блок сменных зубчатых колес.
Станина с корытом для сбора охлаждающей жидкости и стружки, станина с направляющими суппорта и задней бабки, неподвижная передняя бабка со шпинделем и коробкой скоростей, которая может располагаться и в др. месте, например в основании, передвижная задняя бабка, закрепляемая на станине в определённом положении. Каретка и поперечные салазки перемещаются вручную или автоматически. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
месте, например в основании, передвижная задняя бабка, закрепляемая на станине в определённом положении. Каретка и поперечные салазки перемещаются вручную или автоматически. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
Токарный станок 16К20
Компания специализируется на производстве металлорежущего инструмента. Несмотря на большое разнообразие конструкций станков, в их механизмах есть много общего и сходного. Самым распространенным является токарно-винторезный станок 16К20. Этот станок предназначен для токарных операций, растачивания отверстий, сверления и нанесения резьбы.
Токарный станок 16К20 характеризуется высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. применяемыми для выполнения различных токарных работ; ознакомиться с видами токарной обработки и применяемыми при этом принадлежностями. Оборудование. Токарно-винторезный станок мод. 16К20; токарные резцы, сверла, зенкеры, развертки, метчики, плашки; патроны, центры, люнеты; Общие сведения Универсальный токарно-винторезный станок мод.16К20 предназначен для обработки заготовок, имеющих форму тел вращения, а также для нарезания резцом различных типов резьб.
применяемыми для выполнения различных токарных работ; ознакомиться с видами токарной обработки и применяемыми при этом принадлежностями. Оборудование. Токарно-винторезный станок мод. 16К20; токарные резцы, сверла, зенкеры, развертки, метчики, плашки; патроны, центры, люнеты; Общие сведения Универсальный токарно-винторезный станок мод.16К20 предназначен для обработки заготовок, имеющих форму тел вращения, а также для нарезания резцом различных типов резьб.
В передней бабке 1 (рис.1), размещены шпиндель и коробка скоростей., предназначенная для изменения частоты и направления вращения шпинделя с заготовкой. Задняя бабка 2 поддерживает заготовку при работе в центрах и служит для закрепления инструмента, обрабатывающего отверстия (сверл, зенкеров, разверток и т.п.). При изменении длины заготовки заднюю бабку передвигают по направляющим. Суппорт 3 несет резцедержатель с резцом и сообщает ему продольное или поперечное движение вдоль оси заготовки. Фартук 4 предназначен для передачи движения суппорту от ходового винта 5 или ходового вала 6 в продольном и поперечном направлениях. Коробка подач 8 осуществляет регулирование подачи и включение ходового винта. На станине 7 смонтированы основные узлы станка. При обработке на токарном станке главным движением является вращение шпинделя с заготовкой. При обтачивании цилиндрической поверхности каретка суппорта с резцом имеет продольную подачу, а при перемещении салазок суппорта обеспечивается поперечная подача. При подрезании торцевой поверхности поперечная подача становится непрерывным движением, а продольная служит для периодического врезания резца в заготовку. При резьбо- нарезании главное движение и движение продольной подачи составляют сложное формообразующее движение. Гитара сменных зубчатых колес 9 используется для настройки станка при нарезании резцом различных типов резьб.
Коробка подач 8 осуществляет регулирование подачи и включение ходового винта. На станине 7 смонтированы основные узлы станка. При обработке на токарном станке главным движением является вращение шпинделя с заготовкой. При обтачивании цилиндрической поверхности каретка суппорта с резцом имеет продольную подачу, а при перемещении салазок суппорта обеспечивается поперечная подача. При подрезании торцевой поверхности поперечная подача становится непрерывным движением, а продольная служит для периодического врезания резца в заготовку. При резьбо- нарезании главное движение и движение продольной подачи составляют сложное формообразующее движение. Гитара сменных зубчатых колес 9 используется для настройки станка при нарезании резцом различных типов резьб.
Устройство, принцип работы и операции, выполняемые на токарном станке по дереву
Цели : познакомить учащихся с назначением, устройством, управлением токарно – винторезным станком ТВ – 6 ; воспитать у учащихся аккуратность ; способствовать развитию умений применять знания на практике.
Тип урока: комбинированный ( освоение новых знаний, обобщение и систематизация изученного ).
Методы обучения: устный опрос, рассказ, показ приемов учителем наглядных пособий, практическая работа.
Используемая лит – ра: 1) с. 138 – 150, 2) с. 72 – 75; 3) с. 86 – 99; 4) с. 41 – 52.
Ход урока.
1. Организационно – подготовительная часть.
Приветствие учителя, контроль посещаемости, проверка готовности к уроку, сообщение темы и целей урока.
2. Теоретическая часть.
1. Повторение пройденного материала.
Вопросы.
- На какие группы делятся все металлорежущие станки?
- Где применяются токарные станки?
- Какие работы выполняются на фрезерных станках?
2. Изложение нового материала.
Изложение нового материала.
План рассказа учителя:
- Устройство токарно – винторезного станка.
- Инструменты для работы на токарно – винторезном станке.
- Управление токарно – винторезном станком.
Устройство токарно – винторезного станка.
Токарно – винторезный станок прошел длительный путь развития от примитивного приспособления с ручным приводом до современного токарно – винторезного станка с числовым программным управлением. В примитивном приспособлении прообразе токарного станка – заготовку вращал один человек, а другой держал в руках резец и перемещал его во время обработки. За тем для вращение заготовки использовать лук, который приводился в действие ногой работающего. С изобретением суппорта приспособление для точение деталей превратилась в настоящий станок. Впервые станок с самоходным суппортом изготовил в начале 17 века русский механик Андрей Нартов. Для вращения заготовки стали подводить механическую энергию от какого либо общего двигателя: водяной мельницы, парового двигателя.
Для вращения заготовки стали подводить механическую энергию от какого либо общего двигателя: водяной мельницы, парового двигателя.
Затем вместо общего двигателя стали использовать станки с индивидуальным приводом. Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещение резцов, взаимодействие этих действий управление станком.
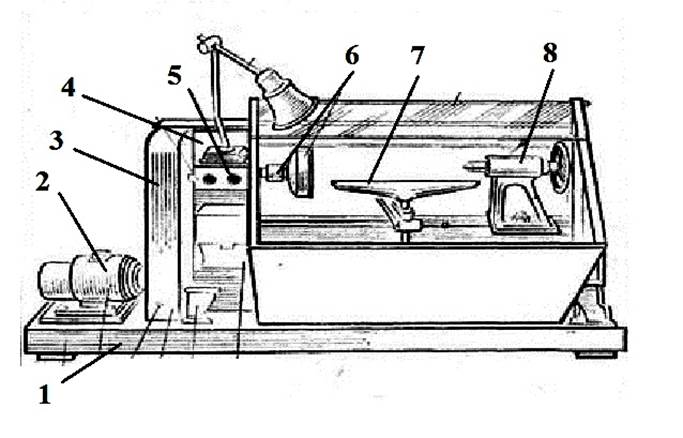
В учебной мастерской чаще всего применяется токарный винторезный станок школьного типа ( ТВ -6 ), который предназначен для обработки тел вращение ( волов, колец, дисков), нарезание резьбы и сверление осевых отверстий.
Токарно – винторезный станок состоит из станины, передней бабки с коробкой скоростей, коробки передач, суппорта с фартуком и задней бабки. Литая чугунная станина 18 коробчатой формы с окнами имеет по две призматические и плоские направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, 24 а задняя призматическая и передняя плоская направляющая – для передвижения задней бабки 13.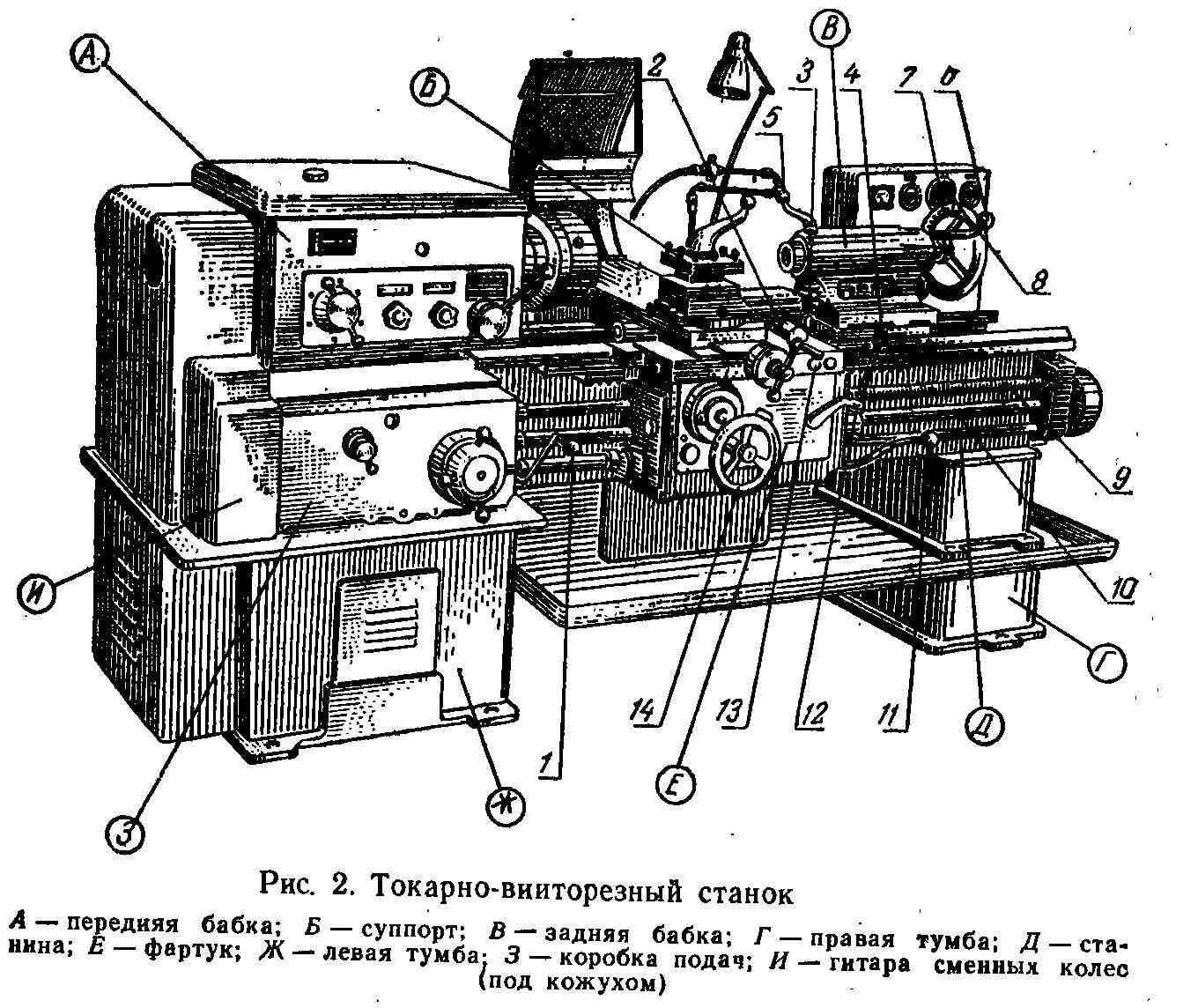 Станина установлена на тумбах 1 и 22. Внутри нее расположено коробка скоростей, служащая для передачи вращательного движения от двигателя станка на шпиндель ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трехкулачкового самоцентрирующегося патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке заготовок в центрах в шпиндель вставляется центр. Коробка скоростей имеет устройство, позволяющее изменять направления вращения ходового валика и ходового винта. Это производится рукояткой 7.
Станина установлена на тумбах 1 и 22. Внутри нее расположено коробка скоростей, служащая для передачи вращательного движения от двигателя станка на шпиндель ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трехкулачкового самоцентрирующегося патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке заготовок в центрах в шпиндель вставляется центр. Коробка скоростей имеет устройство, позволяющее изменять направления вращения ходового валика и ходового винта. Это производится рукояткой 7.
В коробке передач 5 смонтированы механизмы, имеющие скорость перемещения суппорта ( величину подачи ) и поперечное ( ручное ) перемещение или подача резца. Ручное продольное перемещение осуществляется маховиком 21. Включение механического продольного перемещения суппорта осуществляется поворотом рукоятки 20 на себя. Перемещения резца в поперечном направлении ( поперечная подача) выполняется рукояткой 16. Верхние салазки суппорта перемещаются в продольном направлении с помощью рукоятки 15. Они могут поворачиваться относительно поперечных салазок на угол до 40% в ту и другую стороны. Корпус задней бабки 13 расположен на основании, которое перемещается по направляющим станины. В корпусе движется пиноль, имеющая коническое отверстие ( конус Морзе № 2 ), в которое вставляется упорный центр или режущий инструмент. Перемещение пиноли производится маховиком 14, а закрепление в нужном положении – рукояткой 11. Сама задняя бабка закрепляется на станине с помощью рукоятки 12.
Они могут поворачиваться относительно поперечных салазок на угол до 40% в ту и другую стороны. Корпус задней бабки 13 расположен на основании, которое перемещается по направляющим станины. В корпусе движется пиноль, имеющая коническое отверстие ( конус Морзе № 2 ), в которое вставляется упорный центр или режущий инструмент. Перемещение пиноли производится маховиком 14, а закрепление в нужном положении – рукояткой 11. Сама задняя бабка закрепляется на станине с помощью рукоятки 12.
Станок оборудован защитными устройствами. На суппорте закреплен защитный экран, ограждающий работающего от возможного отлетания стружки. Он имеет электроблокировку, которая не позволяет включить станок, пока не опущен экран. Патрон и планшайба также закрываются кожухом с электроблокировкой. Защитными щитками ограждены ходовой винт и ходовой валик.
Зубчатые колеса коробки скоростей смазываются индустриальными мослом ИЗОА путем разбрызгивания его масляной ванны. Масло заливают в коробку при снятой верхней крышке коробки. Уровень масла контролируют по риске маслоуказателя.
Уровень масла контролируют по риске маслоуказателя.
Для смазывания механизма коробки подач в верхней ее части имеется корыто для заливки масла. На зубчатые колеса и трущиеся поверхности масло попадает филилями . Во время работы необходимо, чтобы в коробке подач постоянно имелось небольшое количество масла. Слив масла из коробки подач производится через сливные отверстие, расположенное в нижней части коробки. Смазка направляющих станины, суппорта, других узлов осуществляется вручную.
На предприятиях применяются более сложные токарно – винторезные станки. На таких станках закрепление заготовок, резцов, перемещение задней бабки выполняются механическим путем. В массовом производстве, где необходимо изготавливать большое количество одинаковых деталей, применяют токарные станки автоматы, которые без участия человека по заданной программе выполняют подачу и закрепление заготовок, смену и закрепление инструмента, токарную обработку на необходимых режимах.
Токарные работы на предприятиях выполняют токари. Токарь одна из наиболее распространенных рабочих профессий по обработке металла. Эта профессия подразделяется на несколько специальностей: токарь – карусельщик, токарь – расточник. Токарь должен знать устройство станков, основы черчения, назначение и правила применения различных инструментов и приспособлений, уметь пользоваться контрольно – измерительными приборами разбираться в свойствах металлов и сплавов.
Токарь одна из наиболее распространенных рабочих профессий по обработке металла. Эта профессия подразделяется на несколько специальностей: токарь – карусельщик, токарь – расточник. Токарь должен знать устройство станков, основы черчения, назначение и правила применения различных инструментов и приспособлений, уметь пользоваться контрольно – измерительными приборами разбираться в свойствах металлов и сплавов.
Итоговая часть.
1 Установка на следующий урок.
На следующем уроке продолжим знакомство с технологией токарной обработки металла. Учащиеся получат представление об инструментах для работы на токарно – винторезном станке.
2 Домашнее задание:
1) повторить изученный на данном уроке материал;
2) повторить устройство ТВ – 6.
Принципы работы токарных и фрезерных станков с чпу
Your browser does not support the video tag.
Обработка металла на современных станках, оснащенных числовым программным управлением (ЧПУ), дает возможность изготовить детали более качественные и точные, чем при литье или обработке на автоматическом оборудовании. В этой статье мы расскажем о токарных и фрезерных услугах, предоставляемых нашей компанией.
Токарная обработка металла на станке с ЧПУ
Токарные станки с ЧПУ применяют для изготовления и обработки сложных заготовок из меди, стали, латуни, титана, алюминия, а также различных сплавов.
Принцип работы токарного станка с ЧПУ
Основная задача – создание программы, которая обеспечит дальнейшую бесперебойную работу оборудования. Затем с заготовки, закрепленной в патроне, снимается нужный слой металла, вырезаются канавки или углубления, сверлятся углубления, нарезается внутренняя или наружная резьба и т. д.
Современные токарные станки значительно ускоряют процесс изготовления деталей и сводят к минимуму физическую нагрузку для человека, позволяя при этом производить изделия более тонкой и сложной конфигурации.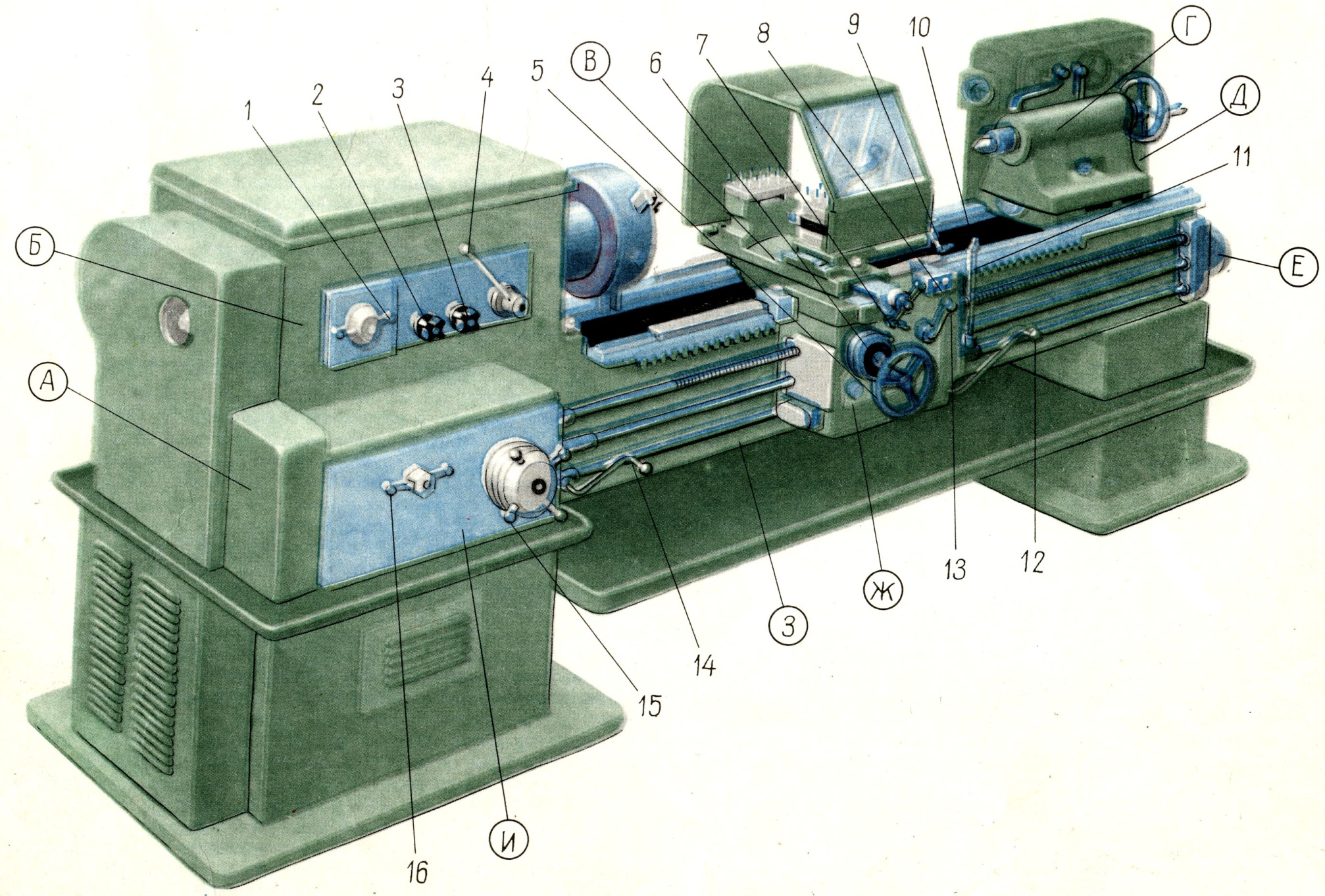
Фрезерная обработка металла на станке с ЧПУ
Фрезерные станки с ЧПУ дают возможность выточить детали самой причудливой и сложной формы из различных металлов и сплавов, незаменимы для крупного серийного производства и для одноразовых заказов по индивидуальным чертежам.
Принцип работы фрезерного станка с ЧПУ
Работа фрезерного оборудования с ЧПУ также, как и токарного, начинается с создания нужной программы и внесения готовых чертежей в компьютер. Дальше система преобразует данную программу в понятные для машины электронные сигналы, затем станок начинает обработку конкретной заготовки, после окончания всех операций мы получаем готовую деталь.
Длительность цикла зависит от размера желаемого изделия, сложности его формы и плотности металла.
ЧПУ услуги, предоставляемые Компанией ООО «ПСК «Зелматик»:
1. Художественная и фигурная фрезеровка (вырезание текста, рисование на металле).
2. Раскрой листового металла разной толщины.
3. Фрезеровка профиля.
4. Обработка и изготовление крупногабаритных и мелких деталей.
5. Создание различных инструментов, зажимов, штампов и т.д.
В современном мире технический прогресс не обошел стороной даже такой сложный процесс, как металлообработка, превратив его в настоящее искусство. Новейшие токарные и фрезерные станки с ЧПУ, которыми оснащена Компания ООО «ПСК «Зелматик», готовы к выполнению задач любой степени трудности и объема.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
Обработка заготовки сложной детали типа тела вращения с точностью размеров до 7-го квалитета на токарном станке с ЧПУ с приводным инструментом | Уровень (подуровень) квалификации | ||||
Происхождение трудовой функции | Заимствовано из оригинала | ||||
Код оригинала | Регистрационный номер профессионального стандарта | ||||
Трудовые действия | Анализ технологической и конструкторской документации на изготовление сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | ||||
Подготовка технологической оснастки для изготовления сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Установка заготовки сложной детали типа тела вращения в универсальных и специальных приспособлениях токарного станка с ЧПУ с приводным инструментом | |||||
Запуск токарного станка с ЧПУ с приводным инструментом | |||||
Ввод управляющей программы для обработки заготовки сложной детали типа тела вращения в устройство ЧПУ токарного станка с приводным инструментом | |||||
Запуск управляющей программы для обработки заготовки сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Корректировка управляющей программы для обработки заготовки сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Контроль работы основных механизмов и системы программного управления токарного станка с ЧПУ с приводным инструментом | |||||
Контроль процесса изготовления сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Контроль состояния режущих инструментов и (или) режущих пластин для изготовления сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Настройка системы подачи смазочно-охлаждающей жидкости токарного станка с ЧПУ с приводным инструментом | |||||
Одновременная обработка заготовок сложных деталей типа тел вращения на нескольких однотипных токарных станках с ЧПУ с приводным инструментом по одной управляющей программе | |||||
Необходимые умения | Применять технологическую и конструкторскую документацию на изготовление сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | ||||
Определять технологические базы, установленные технологической документацией на изготовление сложной детали типа тела вращения, на токарном станке с ЧПУ с приводным инструментом | |||||
Анализировать схемы базирования заготовки для изготовления сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Анализировать установленные режимы обработки заготовки сложной детали на токарном станке с ЧПУ с приводным инструментом | |||||
Устанавливать заготовку для изготовления сложной детали типа тела вращения в универсальных и специальных приспособлениях токарного станка с ЧПУ с приводным инструментом | |||||
Проверять надежность закрепления заготовки сложной детали типа тела вращения в приспособлении и прилегание заготовок к установочным поверхностям приспособления | |||||
Контролировать базирование и закрепление заготовки сложной детали типа тела вращения в универсальных и специальных приспособлениях на токарном станке с ЧПУ с приводным инструментом | |||||
Запускать токарный станок с приводным инструментом с пульта управления устройства ЧПУ | |||||
Вводить управляющую программу в устройство ЧПУ токарного станка с приводным инструментом | |||||
Проверять визуально управляющую программу для обработки заготовки сложной детали типа тела вращения на наличие или отсутствие ошибок | |||||
Запускать управляющую программу для обработки заготовок сложных деталей типа тел вращения на токарных станках с ЧПУ с приводным инструментом | |||||
Контролировать процесс отработки управляющей программы обработки заготовки сложной детали типа тела вращения по экрану устройства ЧПУ | |||||
Пользоваться простыми стандартными токарными циклами устройства ЧПУ | |||||
Выполнять процесс обработки заготовки сложной детали типа тела вращения на токарном станке с ЧПУ с приводным инструментом | |||||
Управлять режимами обработки с пульта управления устройства ЧПУ токарного станка с приводным инструментом во время процесса обработки заготовки сложной детали типа тела вращения | |||||
Осуществлять переустановку заготовки сложной детали в шпинделе станка для изготовления сложных деталей типа тел вращения при смене управляющей программы | |||||
Осуществлять промывку и продувку готовой сложной детали типа тела вращения | |||||
Производить замену режущих инструментов и (или) съемных режущих пластин для обработки заготовок сложных деталей типа тел вращения | |||||
Проверять исправность основных механизмов и системы программного управления токарного станка с ЧПУ с приводным инструментом | |||||
Выполнять регламентные работы по техническому обслуживанию токарного станка с ЧПУ с приводным инструментом | |||||
Проверять наличие смазочно-охлаждающей жидкости в баке токарного станка с ЧПУ с приводным инструментом | |||||
Настраивать систему подачи смазочно-охлаждающей жидкости токарного станка с ЧПУ с приводным инструментом | |||||
Управлять группой однотипных токарных станков с ЧПУ с приводным инструментом | |||||
Необходимые знания | Правила чтения технологической и конструкторской документации | ||||
Условное обозначение технологических баз, используемое в технологической документации | |||||
Классификация, устройство, основные узлы, принципы работы и правила эксплуатации универсальных и специальных приспособлений, используемых для установки и изготовления сложных деталей типа тел вращения на токарных станках с ЧПУ с приводным инструментом | |||||
Основные механизмы и узлы токарных станков с ЧПУ с приводным инструментом и принципы их работы | |||||
Назначение органов управления токарных станков с ЧПУ с приводным инструментом | |||||
Регламент работ по обслуживанию токарных станков с ЧПУ с приводным инструментом | |||||
Способы контроля надежности крепления заготовок в приспособлениях и прилегания заготовок к установочным поверхностям | |||||
Правила настройки, регулирования универсальных и специальных приспособлений | |||||
Устройство и принцип работы токарных станков с ЧПУ с приводным инструментом | |||||
Основные системы ЧПУ, применяемые в токарных станках с ЧПУ с приводным инструментом | |||||
Интерфейс стойки системы управления ЧПУ токарного станка с ЧПУ с приводным инструментом | |||||
Основные команды системы устройства ЧПУ, применяемые в токарных станках с ЧПУ с приводным инструментом | |||||
Классификация, маркировка и физико-механические свойства конструкционных и инструментальных материалов | |||||
Назначение и правила применения основных и приводных режущих инструментов на токарных станках с ЧПУ | |||||
Кинематические схемы токарных станков с ЧПУ с приводным инструментом | |||||
Компоновки токарных станков с ЧПУ с приводным инструментом | |||||
Правила назначения основных режимов обработки токарных станков с ЧПУ с приводным инструментом | |||||
Виды износа режущих инструментов для токарной обработки | |||||
Виды используемой оснастки для установки режущих инструментов на токарные станки с ЧПУ с приводным инструментом | |||||
Правила настройки системы подачи смазочно-охлаждающей жидкости в зону обработки токарных станков | |||||
Основные команды управления токарным станком с ЧПУ с приводным инструментом | |||||
Требования охраны труда при работе со смазочно-охлаждающими жидкостями | |||||
Требования охраны труда, пожарной, промышленной, экологической и электробезопасности | |||||
Другие характеристики |
— Введение, принцип работы, детали, работа, спецификация
ВВЕДЕНИЕ: В области машиностроения Токарный станок играет важную роль в производстве.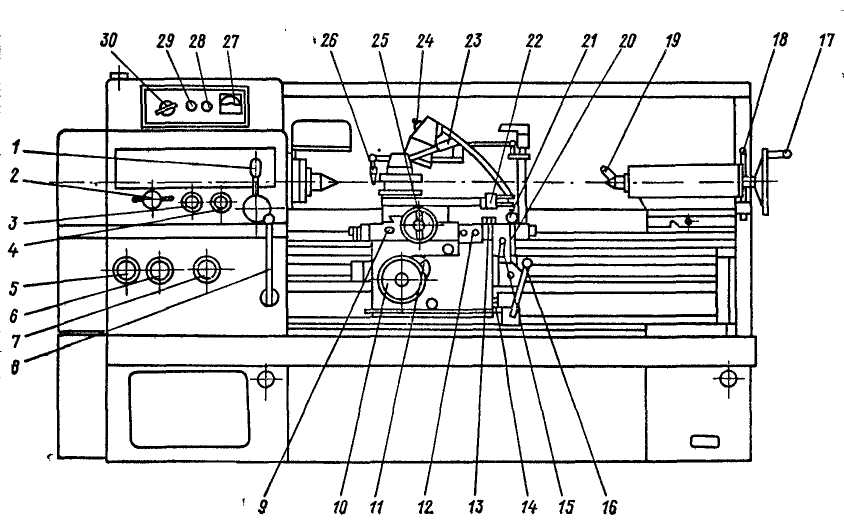 В этой статье я подробно расскажу о токарном станке.
В этой статье я подробно расскажу о токарном станке.
- Токарный станок — это инструмент станка , который используется для удаления нежелательных металлов с обрабатываемой детали для придания желаемой формы и размера.
- Токарный станок — один из самых важных станков, который используется в металлообрабатывающей промышленности .
- Он работает по принципу вращающейся заготовки и фиксированного режущего инструмента.
- Режущий инструмент подается в заготовку, которая вращается на вокруг своей оси , заставляя заготовку принимать желаемую форму.
- Он также известен как «мать / отец всего семейства инструментов» .
- Он был изобретен ДЭВИДОМ УИЛКИНСОНОМ (5 января 1771 — 3 февраля 1852).
Определение токарного станка
- Станок, который используется для удаления нежелательных металлов с заготовки для придания желаемой формы и размера, так называемый « Токарный станок» .
 Токарный станок
Токарный станок - также известен как «Токарный станок с центром » из-за двух центров, между которыми можно удерживать и вращать работу.
- Основная функция токарного станка заключается в удалении излишков материала в виде стружки путем вращения заготовки относительно неподвижного режущего инструмента.
- Это , выполненный надежно и жестко удерживая изделие на станке, а затем поворачивая его против режущего инструмента, который удалит металл из изделия.
- Для правильной резки материала инструмент должен быть на тверже, чем материал обрабатываемой детали, должен жестко удерживаться на станке и должен подаваться или продвигаться определенным образом относительно работы.
- В токарном станке каждая отдельная деталь выполняет важную задачу.
- Некоторые важные детали токарного станка:
Схема : Основные части токарного станка
1. Кровать
2. Головной запас
3. Главный шпиндель
4. Задний баллон
5. Ходовой винт
6. Live Center
7. Мертвая точка
8. Тележка
и. Седло
ii. Фартук
iii. Инструментальный столб
iv. Крестовина
в. Композитный упор
vi. Составная горка
9. Механизм подачи
и. Механизм подачи ленты
ii. Зубчатый механизм подачи
1. Кровать
- Станина Станина составляет основу машины.

- Устанавливается на опорах токарного станка, которые прикручены к полу.
- Он изготовлен из чугуна, а его верхняя поверхность обработана точно и точно.
2. Головной запас
- Головка — важная часть токарного станка, которая постоянно установлена на внутренних направляющих — направляющих с левой стороны станины.
- Он состоит из главного шпинделя, патрона, установленного на передней части шпинделя, заднего зубчатого привода и всего зубчатого привода .
3. Главный шпиндель
- Главный шпиндель — полый цилиндрический вал .
- Лицевая сторона имеет стандартную конусность моар .
- Используется для удержания под напряжением Центр или цанги .
- Шпиндель вращается на двух больших подшипниках , установленных на отливке передней бабки.

- Передний конец шпинделя имеет резьбу, они используются для крепления патрона, лицевой панели, ведущей пластины и стопорной пластины.
- Он известен как нос шпинделя .
4. Задний баллон
- Задняя бабка расположена на внутренней направляющей — направляющих с правой стороны станины напротив передней бабки.
- Корпус задней бабки расточен и в нем находится шпиндель задней бабки.
- Шпиндель перемещается вперед и назад внутри отверстия.
- Он имеет коническое отверстие для установки глухих Центров или смещенных инструментов, таких как сверло или развертка .
- Корпус из чугуна .
5. Ходовой винт
- Он используется для передачи мощности на каретку через механизм передачи и сцепления в фартуке каретки .

6. Live Center
- Live Center устанавливается на подшипники и вращается вместе с работой.
- Подвижные центры используются для удержания или поддержки обрабатываемой детали.
7. Мертвая точка
- Мертвая точка может использоваться для поддержки обрабатываемой детали как на неподвижном, так и на вращающемся конце станка.
- Мертвые точки обычно полностью закалены до , чтобы предотвратить повреждение важных сопрягаемых поверхностей конуса и сохранить угол 60 ° носика.
8. Тележка
- Тележка расположена между передней и задней бабками на направляющих станины токарного станка.
- Его можно перемещать по станине в сторону или от него.
- Он состоит из нескольких частей для поддержки, перемещения и управления режущим инструментом.

Изображение: Каретка
и. Седло
- Это H — фасонное литье.
- Седло соединяет пару направляющих станины — направляющие как мост.
- Он надевается на станину и скользит по станине между головной балкой и задней балкой .
- Седло можно перемещать, обеспечивая ручную или автоматическую подачу.
ii. Фартук
- Передняя часть вагона называется , фартук . Он состоит из всех управляющих ключей.
- Ручка управляет кареткой. Он имеет корпус, в котором установлены шестерен и накидная гайка.
- Автоматический контроль подачи и заправки нити находится на фартуке.
iii. Инструментальный столб
Инструментальный столб
- Он расположен на верхней части составной направляющей .Он используется для жесткого удержания инструментов.
- Инструменты подбираются в соответствии с типом работы, устанавливаются на стойку для инструментов и настраиваются в удобное рабочее положение.
- Существуют следующие типы резцедержателей.
а. Односторонний / Резцедержатель винтовой
г. Четырехсторонний инструментальный столб
г. Стойка для быстрой смены инструмента
г. Инструментальный столб британского типа
iv.Крестовая направляющая
- Он расположен на седле и скользит по направляющей типа «ласточкин хвост» — направляющим под прямым углом к направляющей станины — направляющим.
- Несет составной упор, составной суппорт и резцедержатель.
- Маховик с поперечными суппортами вращается так, чтобы перемещать его под прямым углом к оси станка.
- На ободе маховика с поперечными суппортами имеется градуировка, позволяющая подавать известное количество подачи с точностью до 0.05 мм .
v. Compound Rest
- Это деталь, которая соединяется с поперечными суппортами и составными суппортами .
- Устанавливается на поперечных суппортах с помощью пазового соединения .
- Составную опору можно повернуть на на требуемый угол при повороте конусов.
- Верхний суппорт, известный как составной суппорт , прикреплен к составной опоре с помощью соединения «ласточкин хвост» .
vi. Составная горка
- Составной суппорт представляет собой Т-образный паз с закругленными углами , который закреплен на верхней поверхности поперечного суппорта двумя болтами, который связан с втулкой микрометра и рукояткой винта с внешним краем винта.

- Точение конуса возможно, если установить составной суппорт на половину требуемого угла.
- Этот суппорт используется только для менее длинных работ по точению конуса.
- Автоматическая подача невозможна в составных суппортах.
9. Механизм подачи
- Есть несколько механизмов для автоматического перемещения каретки и поперечных салазок для изменения направления их движения.
- Некоторые важные механизмы подачи следующие:
и. Механизм подачи ленты
- Ленточный механизм подачи широко используется в самых старых токарных станках.
- В этом случае ступенчатый шкив с конусом используется для обеспечения различных типов скорости.
- Для изменения скорости используется рычаг для скольжения ремня с одного шкива на другой.

- Механизм подачи ленты имеет недостаток проскальзывания ремня при замене шкива.
ii. Зубчатый механизм подачи
- В шестеренчатом подающем механизме мощность передается от шпинделя к подающей штанге или ходовому винту посредством силовой зубчатой передачи.
- Шестерня 1 расположена на задней стороне шпинделя, а кронштейн тумблера состоит из шестерен 2 , 3, 4 и 5 .
- Рычаг управления кронштейном. Этот кронштейн поворачивается вокруг оси шпильки шестерни.
- Это положение кронштейна можно расположить в три этапа, а именно:
а. Нейтральное положение
г. Передняя позиция
г. Обратное положение
Принцип работы токарного станка Принцип- A Токарный станок — это станок, который используется для удаления нежелательных материалов с заготовки в виде стружки с помощью инструмента, который перемещается по заготовке и может подаваться глубоко в работу.

- Когда инструмент перемещается параллельно обрабатываемой детали, образуется цилиндрическая поверхность .
- Если инструмент перемещается под наклоном к оси, он создает конусную поверхность и поэтому называется точением конуса.
- Удерживает работу между двумя опорами, так называемые центры.
- Лицевая панель или патрон используются для удержания работы.
- Лицевая панель или патрон устанавливаются на шпиндель станка .
- Режущий инструмент удерживается с помощью резцедержателя.
- Движение задания вращается вокруг оси шпинделя .
- Против вращающейся работы инструмент подает.
- Инструмент перемещается либо параллельно, либо под наклоном к рабочей оси.
Изображение: Работа токарного станка
1 .Оборачивая
и. Конус и точение конуса
ii. Токарная обработка
iii. Профилирование
iv. Обработка внешних канавок и т. Д.
2 . Облицовка
3. Бурение
4. Расточка
и. Счетчик растачивания
ii. Растачивание под конус
5. Развертка
6. Накатка
7. Снятие фаски
8. Наполнение
9. Расставание
10. Нарезание резьбы
11. Обработка канавок
12. Формовка
13. Полировка
Полировка
1 . Токарный
- Токарная обработка — это операция уменьшения диаметра заготовки для получения конической или цилиндрической поверхности, как показано на рис. выше.
- Для токарных операций используются простые одноточечные режущие инструменты.
- Токарная обработка может быть разных типов, например
и. Конус и точение конуса
ii. Токарная обработка
iii. Профилирование
iv. Обработка внешних канавок и т. Д.
и. Конус и точение конуса
- Конус можно определить как равномерное увеличение или уменьшение диаметра детали, измеренного по ее длине.
- На токарном станке точение конуса означает получение конической поверхности постепенным уменьшением диаметра из цилиндрической заготовки.

ii. Прямое точение
- Прямой токарный станок создает цилиндрическую поверхность за счет удаления излишков металла с обрабатываемой детали.
iii. Профилирование
- В профиле рез может варьироваться в зависимости от глубины резания, подачи и скорости.
iv. Наружная обработка канавок
- В операциях наружного точения обрабатывают внешний диаметр заготовки.
2 . Облицовка
- Облицовка — это операция уменьшения длины заготовки для получения плоской поверхности квадрата с осью.
- Обычный токарный инструмент также можно использовать для торцевания больших заготовок.
3. Бурение
- Сверление — это операция создания цилиндрического отверстия в заготовке с помощью вращающейся режущей кромки фрезы, известной как сверло .

4. Расточка
- Растачивание — это операция увеличения отверстия или цилиндрической полости для получения круглых внутренних канавок.
- Отверстия могут быть прямые и конические.
i. Счетчик растачивания
- Растачивание со зенковкой — это операция увеличения отверстия на определенное расстояние от одного конца вместо увеличения всей просверленной поверхности.
ii. Растачивание конусов
- Растачивание конуса аналогично операции точения внешнего конуса и выполняется путем вращения заготовки на патроне или планшайбе и подачи инструмента под углом к оси вращения заготовки.
5. Развертка
- Развертка — это операция чистовой обработки и калибровки отверстия, которое ранее было просверлено или пробурено.
- Инструмент использует так называемую развертку , которая имеет несколько режущих кромок.
6. Накатка
- Накатка — это процесс тиснения ромбовидного узора на поверхности заготовки.
- Назначение накатки — обеспечить эффективную поверхность захвата на заготовке, чтобы предотвратить ее соскальзывание при работе вручную.
7. Снятие фаски
- Снятие фаски — это операция снятия фаски на крайнем конце заготовки.
- Это сделано для удаления заусенцев, защиты конца заготовки от повреждений и лучшего вида.
8.Наполнение
- Заливка — это чистовая операция, выполняемая после токарной обработки.
- Это делается на токарном станке для удаления заусенцев, острых углов и следов подачи на заготовке, а также для доведения ее до нужного размера путем удаления очень небольшого количества металла .

- Операция заключается в пропускании плоского одинарного напильника над обрабатываемой деталью, которая вращается с высокой скоростью.
9. Расставание
- Отрезка — это операция резки заготовки после того, как она была обработана до нужного размера и формы.
- Этот процесс включает в себя вращение заготовки на патроне или планшайбе на половину скорости вращения и подачи с помощью узкого отрезного инструмента — отвод перпендикулярно оси путем вращения винта с поперечным смещением вручную.
10. Нарезание резьбы
- Нарезание резьбы — это операция по созданию винтовой канавки на цилиндрической или конической поверхности путем подачи инструмента в продольном направлении, когда работа вращается между центрами или с помощью патрона.
- Резьба может изготавливаться как на внутренней , так и на внешней поверхности цилиндрического стержня.

11. Обработка канавок
- Обработка канавок — это процесс уменьшения диаметра заготовки на очень узкой поверхности.
- Это часто делается в конце резьбы или рядом с заплечиком, чтобы оставить небольшой запас.
а. Квадратная канавка
г. Круглая канавка
г. Паз со скошенной кромкой
12. Формование
- Формовка — это процесс точения выпуклой, вогнутой или любой неправильной формы.
13. Полировка
- Это в основном операция для чистовой обработки поверхности для улучшения качества поверхности заготовки.
- Полировка наждачной бумагой более мелкой фракции после заполнения приводит к очень гладкой, блестящей поверхности.
Токарный станок классифицируются по конструкции и конструкции. Вот некоторые из них:
1. Станок токарный стационарный
2. Станок токарный скоростной
3. Двигатель токарный или центровочно-токарный
4. Инструментальный токарный станок
5. Станок токарно-револьверный
6. Станок токарный специальный
7. Станок токарный автомат
1. Станок токарный стационарный
- Настольный токарный станок — это небольшой токарный станок , обычно устанавливаемый на столе.
- Используется для мелких и точных работ .
2. Станок скоростной токарный
- Станок скоростной токарный — самый простой в конструкции и эксплуатации из всех типов токарных станков.
- Состоит из станины, передней бабки, задней бабки и инструмента — стойки , установленной на регулируемых ползунах.
- Скорость шпинделя около 4000 об / мин .
- Назвали из-за очень High Speed шпинделя.
3. Моторно-токарный станок (центрово-токарный )
- Термин « двигатель » ассоциируется с токарным станком, который раньше приводился в движение паровыми двигателями.
- Токарный станок для двигателей также известен как репродуктивный станок из-за его производственной мощности с.
- Токарные станки для двигателей — отличный инструмент, , который помогает в создании многих современных инструментов.
Преимущества
- Используется для серийного производства изделий.
- Используется для изготовления цилиндрических форм из стали и пластмасс.
Недостатки
- Очень сложно запрограммировать на машинном языке.
- коррупция, плохое обслуживание и расовые проблемы.
4. Инструментальный токарный станок
- Токарный станок для инструментального отделения аналогичен токарному станку для двигателя .
- Этот токарный станок в основном используется для прецизионных работ с инструментами, штампами, калибрами, а также для выполнения работ там, где требуется точность.
- Используется для изготовления прецизионных компонентов в инструментальном цехе.
5. Токарно-револьверный станок https://mechanicalnotes.com/capstan-and-turret-lathe-introduction-working-advantage-difference/
а.Токарный станок с кабиной
- Имеют черт базового токарного станка и имеют короткую заднюю бабку скольжения.
- Capstan machine — это обрабатывающий станок, на котором снова и снова изготавливает одни и те же детали.
Преимущества
- Производительность высокая.
Недостатки
- Более тяжелая деталь не может обрабатываться на токарном станке.
б. Токарно-револьверный станок
- Токарно-револьверный станок представляет собой разновидность токарного станка по металлу.
- Используется для серийного производства дубликатов деталей.
- В токарно-револьверном станке шестигранная револьверная головка с продольной подачей заменяет заднюю бабку.
Преимущества
- Токарно-револьверный станок используется для обработки длинных и тяжелых заготовок.
- Имеют шестигранник резцедержателя или головки.
- Нет необходимости менять инструмент.
Недостатки
- У них есть ручные указатели.
6. Станок токарный специальный
- Токарный станок специального назначения используется для специальных целей и для работ, которые не могут быть выполнены или удобно обработаны на стандартном токарном станке.
7. Станок токарный автомат
- В токарном автомате автоматизируются различные операции, такие как смена заготовки.
- Рабочий цикл полностью автоматический, который повторяется для изготовления дубликатов без участия оператора.
Преимущества
- Во время работы машины оператор может управлять другой машиной.
- Больше экономии на занимаемой площади.
Недостатки
- Много внимания уделяется установке .
- Принадлежности для станков обычно делятся на две категории: —
1. Устройство для удержания работ и
2. Держатель режущего инструмента
1. Работа Удерживающее устройство
- Устройства для удержания заготовок — это устройства, которые используются для удержания и вращения заготовок вместе со шпинделем.
- В зависимости от формы, длины, диаметра и веса заготовки, а также от места поворота заготовки используются различные приспособления для удержания заготовки. Вот они: —
А. Патроны
- Патрон — это специальный зажим, используемый для удержания заготовки.
- Патрон установлен на шпинделе, который вращается внутри головной бабки.
Типы патронов:
- Трехкулачковый патрон
- Патрон с четырьмя кулачками
- Соберите патрон
- Патрон шпинделя
- Магнитный патрон
- Комбинированный патрон
- Пневматический патрон
Б. Лицевая панель
- Лицевая панель представляет собой круговой диск и резьбу, подходящую к передней части шпинделя токарного станка.
- Имеют радиальные плоские и Т-образные пазы. для удержания изделия болтами и зажимами.
C. Держатели
- Оправка — это устройство, которое используется для удержания полой заготовки.
- Оправка устанавливается между центрами, и работа вращается вместе с ней.
D. Центры
- Токарный центр — это инструмент, который имеет точку заточки для точного позиционирования заготовки.
- Есть два центра: —
а. Живой центр
- Подвижный центр — это центр, который входит в шпиндель головной бабки и вращается вместе с работой.
- Живой центр построен так, что центр 60 градусов проходит в собственном подшипнике.
б. Мертвая точка
- Мертвая точка — это центр, который использует шпиндель задней бабки и не вращается.
с. Полуцентр
- Половина центра — это центр, который часто используется в задней бабке для поворота вверх или для поворота ближе к концу работы.
- Срезает почти до конца.
E. Приводная пластина или стопорная пластина
- Задвижка представляет собой плоский диск, изготовленный из чугуна или стали .
- Они центральные
F. Тележка
- Каретка — это устройство, которое зажимает обрабатываемую деталь.
- Они позволяют вращающемуся движению шпинделя станка передавать заготовку.
- Есть два типа каретки: —
а. Прямая тележка
- Используется для приведения в действие с помощью штифта, предусмотренного в приводной пластине.
б. Каретка с загнутым хвостовиком
- Он вставляется в паз стопорной пластины для работы.
с. Угловые тиски
- Угловые тиски — это угловая регулировка на основании, позволяющая оператору сверлить отверстия под углом, не наклоняя стол.
2 . Держатель режущего инструмента
- Удерживающее устройство для режущего инструмента — это устройство, которое используется для удержания режущего инструмента.
- К различным держателям режущего инструмента относятся следующие: —
A. Стойка для инструмента
- Стойка для инструмента — это приспособление, которое удерживает режущий инструмент на токарном или другом станке.
Б. Собрать
- Collect — это устройство, которое используется для удержания режущего инструмента в шпинделе фрезерного станка.
C.Сверлильные патроны
- Это наиболее распространенные приспособления, которые используются для удержания режущих инструментов с прямым хвостовиком .
- Есть два общих типа: —
а. Тип ключа
- Он ослаблен или затянут ключом.
б. Типы без ключей
- Ослаблено или затянуто вручную без ключа.
D. Втулки сверлильные
- Сверлильные втулки используются для адаптации небольших инструментов с коническим хвостовиком Морзе к большим шпинделям станков.
E.Головка для сверла
- Головка для сверл предназначена для крепления спиральных сверл с хвостовиком.
- Они часто использовали удлинительную розетку.
F. Прямые держатели инструмента
- Прямой используется для снятия пропилов в любом направлении и для общих операций обработки.
- Токарный станок в основном определяется по: —
1. Качели — это наибольший рабочий диаметр, который можно повернуть для станины токарного станка.
2. Расстояние между задней бабкой и центром передней бабки.
3. Длина станины станка в метре (м).
4. Ходовой винт шага.
5. Мощность станка в лошадиных силах.
6. Число скоростей шпинделя HS и диапазон скоростей.
7. Вес станка в тонне.
Некоторые ключевые точки
1. Корм
- Скорость, с которой режущий инструмент пересекает заготовку в направлении , перпендикулярном заготовке ось , так называемая подача.
2. Глубина резания
- Это перпендикулярное расстояние, измеренное от обработанной поверхности до поверхности UN — cut заготовки.
3. Скорость резания
- Скорость, с которой металл удаляется с заготовки с помощью инструмента, так называемая , скорость резания .
Формула
Скорость резания = πdn / 1000
4. Шлифовальный
- Шлифование — это операция по удалению металла в виде мелкой стружки путем подачи заготовки на вращающийся абразивный круг, так называемый Шлифовальный круг .
Токарный станок Принципы работы, типы, детали и цена
Токарный станок Введение и определение
Как правило, токарный станок — это станок или инструмент. Что придает форму металлической заготовке в соответствии с индивидуальными требованиями. Этот процесс будет зависеть от выполнения операций с металлом. Наряду с осью вращения в части сверления, деформации, торцевания, шлифования, накатки, торцевания, резки заготовки. И добиться точной симметрии объекта.
Детали токарного станка
Передняя бабка токарного станка обычно расположена на левой стороне токарного станка, на конце станины, которая работает как несущий элемент. Он предлагает возможность обработки на токарном станке вместе с шестернями, рычагами управления скоростью передачи, патронами, шпинделями и контроллерами подачи.
Согласно названию, задняя бабка токарного станка расположена с правой стороны токарного станка или напротив передней бабки. Он используется для различных задач, таких как поддержка заготовки на конце токарного станка.
Станина токарного станкапредставляет собой широкое горизонтальное основание, называемое платформой, которое поддерживает основные детали токарного станка, такие как передняя бабка, задняя бабка, рельсы каретки.
Каретка токарных станков находится между передней и задней бабками. Каретка перемещает или позиционирует инструмент вместе с заготовкой.
Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы во время вращения шпинделя.
Используется для переключения каретки с линейного перемещения слева направо и наоборот для нарезания резьбы.
Поддон для стружки токарного станка, используемый для сбора всей стружки во время работы токарного станка.
Токарный станок Маховик, приводимый в движение верхним и поперечным суппортами
Посмотреть видео на токарном станке можно здесь
Типы токарных станков
Центрирующий токарный станок или токарно-моторный станок:В настоящее время двигатель токарный станок используется в большинстве. Это рабочие операции, такие как нарезание канавок, накатка и нарезание резьбы. Компонент подачи двигателя токарного станка может работать с режущим инструментом как в продольном, так и в боковом направлении. Центральная машина может быть разделена на ременной привод, привод двигателя и редуктор в зависимости от источника привода.
Скоростной токарный станок:Скоростной токарный станок, также известный как токарный станок по дереву, имеет все основные части, такие как станина, передняя бабка, задняя бабка и инструмент. но этот вид токарного станка не имеет ходового винта коробки подачи. при этом инструмент управляется на регулируемой салазке, управляемой рукой человека. Приблизительная частота вращения токарного станка от 1200 до 3600 об / мин. Возможности этого токарного станка применимы к различным операциям и процессам вращения, центрирования, полировки и обработки дерева.
Токарный станок с шпилем и револьверной головкой:Токарный станок с шпилем и револьверной головкой — это огромный шаг вперед в производстве токарных станков с шестигранной головкой. Это используется для вращения в процессе точения, расточки, развёртывания. Он учитывает большую площадь пола по сравнению с другими типами токарных станков.
Токарный станок для инструментального цеха:Токарный станок для инструментального цеха такой же, как и токарный станок для двигателей, но с точки зрения скорости вращения, который имеет высокий диапазон скорости 2500 об / мин в сборе с патроном, сборным приспособлением, приспособлением для токарной обработки конуса и т. Д.Также его детали изготавливаются с особой точностью для шлифовальной обработки.
Настольный токарный станок:Настольный малый токарный станок по металлу имеет небольшие размеры, поэтому он используется для небольших точных работ с теми же частями токарного станка для двигателей. Выполняет все операции токарного станка двигателя.
Токарный автомат:Судя по названию, он будет работать автоматически при массовом производстве. Этот токарный станок автоматически переключает инструмент без какой-либо ручной замены.Оператор станка может управлять несколькими токарными станками одновременно — это главное преимущество. Оператор только указал работу инструмента, тогда он выполнит задачу автоматически.
Специальный токарный станок:Специальный токарный станок используется для специальной операции. Он включает в себя задачи по сверлению, шлифовке, развёртыванию, растачиванию и т. Д. Он охватывает производство подобных деталей в тяжелых условиях.
Токарный станок с ЧПУ:Когда программа является вкладом в этапы, крупномасштабное производство может выполняться с высокой точностью и быстро, и как только код активности установлен, он вполне может создавать без повторного появления в следующий раз.Станок с ЧПУ охватывает процесс обработки устройства станка с помощью программы для ПК. Станки с ЧПУ, наиболее совершенные виды станков, доступные сегодня, и сопротивления деталей, которые они производят, удивительно точны.
Принцип работы токарного станка
Основным принципом работы токарного станка является вращение заготовки по оси заготовки определенной формы. Режущие инструменты прочно удерживаются и удерживаются в опоре устройства, которая предотвращает вращение.Обычные операции по резке выполняются с режущим устройством, которое заботится об одном или другом на равных или в точных точках по отношению к оси работы.
Найдите ведущих компаний-производителей токарных станков
Цена токарного станка
1. Токарный станок скорости: 7,294,95-29,163,00
2. Станок токарный: 7,294,95-29,163,00
3 Токарный станок двигателя: 2,91,622.00-4000,37
4. Токарный станок с отделением для инструментов: 2,91,642,00-14,58,210,00
5. Токарный станок с кабелем: Вы можете иметь дело с менее дорогим под 4,37,463.00
6. Токарный станок с ЧПУ: 10 000 долларов США
Что такое токарный станок? Основные части, операции и работа
В этой статье мы изучим, что такое токарный станок — основные части, операции и работа. Практически все отрасли производства токарных станков используются. Он используется для выполнения различных операций, чтобы придать работе желаемую форму и размер. Если студент-инженер думает о работе в какой-либо обрабатывающей промышленности, то он или она должны обладать большими знаниями о токарном станке.В этом посте мы обсудим токарный станок, его основные части, принцип работы, работу, преимущества и недостатки со схемой и видеоуроком.
Что такое токарный станок?Токарный станок — это станок, который используется для вращения заготовки для выполнения различных операций, таких как токарная обработка, торцевание, накатка, нарезание канавок и т. Д., С помощью инструментов, которые применяются к заготовке.
Принцип работы токарного станкаТокарный станок предназначен для удаления металла с детали для придания ей желаемой формы и размера.В токарном станке заготовка вращается против инструмента. Инструмент используется для удаления материала с заготовки. Направление движения инструмента называется подачей.
Основные части токарного станкаРазличные основные части токарного станка:
1. Передняя бабкаОна находится с левой стороны токарного станка. Он удерживает зубчатую передачу, главный шпиндель, патрон, рычаги управления скоростью передачи и контроллеры подачи. Он совмещен с задней бабкой.Передняя бабка изготовлена из чугуна.
(i) Патрон
Это та часть токарного станка, которая используется для удержания заготовки. Он прикреплен к главному шпинделю передней бабки. Он вращается вместе со шпинделем, а также вращает заготовку. В токарном станке мы обычно используем трехкулачковую или четырехкулачковую проверку. Три кулачка трехкулачкового патрона приводятся в движение одновременно, но кулачки четырехкулачкового патрона перемещаются независимо.
(ii) Главный шпиндель
Эта часть токарного станка используется для удержания в нем цилиндрической заготовки.Это полый вал, на котором установлен патрон.
(iii) Селектор подачи
Он используется для выбора направления подачи, т.е. хотим ли мы перемещать инструмент слева направо или справа налево. Селектор подачи находится на передней бабке.
2. Задняя бабкаОна находится с правой стороны токарного станка. Он используется для поддержки заготовки. Он поддерживает заготовку с одного конца, то есть с правого конца.
3. СтанинаЭто основная часть токарного станка.Все детали токарного станка прикручены к станине. Он состоит из передней бабки, задней бабки, направляющих каретки и других деталей. Изготовлен из чугуна.
Направляющие
Направляющие имеются на станине. Как следует из названия, он используется для направления задней бабки и каретки. Задняя бабка и каретка скользят по направляющим. Это перевернутая буква V.
Также читайте:
4. КареткаКаретка находится между передней и задней бабками.Он несет фартук, седло, составную опору, поперечную салазку и стойку для инструмента.
(i) Стойка для инструмента: Используется для удержания инструмента. Имеет Т-образный паз для крепления инструмента. Резцедержатель закреплен на каретке болтами.
(ii) Составная опора: Используется для установки инструмента под желаемым углом для точения конуса и других операций.
(iii) Поперечный суппорт: Поперечный суппорт используется для перемещения инструмента перпендикулярно оси токарного станка.
(iv) Седло: Верхняя часть каретки называется седлом.Поперечный суппорт установлен на седле.
(v) Фартук: Передняя часть каретки называется фартуком. Он содержит весь механизм перемещения и управления кареткой.
Ходовой винт используется для автоматического перемещения каретки во время нарезания резьбы.
6. Подающая штангаИспользуется для перемещения каретки слева направо и наоборот.
7. Поддон для стружкиПоддон для стружки используется для сбора стружки, образующейся во время работы токарного станка.Он присутствует в нижней части токарного станка.
8. МаховикЭто колесо, которое приводится в действие вручную для перемещения поперечного суппорта, каретки, задней бабки и других деталей, имеющих маховик.
Для лучшего объяснения основных частей токарного станка посмотрите видео, представленное ниже:
Типы токарных станков обычно делится на три типа.
1. Токарный станок для двигателя
2. Токарно-револьверный станок
3. Токарный станок специального назначения
Чтобы узнать больше о типах токарных станков, перейдите по ссылке ниже:
Типы токарных станков — мать всех машин
Операции на токарном станкеНа токарном станке мы выполняем следующие различные операции:
1. Облицовка
Это первая операция, которая выполняется на заготовке. Это операция механической обработки, которая выполняется для получения плоских поверхностей на концах заготовки.Эта операция выполняется путем подачи инструмента перпендикулярно оси вращения патрона.
2. Токарная обработка
В процессе токарной обработки излишки материала удаляются с поверхности заготовки для получения цилиндрической поверхности желаемой формы и размера. Во время токарной операции подача перемещается по оси вращения патрона. Уменьшает диаметр цилиндрической заготовки.
Также читайте:
3.Растачивание
Процесс удаления материала из отверстия в заготовке называется растачиванием. Отверстия просверливаются одноточечным режущим инструментом.
4. Сверление
Это процесс сверления отверстий в заготовке с помощью сверл. Сверло удерживается в задней бабке, и операция сверления выполняется путем продвижения сверла в заготовке путем вращения ручки задней бабки.
5. Развёртывание
Процесс увеличения отверстий до точных размеров называется развёртыванием.Развертка всегда выполняется после сверления. Это похоже на процесс сверления. Развертка удерживается в задней бабке для выполнения операции развертывания.
6. Зенковка
Процесс растачивания отверстия до более чем одного диаметра на одной оси называется зенковкой. Эта операция выполняется расточным инструментом.
7. Накатка
Это процесс создания углублений (выемок или острых углублений) на границе заготовки.Накатка выполняется для лучшего сцепления с работой. Выполняется накатным инструментом. Накатывающий инструмент прижимается к заготовке для выполнения накатки.
Также читайте:
8. Снятие фаски
Снятие фаски — это процесс снятия фаски на крайних концах заготовки. Это делается для того, чтобы убрать заусенцы, защитить торец заготовки от повреждений и лучше выглядеть.
9.Отрезка
Это процесс резки заготовки после того, как она была обработана до необходимой формы и размера.
10. Обработка канавок
Процесс создания узкой канавки на заготовке называется нарезанием канавок. Он также известен как выемка или сужение
11. Формование
Это процесс, при котором на заготовке формируется выпуклая, вогнутая или любая неровная поверхность с помощью формовочного инструмента. Формовочный инструмент необходимой формы используется для выполнения формовочной операции.
12. Токарная обработка конуса
Это процесс, при котором заготовке придается коническая форма. При точении конуса подача устанавливается под углом к заготовке.
13. Нарезание резьбы
Процесс нарезания резьбы на цилиндрической работе называется нарезанием резьбы
14. Поднутрение
При поднутрении мы увеличиваем диаметр, если это делается изнутри, и уменьшаем диаметр, если выполняем снаружи.Это делается в конце отверстия, возле ступенчатого выступа цилиндрической поверхности и в конце резьбовой части в блоте.
14. Эксцентриковая токарная обработка
Это токарная операция, при которой токарная обработка выполняется на другой оси при одной настройке задания. Этот метод токарной обработки обычно используется для производства коленчатых и распределительных валов.
Работа токарного станкаДля работы токарного станка необходимо посмотреть видео, приведенное ниже.Это длинный, но очень полезный.
Применение токарного станка
- Токарный станок используется для обработки металла, токарной обработки дерева, прядения металла, восстановления деталей, термического напыления и обработки стекла.
- Из него можно формировать керамику, гончарный круг — новейшая известная конструкция, сделанная на токарном станке.
- Если у нас есть наиболее подходящее оборудование для токарного станка по металлу, то его можно использовать для производства большинства тел вращения, плоских поверхностей, а также винтовой резьбы или спиралей.
- На токарных станках для декоративных работ можно производить трехмерные твердые тела невероятной сложности.
- Примерами различных объектов, которые производятся на токарном станке, являются подсвечники, стволы для оружия, кий, ножки стола, чаши, бейсбольные биты, музыкальные инструменты, коленчатые валы и распределительные валы.
В этой статье мы узнали о , что такое токарный станок — основные части, операции и рабочие . Если вы обнаружите, что что-то отсутствует или неверно, прокомментируйте нас. И если вы найдете эту статью информативной, не забудьте поставить лайк и поделиться ею.
Все, что нужно знать о токарном станке
Токарный станок как один из старейших станков, считающийся матерью всех станков. Это станок, который вращает заготовку вокруг оси вращения для выполнения различных операций, а также для придания заготовке желаемой формы и размера.
Сегодня мы рассмотрим значение, историю, типы, принципы работы, детали и применение токарных станков.
История показала, что токарный станок был древним инструментом. Первое нарезание резьбы было разработано англичанином Генри Модслеем в 1797 году, что стало одной из основных операций, выполняемых на токарном станке.
ПриложенияПрименение токарного станка очень разнообразно, так как он дает большие преимущества для их операций. Применяется при токарной обработке дерева, металлообработке, термическом напылении, прядении металла, обработке стекла, рекультивации деталей. Применение токарных станков также включает формование керамических изделий, наиболее известных как гончарный круг.
Металлообработка — это широко известный токарный станок, поскольку можно выполнять различные операции, такие как резка, шлифовальное сверление, торцевание, накатка, точение и деформация.
см. Мою рекомендацию
Принцип работы токарного станкаРаботать на токарном станке довольно просто, так как перед его использованием требуются некоторые базовые знания. Тем не менее, основные навыки использования токарного станка заключаются в размещении обрабатываемой детали между передней и задней бабками, которые, как говорят, находятся «между центрами». Что ж, для небольшой детали операция должна выполняться на меньшей версии токарного станка, который может крепко держаться только шпинделем. В этом рабочем состоянии операция торцевания выполняется, поскольку режущий инструмент прикладывает меньшее усилие.Работу также можно производить под прямым углом к оси вращения
.Эксцентриковое точение или многоосевое точение может быть достигнуто, когда заготовка установлена с определенной осью вращения. Когда он затем повторно устанавливается с новой осью вращения, в результате различные поперечные сечения заготовки становятся осесимметричными. Но заготовка не осесимметрична.
Резцедержатель надежно удерживает режущие инструменты по направлению к вращающейся заготовке, что помогает добиться желаемого резания.
На видео ниже показан принцип работы токарного станка:
Ниже представлена полная схема токарного станка;
Спецификация станка токарногоТокарный станок в общем может быть определен как;
- Swing: самый большой диаметр, который можно повернуть для станины токарного станка
- Центр между передней бабкой и центром задней бабки
- Длина кровати в метрах
- Диапазон и количество скоростей шпинделя HS
- Мощность станка
- Вес станка в тон
- Шаг ходового винта
Токарный станок состоит из нескольких частей, которые образуют один эффективный инструмент, но есть несколько основных частей, которые должны быть известны как оператор.
Следующее, указанное ниже, является основным компонентом токарного станка;
- Передняя бабка
- Кровать
- Задняя бабка
- Стойка инструментальная
- Каретка
- Седло
- Поперечный суппорт
- Комбинированная опора
- Ходовой винт
- Подающая штанга
- Патрон
- Главный шпиндель
- Нога
Прочтите пояснения к этим частям
Типы станков токарныхПомимо токарных станков, используемых в других областях, по мере развития технологий внедряется новое изобретение.Ниже приведены различные типы токарных станков, которые существуют в связи с категоризацией;
- Центр или токарный станок для двигателя
- Скоростной токарный станок
- Токарно-револьверный станок
- Станок токарный инструментальный
- Станок токарно-горизонтальный
- Токарный автомат
- специального назначения и
- Токарный станок с ЧПУ
см. Мою рекомендацию
Правила техники безопасности на токарном станке
При использовании токарного станка необходимо соблюдать некоторые меры безопасности, которые необходимо соблюдать и соблюдать, чтобы оператор, работа и машина были в безопасности.Это включает;
- Для удаления стружки следует использовать щетку, а не ручную
- Обрабатываемая деталь должна поддерживаться с помощью удерживающего устройства, не использовать руку
- Регулировка не должна производиться во время работы станка
- Не измеряйте вращающиеся части
- Используйте защитные очки, чтобы стружка не попала в глаз
- Убедитесь, что все детали машины надежно затянуты
- Избегайте летящей или свободной ткани
- Инструменты не должны находиться на столе для сверления
Надеюсь, вам понравился этот пост, и вы получили знания.Если да, вы можете свободно высказывать свою точку зрения в нашем разделе комментариев и, пожалуйста, поделиться с другими студентами. Спасибо!
Токарный станок— Производственные процессы 4-5
Блок 1: Токарный станок для двигателя
После завершения этого раздела вы сможете:
• Определите наиболее важные части токарного станка и их функции.
• Ознакомьтесь с правилами техники безопасности для токарного станка. • Опишите настройку режущего инструмента для обработки.
• Описать установку заготовки в токарный станок.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальный станок, в котором важно уметь работать. Эта машина вращает цилиндрический объект против инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Изделие удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается вдоль линии желаемого реза.Токарный станок — один из самых универсальных станков, используемых в промышленности. С подходящими насадками пену можно использовать для токарной обработки, конической обработки, точения формы, нарезания резьбы, торцевания, растачивания, расточки, прядения, шлифования, полировки. Операции резания выполняются режущим инструментом, подаваемым параллельно или под прямым углом к оси работы. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается.Вместо этого вращается шпиндель, удерживающий приклад. В шпинделе можно удерживать цанговые патроны, центры, трехкулачковые патроны и другие приспособления для удержания заготовок. Задняя бабка может удерживать инструменты для сверления, нарезания резьбы, развёртывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к разной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение / выключение питания
2. Шпиндель вперед / назад (откидная ручка вверх или вниз)
3.Маховик каретки 4. Маховик поперечной подачи
5. Маховик для комбикорма
6. Фиксатор каретки / поперечной подачи
7. Резьба полугайки
8. Набор для заправки нити
9. Скорость шпинделя
10. Тормоз
11. Верхний / нижний диапазон шпинделя
12. Нить / подача назад (вдвигать / вытягивать)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) — V и Z — настройки для нарезания резьбы
16.Коробка передач
17. Коробка передач Низкая / Высокая
18. Задняя бабка
19. Стойка для инструмента
20. Державка
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Селектор заправки / подачи (см. Пункт 15)
Как всегда, мы должны осознавать требования безопасности и стараться соблюдать правила техники безопасности, чтобы избежать серьезных травм себе или окружающим.
Носите очки, короткие рукава, без галстука, без колец, не пытайтесь остановить работу рукой.Остановите машину, прежде чем пытаться проверить работу. Не знаете, как это работает? — «Не запускай». Не используйте тряпки, когда машина работает.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в шпонке патрона.
2. Проверните патрон или лицевую пластину вручную, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4.При вставке или извлечении детали переместите насадку на безопасное расстояние от патрона, цанги или лицевой панели.
5. Разместите держатель резцедержателя слева от суппорта. Это гарантирует, что составной суппорт не войдет в шпиндель или насадки патрона.
6. При установке и снятии патронов, лицевых панелей и центров обязательно убедитесь, что все сопрягаемые поверхности чистые и без заусенцев.
7. Убедитесь, что резец острый и имеет правильный задний угол.
8. Зажмите насадку как можно короче в держателе инструмента, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно нанесите смазочно-охлаждающую жидкость и поддерживайте ее в надлежащем состоянии. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или лицевая пластина застряли на торце шпинделя, обратитесь к инструктору, чтобы его удалить.
13. Если на токарном станке выполняется какая-либо опиловка, напильник следует выполнять левой рукой, чтобы предотвратить проскальзывание в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Снимите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и что произведена правильная регулировка, если работа выполняется между центрами.
17. При повороте между центрами старайтесь не прорезать деталь полностью.
18. Не используйте ветошь во время работы машины.
19. Перед очисткой снимите инструменты со стойки инструмента и задней бабки.
20. Не используйте сжатый воздух для чистки токарного станка.
21. Будьте осторожны при чистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Перед тем, как покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте ключ из патрона после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при чистке токарного станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высокой установке инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента.Слишком низкая CS приводит к низкой производительности.
Знать:
• Глубина резания при черновой обработке.
• Глубина резания для чистовой обработки.
Обратите внимание на самые большие черновые проходы в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Подача для черновой обработки
• Подача для чистовой обработки
Обратите внимание, что скорость подачи для черновых проходов варьируется от 0,005 до.020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарных, торцевых и отрезных операций на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
На рисунке A показан стандартный токарный инструмент для создания полуквадратного уступа.Если за режущей кромкой остается достаточно материала, инструмент также можно использовать для черновой обработки. | Рисунок A |
На рисунке B: изображен стандартный токарный инструмент с упорным углом. Этот угол позволяет выполнять тяжелые черновые пропилы. Также возможно повернуть инструмент для создания полуквадратного уступа. | Рисунок B |
Рис. C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых пропилов.Инструмент также можно использовать для формирования углового радиуса. | Рисунок C |
На рисунке D изображен повернутый стандартный токарный инструмент. Его нос ведет к режущей кромке, создавая легкие чистовые пропилы на внешнем диаметре и лицевой стороне уступа. | Рисунок D |
Рисунок E: изображает инструмент формы. В инструмент могут быть пришлифованы различные формы, которые будут воспроизведены на детали. | Рисунок E |
На рисунке F: изображен инструмент для торцевания. Этот резак используется для обработки торца заготовки для получения гладкой и ровной поверхности. Если в центре есть отверстие, используйте половину центра для стабилизации и поддержки заготовки. | Рисунок F |
Рисунок G: изображает инструмент для обработки канавок или подрезки.Как показано, он используется для прорезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо. | Рисунок G |
Рисунок H: изображает отрезной инструмент. Инструменты для отрезки отрезают заготовку определенной длины. Для этого инструмента требуется предварительно отформованное лезвие и держатель. | Рисунок H |
Рисунок I: изображает инструмент для нарезания резьбы 60 °, используемый для нарезания резьбы припуском. | Рисунок I |
Настройка режущего инструмента для обработки
• Переместите стойку инструмента в левую сторону комбинированной опоры.
• Установите резцедержатель в стойку так, чтобы установочный винт в державке выступал примерно на 1 дюйм за стойку.
• Вставьте подходящий режущий инструмент в резцедержатель так, чтобы инструмент выступал на 0,5 дюйма за резцедержатель.
• Установите острие режущего инструмента на центральную высоту.Проверьте это с помощью линейки или задней бабки.
• Надежно затяните стойку, чтобы предотвратить ее перемещение во время резки.
Рисунок 2: Штанга и державка
Для установки заготовки в токарный станок
• Убедитесь, что линейный центр работает правильно. Если это не так, удалите центр, очистите все поверхности и замените центр. Еще раз проверьте правильность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за заднюю бабку.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не будет поддерживать другой конец заготовки.
• Затяните гайку зажима задней бабки или уровень.
Рисунок 3: Заготовка в токарном станке
Установка режущего инструмента
• Держатели инструментов используются для удержания режущих инструментов токарных станков.
• Для установки очистите держатель и затяните болты.
• Резцедержатель токарного станка крепится к стойке инструмента с помощью рычага быстрого отсоединения.
• Резцедержатель крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Для изменения положения режущего инструмента вручную переместите поперечный суппорт и суппорт токарного станка. Также доступны электрические каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и ее угол можно изменить, чтобы срезать конус под любым углом.
1. Ослабьте болты, удерживающие компаунд на седле.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Компаунд не имеет механической подачи.
5. При необходимости используйте две руки для более плавной подачи. Это будет чистая отделка.
6. И составной, и поперечный суппорт имеют микрометрические шкалы, но у седла их нет.
7. Если требуется более высокая точность позиционирования седла, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы нажимают до упора.
Рисунок 5: Размещение инструмента
Сталь Правило
1. Поместите стальную линейку между прикладом и инструментом.
2. Инструмент центрируется, когда линейка находится в вертикальном положении.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка отклонена назад.
Центр задней бабки
1. Ориентируйтесь по центру задней бабки при установке инструмента.
2. Расположите конец инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности для токарного станка.
3. Почему важна скорость резки?
4. Что такое державка?
5. Где установить державку?
6. Насколько далеко вы выдвигаете режущий инструмент в держателе?
7. Перечислите три различных режущих инструмента.
8. Опишите, пожалуйста, расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Как можно центрировать заготовку двумя способами?
Инструментальный токарный станок | MachineMfg
Инструментальный токарный станок представляет собой простой горизонтальный токарный станок. Вообще говоря, самый большой станок для обработки деталей диаметром 250 мм или меньше — это в основном токарный инструмент.
Знакомство с прибором Токарный станокИнструментальный токарный станок представляет собой простой горизонтальный токарный станок.Вообще говоря, самый большой станок для обработки деталей диаметром 250 мм или меньше — это в основном токарный инструмент.
Токарный инструмент делится на обычный, шестигранный, чистовой и автоматический.
Принцип работыИнструментальный токарный станок быстро зажимается пружинной цангой, двигатель напрямую приводит в движение главный вал, большие и маленькие диски управляются вручную, а вертикальное и горизонтальное позиционирование контролирует токарную обработку.
Некоторые токарные станки оснащены фланцами, задними бабками и резьбонарезными приспособлениями.
Может обрабатывать внешний круг, внутренний круг, резку, торцевую поверхность, паз, точение конуса, сверление, развертывание, нарезание резьбы, фрезерование, шлифование.
Широко используется в мелких деталях, таких как электрические приборы, крепежные детали, автомобили, детали мотоциклов, приборы, оборудование и электрические приборы, культурные и образовательные принадлежности, кино- и телевизионное оборудование, механические и электрические изделия, сантехническую арматуру, клапаны, кольца подшипников, валы, и т.п.Производство и обработка — это самое идеальное высокопроизводительное оборудование в индустрии механической обработки оборудования.
Благодаря толкательной подаче, быстрому зажатию пружинной цанги, ограничительному устройству наперсточного типа и быстрому ручному управлению, двигатель напрямую приводит в движение шпиндель, а устройство позиционирования управляет вращением.
Непрерывная обработка одной заготовки фиксированного типа и формы может повысить эффективность работы более чем в 10 раз по сравнению с обычным токарным станком.
Особенно подходит для обработки больших объемов и мелких деталей. Может заменить другие станки для экономии энергии.
Поиск и устранение неисправностейПерегрев буксы
(1) Шпиндель долгое время перегревается и выделяет тепло.
Решение: Отрегулировать зазор подшипника, правильно уменьшить скорость вращения шпинделя (не превышать максимальную скорость, предусмотренную конструкцией станка этой модели), быстро смазать подшипник.
(2) Зазор подшипника шпинделя слишком мал и нагревается.
Решение: отрегулируйте зазор подшипника шпинделя.
(3) Подшипник шпинделя заржавел и изношен и может вызвать износ или ржавчину детали шпинделя при длительной эксплуатации или во влажной среде; если время хранения слишком велико, подшипник может заржаветь.
Решение: Очистите подшипники для регулировки смазки или замените подшипники.
Деформация слоя
Неправильная установка станка может привести к скручиванию и деформации станины станка, что может привести к слишком сильному смещению или застреванию большой каретки.
Решение: ослабьте анкерные болты, чтобы восстановить, и переустановите их, чтобы обеспечить уровень ступни и рабочей поверхности (это решение является решением для новой машины, когда она установлена).
Рельсовая подача
Ослабьте большие винты ограждения поддона и снимите большие ограждения поддона и защитные накладки.
Затем ослабьте винты большой прижимной пластины поддона, снимите прижимную пластину большого поддона и промойте каретку и направляющую в керосине.
Требуется время, чтобы заменить размер защитной прокладки (шерстяной войлок), чтобы предотвратить попадание железной стружки.
Все, что вам нужно знать о токарной обработке с ЧПУ
Если вы не знакомы с токарной обработкой с ЧПУ, предоставленная информация расскажет вам все, что вам нужно знать. Сегодня многие отрасли полагаются на детали и компоненты, обработанные на станках с ЧПУ, как стандартные, так и нестандартные. С невероятно точными результатами это может быть именно то решение, которое вам нужно для вашего бизнеса.
Что такое токарный станок с ЧПУ ?Токарный станок с ЧПУ очень сложен и управляется автоматически.Для производства прецизионных деталей и компонентов программа с числовым программным управлением (ЧПУ) указывает направление к станку. Хотя за производством наблюдает оператор, этот производственный метод обычно является автоматизированным. Этот тип станков с ЧПУ представляет собой режущий инструмент, который производит прецизионные детали и компоненты из металла, дерева и пластика.
Введение в процесс токарной обработкиЧто касается фактического процесса токарной обработки, стержни надежно удерживают материал на месте, в то время как инструмент, связанный со станком, вращается, удаляя материал для достижения желаемого размера и формы готового продукта.В зависимости от устройства подачи прутка, длина которого может быть разной, объем необходимых операций по обработке зависит от задания. Настоящий режущий инструмент установлен на револьверной головке, управляемой компьютером. Однако конструкция револьверной головки такова, что она может удерживать дополнительные инструменты, если вам нужно изготовить более сложную деталь. Например, этот станок обычно выполняет токарную и фрезерную обработку одновременно.
Принцип работы станка с ЧПУПринцип работы станка с ЧПУ заключается в выполнении задач резки с помощью компьютера, а также написанных команд и кодов.Высококвалифицированный оператор вводит информацию с помощью устройства человеко-машинного интерфейса в виде кодов M или G. Память информации преобразуется в двоичные коды, которые посылают электрические импульсы на сервоприводы. В ответ эти сигналы приводят в действие шпиндель и двигатели. Для шпинделя инструмент стоит либо горизонтально, либо вертикально. На этом этапе машина следует инструкциям, производя детали и компоненты с жесткими допусками.
Станки с ЧПУ являются усовершенствованными и поэтому способны выполнять повторяющиеся пропилы в соответствии со спецификациями с невероятной точностью.Если вам нужна помощь с вашими стандартными или нестандартными деталями или компонентами, мы можем помочь. В NexGen Machine у нас есть профессионально обученные операторы, инновационное программное обеспечение с ЧПУ и ультрасовременные станки.